You might also like
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Sebh539010 S PC750-6 PPDocument15 pagesSebh539010 S PC750-6 PPmax100% (1)
- Solutions Manual For Analysis Synthesis PDFDocument20 pagesSolutions Manual For Analysis Synthesis PDFAffiano AkbarNo ratings yet
- Solutions Manual For Analysis Synthesis PDFDocument20 pagesSolutions Manual For Analysis Synthesis PDFAffiano AkbarNo ratings yet
- Solutions Manual For Analysis Synthesis PDFDocument20 pagesSolutions Manual For Analysis Synthesis PDFSaud AffanNo ratings yet
- Analysis Synthesis and Design of Chemical Processes 3rd Edition Turton Solutions ManualDocument21 pagesAnalysis Synthesis and Design of Chemical Processes 3rd Edition Turton Solutions ManualdarrenrichncogbpizjkNo ratings yet
- Problems at The Cumene Production Facility (Sim) PDFDocument17 pagesProblems at The Cumene Production Facility (Sim) PDFfresitoNo ratings yet
- Chemical Plant Design DDocument12 pagesChemical Plant Design DFebio DalantaNo ratings yet
- 4b - IPO GL DesignDocument53 pages4b - IPO GL Designmrjohnston37No ratings yet
- Fluid Mechanics, Heat Transfer, and Thermodynamics Fall 2001 Design Project Production of Dimethyl EtherDocument38 pagesFluid Mechanics, Heat Transfer, and Thermodynamics Fall 2001 Design Project Production of Dimethyl Ethermoheed100% (1)
- Equipment A1 2018 StatusDocument1 pageEquipment A1 2018 StatusbsureshcheengNo ratings yet
- Chemical Process DiagramDocument43 pagesChemical Process DiagramMark GuevarraNo ratings yet
- Manual Instalacion Refrigeracion ChemwellDocument8 pagesManual Instalacion Refrigeracion ChemwellmiguelNo ratings yet
- BAS PointDocument19 pagesBAS PointChalermphon PrasertphanNo ratings yet
- Daily Observation Boiler: Ok, Remote Ok, Remote Ok, Remote Ok, RemoteDocument2 pagesDaily Observation Boiler: Ok, Remote Ok, Remote Ok, Remote Ok, RemoteChandan KumarNo ratings yet
- Reduce Gas Entrainment in Liquid LinesDocument3 pagesReduce Gas Entrainment in Liquid LinesChem.EnggNo ratings yet
- Series 100: Grundfos Data BookletDocument44 pagesSeries 100: Grundfos Data BookletadionicelNo ratings yet
- PumpDocument71 pagesPumpfacebookshopNo ratings yet
- Options & Modifications FTA1100J: M Diesel Engine Fire Pump ControllerDocument3 pagesOptions & Modifications FTA1100J: M Diesel Engine Fire Pump ControllersnonumNo ratings yet
- 747Document12 pages747GurdevBaines100% (3)
- Corroded Nut-BoltDocument9 pagesCorroded Nut-Boltkixiliy439No ratings yet
- Steam BlowingDocument25 pagesSteam Blowingelrajil0% (1)
- Manejadoras Una Pared ED-FUW-201401ADocument23 pagesManejadoras Una Pared ED-FUW-201401ACristian AlvarezNo ratings yet
- Cleopatra - PlumbingDocument4 pagesCleopatra - PlumbingWaleed Abd El-HamiedNo ratings yet
- Skill Development On P25ABC LOSES DIS FLOW.Document5 pagesSkill Development On P25ABC LOSES DIS FLOW.00083583rfNo ratings yet
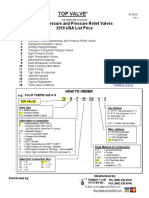
- Top Valve : Backpressure and Pressure Relief Valves 2019 USA List PriceDocument1 pageTop Valve : Backpressure and Pressure Relief Valves 2019 USA List PriceHASANNo ratings yet
- Dimethyl Ether FacilityDocument25 pagesDimethyl Ether FacilityWafa A. Nasser100% (1)
- Pump CalculationDocument20 pagesPump Calculationcoolsummer1112143100% (1)
- Introduction To Chemical Process DiagramsDocument36 pagesIntroduction To Chemical Process DiagramsDMRINo ratings yet
- Technical Manual Fancoil MCW-FWW 50HzDocument43 pagesTechnical Manual Fancoil MCW-FWW 50HzCristian AlvarezNo ratings yet
- SIGMA Air Conditioning Training 2007 LeT PNsDocument68 pagesSIGMA Air Conditioning Training 2007 LeT PNsClaudio Cocio JaimeNo ratings yet
- IO ListDocument15 pagesIO ListLakshmananNo ratings yet
- AHE Module1WD Writtentest20200609Document2 pagesAHE Module1WD Writtentest20200609Sufian AbusninaNo ratings yet
- Fluid Mechanics, Heat Transfer, Thermodynamics Design Project Production of CumeneDocument11 pagesFluid Mechanics, Heat Transfer, Thermodynamics Design Project Production of CumeneCarlos Benavidez AranibarNo ratings yet
- Mechanical BOQ 150710Document56 pagesMechanical BOQ 150710Jaime Manalili Landingin100% (1)
- HVAC AbbreviationsDocument5 pagesHVAC AbbreviationsHadi AnwarNo ratings yet
- FCU ChinaDocument49 pagesFCU ChinajohnyNo ratings yet
- Pumps Service PSCDocument13 pagesPumps Service PSCOnyango George JumaNo ratings yet
- Final File Assignment TaskDocument8 pagesFinal File Assignment TaskKamran ShahNo ratings yet
- Applied Fluid Mechanics Objective: Minimum Pipe DiameterDocument4 pagesApplied Fluid Mechanics Objective: Minimum Pipe DiameterChristian FTNo ratings yet
- 2013lect4 Pumping System of FluidDocument30 pages2013lect4 Pumping System of Fluidmustikaaryanti100% (1)
- Rinnai US PDFDocument8 pagesRinnai US PDFGlauber GoncalvesNo ratings yet
- Rosemount 1195 Integral Orifice Primary Element: Quick Installation GuideDocument16 pagesRosemount 1195 Integral Orifice Primary Element: Quick Installation GuideJosé Carlos Batista SilvaNo ratings yet
- Annunciation Panel Unit IiiDocument3 pagesAnnunciation Panel Unit IiiSrinivasa Rao PNo ratings yet
- Lummus Shutdown October-2014 Job ListDocument2 pagesLummus Shutdown October-2014 Job ListAli HassanNo ratings yet
- AV Maintenance Manual - R1Document15 pagesAV Maintenance Manual - R1Faiz MiserangNo ratings yet
- Mitsubishi Electric PAC-AH125 140 250 500M-J Specifications EngDocument19 pagesMitsubishi Electric PAC-AH125 140 250 500M-J Specifications Engnguyendinhphuc22008No ratings yet
- Legacy Chiller Systems Model PZAT9S SubmittalDocument18 pagesLegacy Chiller Systems Model PZAT9S SubmittalStefan WeissNo ratings yet
- Sample SM Des Turton 5Document16 pagesSample SM Des Turton 5bertha kiaraNo ratings yet
- Temp ThermocoupleDocument5 pagesTemp ThermocoupleMudit BhatiaNo ratings yet
- GE Cycles Lecture Info 2009Document18 pagesGE Cycles Lecture Info 2009Sayantan Datta Gupta100% (1)
- Drum LVL Control by PkgangwarDocument13 pagesDrum LVL Control by Pkgangwarank_mehraNo ratings yet
- LPD Instruction ManualDocument9 pagesLPD Instruction ManualRicardo NapitupuluNo ratings yet
- HVAC Tender BOQ 24.12.17Document22 pagesHVAC Tender BOQ 24.12.17yohannes haileNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Steam Boiler - Hydrostatic Test in Steam BoilerDocument2 pagesSteam Boiler - Hydrostatic Test in Steam BoilerRoland NicolasNo ratings yet
- ESP (Electrical Submersible Pump) : AdvantagesDocument1 pageESP (Electrical Submersible Pump) : AdvantagesRedhawk15No ratings yet
- HYD0006 Solar Control Valve KVMG270 PDFDocument53 pagesHYD0006 Solar Control Valve KVMG270 PDFSergey100% (2)
- Case StudyDocument33 pagesCase StudyMir Hasib Ul LatifNo ratings yet
- Piston Pumps Israk SeriesDocument3 pagesPiston Pumps Israk Seriesali kartalNo ratings yet
- Scott Rit-Pak IiiDocument38 pagesScott Rit-Pak IiioquirogacNo ratings yet
- Exercises (1) Fluids PropertiessDocument5 pagesExercises (1) Fluids PropertiesslizethdinoraNo ratings yet
- Table of Specs - Long Test GAS LAWDocument2 pagesTable of Specs - Long Test GAS LAWMarlon Joseph ManzanoNo ratings yet
- B08401000 Discharge Regulator - 027630016aDocument1 pageB08401000 Discharge Regulator - 027630016aLeandro MagriNo ratings yet
- Atmospheric Vacuum BreakerDocument7 pagesAtmospheric Vacuum BreakerMarven Sim ErosedoNo ratings yet
- Soonhoon Bae: Condensation Inside Horizontal TubesDocument81 pagesSoonhoon Bae: Condensation Inside Horizontal TubesalagaruNo ratings yet
- Breathable Compressed Air BrochureDocument11 pagesBreathable Compressed Air BrochuremuppetscrapNo ratings yet
- Modification of Pump Curves by Installing Restrictive Orifices at Pump Discharge (Part 2) - LinkedInDocument3 pagesModification of Pump Curves by Installing Restrictive Orifices at Pump Discharge (Part 2) - LinkedInABRAHAM ESTRADANo ratings yet
- Understanding Details of Cavitation:, IncludingDocument10 pagesUnderstanding Details of Cavitation:, IncludingKriz Hor Jiunn ShyangNo ratings yet
- Lecture7 PDFDocument5 pagesLecture7 PDFrashidNo ratings yet
- Final Sprinkler BoqDocument4 pagesFinal Sprinkler Boqmohammedsarwat100% (1)
- Hvac Duct Static Pressure CalculationDocument9 pagesHvac Duct Static Pressure CalculationSharifur RehmanNo ratings yet
- SkinDocument8 pagesSkinYamal E Askoul TNo ratings yet
- MSDS Nitrogen (Praxair)Document8 pagesMSDS Nitrogen (Praxair)haranus2000No ratings yet
- Piping Design and Plant LayoutDocument44 pagesPiping Design and Plant Layoutkumarmm1234No ratings yet
- Pressure Recovery in A Centrifugal Blower CasingDocument7 pagesPressure Recovery in A Centrifugal Blower CasingBensinghdhasNo ratings yet
- Pressure Relief Valve Sizing Calculations - Subcritical Gas Flow Service - EnggcyclopediaDocument5 pagesPressure Relief Valve Sizing Calculations - Subcritical Gas Flow Service - EnggcyclopediaSantiagoNo ratings yet
- Lec-2. Air Pollution FinalDocument29 pagesLec-2. Air Pollution FinalAmirParvezNo ratings yet
- Two-Stage Engine Driven BrochureDocument8 pagesTwo-Stage Engine Driven BrochurejohnNo ratings yet
- Science 10 Q4 SLM6Document13 pagesScience 10 Q4 SLM6RAYMUND RODILLONo ratings yet
- Modern High Performance Ozone GeneratorsDocument7 pagesModern High Performance Ozone GeneratorsIAMANDU COSTANo ratings yet
- Kimia Dasar Bab 5 GasDocument42 pagesKimia Dasar Bab 5 GasRiko KedikNo ratings yet
- Reaction Turbine (FM61)Document3 pagesReaction Turbine (FM61)Mintesnot Abera100% (1)
- SL Chemistry Lab 9: AcetoneDocument4 pagesSL Chemistry Lab 9: AcetoneGennady100% (1)
- The Complete Dummy's Guide To Operation of A Typical Diffusion Pumped High Vacuum SystemDocument4 pagesThe Complete Dummy's Guide To Operation of A Typical Diffusion Pumped High Vacuum Systemjokerbuddy01No ratings yet