You might also like
- Reutilización de aguas residuales en la industria azucarera y AlcoholeraFrom EverandReutilización de aguas residuales en la industria azucarera y AlcoholeraNo ratings yet
- El hielo, fabricación, enfriamiento y conservaciónFrom EverandEl hielo, fabricación, enfriamiento y conservaciónNo ratings yet
- Ácido SulfúricoDocument11 pagesÁcido SulfúricoMayNo ratings yet
- Concentración de Minerales Por FlotaciónDocument30 pagesConcentración de Minerales Por FlotaciónSergio RobertoNo ratings yet
- TESISDocument110 pagesTESISJesus Gavino100% (1)
- Simulacion Matematica para Diseno de UnDocument6 pagesSimulacion Matematica para Diseno de UnKevin David Guao BolanoNo ratings yet
- Proceso Albion para Minerales Refractarios RefGoldDocument2 pagesProceso Albion para Minerales Refractarios RefGoldIrving Dirzo Carrillo100% (1)
- Lixiviación A Presión de Silicatos de ZincDocument14 pagesLixiviación A Presión de Silicatos de ZincsakilortegaNo ratings yet
- Estatuto Universitario UnsjDocument99 pagesEstatuto Universitario UnsjFacundo Varas100% (2)
- Concentrado de CobreDocument23 pagesConcentrado de Cobrerichtr100% (1)
- 3 532producción de Ácido Sulfúrico-1Document7 pages3 532producción de Ácido Sulfúrico-1Thomas WhartonNo ratings yet
- PDF Tratamiento y Circuito de Agua Clarificador Industrial 1 - CompressDocument159 pagesPDF Tratamiento y Circuito de Agua Clarificador Industrial 1 - CompressMIGUELNo ratings yet
- Manejo Industrial en El Proceso de Obtención de Ácido SulfúricoDocument21 pagesManejo Industrial en El Proceso de Obtención de Ácido SulfúricoDulce Maria FajardoNo ratings yet
- Acido SulfuricoDocument37 pagesAcido SulfuricoJerry Rodriguez FloresNo ratings yet
- Trituracion y MoliendaDocument9 pagesTrituracion y MoliendaelizabethNo ratings yet
- Reactivos de FlotacionDocument42 pagesReactivos de FlotacionJhoselinNo ratings yet
- Hoja Seguridad AgregadosDocument8 pagesHoja Seguridad Agregadosborisov2009No ratings yet
- El Arte de Manejo de EscoriasDocument8 pagesEl Arte de Manejo de EscoriasSalvador Tovar FranciscoNo ratings yet
- Planta de Produccion de Carbonato de Calcio Activado y LigeroDocument14 pagesPlanta de Produccion de Carbonato de Calcio Activado y Ligerobenditasea3352No ratings yet
- Bases Teoricas EspesamientoDocument11 pagesBases Teoricas EspesamientoMagda 99No ratings yet
- C Floculantes para Industria Minera ESPAÑOLDocument6 pagesC Floculantes para Industria Minera ESPAÑOLMary NolascoNo ratings yet
- Tornillo Transportador y CangilonDocument19 pagesTornillo Transportador y CangilonEric TaveraNo ratings yet
- Intercade Consultancy & Training: Dr. Patricio Navarro Donoso - Consultor IntercadeDocument79 pagesIntercade Consultancy & Training: Dr. Patricio Navarro Donoso - Consultor Intercadejosmer henry Alvaro GarayNo ratings yet
- Diseño de Un Reactor de Adsorción de OroDocument6 pagesDiseño de Un Reactor de Adsorción de OroArturo Alcides100% (1)
- Cursos de Metalurgia Extractiva - 2.1 ConminucionDocument24 pagesCursos de Metalurgia Extractiva - 2.1 ConminucionmarceloNo ratings yet
- Modelo de Planta para Recuperación Del Oro de La Pequeña Minería y Minimizar Los Impactos Ambientales en ChaparraDocument1 pageModelo de Planta para Recuperación Del Oro de La Pequeña Minería y Minimizar Los Impactos Ambientales en ChaparraDiegoDueñasNo ratings yet
- Mecanismo de FlotacionDocument38 pagesMecanismo de FlotacionMaicol VargNo ratings yet
- Tanques de EspesadoresDocument13 pagesTanques de EspesadoresOliviet Wilfredo Roca CuyubambaNo ratings yet
- Diseño CiclonDocument10 pagesDiseño Ciclonjesica31No ratings yet
- Presentación FlotaciónDocument85 pagesPresentación FlotaciónCesarPastenSozaNo ratings yet
- Manual de ChancadoDocument63 pagesManual de Chancadofelix angel rivera garcia100% (1)
- Producción de Ácido SulfúricoDocument14 pagesProducción de Ácido SulfúricoYolman Rodriguez FloresNo ratings yet
- Fundamentos de Procesamientos de Relaves-IDocument65 pagesFundamentos de Procesamientos de Relaves-IJaime Alarcón BizarroNo ratings yet
- Separadores de ArenaDocument4 pagesSeparadores de ArenaDaniel CicognaNo ratings yet
- Minera Peñasquito - Procedimiento Mantenimiento de HCN Draguer - Rev2Document28 pagesMinera Peñasquito - Procedimiento Mantenimiento de HCN Draguer - Rev2Antonio SánchezNo ratings yet
- Mecanismo de Disolución de Ulexita en Solución de H2so4Document12 pagesMecanismo de Disolución de Ulexita en Solución de H2so4Luciano Cruz JancoNo ratings yet
- CombustiónDocument70 pagesCombustiónOrlando Manriquez LNo ratings yet
- Produccion de Acido NitricoDocument6 pagesProduccion de Acido NitricoFlosfy100% (1)
- Concentración Por Flotación.Document14 pagesConcentración Por Flotación.Carlos RetaNo ratings yet
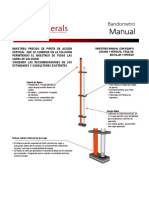
- Ficha Técnica Bandometro 1.5 MDocument1 pageFicha Técnica Bandometro 1.5 MFabian Henriquez SaliNo ratings yet
- ESPUMANTES Funcionamiento y Metodo de Evaluacion Parte1Document73 pagesESPUMANTES Funcionamiento y Metodo de Evaluacion Parte1MayraFernándezNo ratings yet
- CiclonesDocument31 pagesCiclonesMarco SantiagoNo ratings yet
- Unidad 3 Parte 2 Flotacion de MineralesDocument28 pagesUnidad 3 Parte 2 Flotacion de MineralesRicardo Antonio Ulloa Pinto100% (1)
- Filosofia de Operacion Espesadores de RelaveDocument2 pagesFilosofia de Operacion Espesadores de RelaveVitucho RicuraNo ratings yet
- Informe de Ampliacion de PlantaDocument30 pagesInforme de Ampliacion de PlantaKenny MatosNo ratings yet
- Informe Del Caliche FinalDocument12 pagesInforme Del Caliche FinalPablo Ignacio Espinoza VegaNo ratings yet
- La Recuperación de Cobre Mediante LixiviaciónDocument4 pagesLa Recuperación de Cobre Mediante Lixiviaciónrafael rodriguez romoNo ratings yet
- Albion ProcessDocument2 pagesAlbion ProcessSteven DziobaNo ratings yet
- Conservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioDocument8 pagesConservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioSalvador Tovar FranciscoNo ratings yet
- Producción de Ácido Sulfúrico (Emisiones de Proceso)Document10 pagesProducción de Ácido Sulfúrico (Emisiones de Proceso)Manuel EncinasNo ratings yet
- Procesamiento de Molibdeno Por FlotaciónDocument11 pagesProcesamiento de Molibdeno Por FlotaciónHector Veliz Reyes100% (1)
- Planta de Procesamiento de OroDocument79 pagesPlanta de Procesamiento de OroAlexa GilerNo ratings yet
- Extraccion Solido Liquido 2015 PDFDocument30 pagesExtraccion Solido Liquido 2015 PDFFrancisco MancipetNo ratings yet
- Acido SulfúricoDocument14 pagesAcido SulfúricoKarina GutierrezNo ratings yet
- H2SO4Document4 pagesH2SO4Melissa PaezNo ratings yet
- Ácido SulfúricoDocument5 pagesÁcido SulfúricoYuliah Lazo LoayzaNo ratings yet
- Acido SulfuricoDocument39 pagesAcido Sulfuricoalejo-acosta-castro-9272No ratings yet
- Capitulo IIDocument29 pagesCapitulo IIJuan Daniel CalizayaNo ratings yet
- Acido SulfuricoDocument13 pagesAcido SulfuricoHemily CalderaNo ratings yet
- Aplicaciones 1Document10 pagesAplicaciones 1rebelde1986No ratings yet
- GUÍA DBA 1 de Qué Manera Se Viste La GenteDocument6 pagesGUÍA DBA 1 de Qué Manera Se Viste La GenteJulio Davinson Q F100% (1)
- Situacinproblemaparagradosegundo 150403095310 Conversion Gate01 PDFDocument2 pagesSituacinproblemaparagradosegundo 150403095310 Conversion Gate01 PDFAlejandra QuintinNo ratings yet
- 1527-Texto Del Artículo-5834-1-10-20170506Document20 pages1527-Texto Del Artículo-5834-1-10-20170506yoshiroNo ratings yet
- Deteccion de Metales Pesados en El Agua PDFDocument62 pagesDeteccion de Metales Pesados en El Agua PDFJuan José SQNo ratings yet
- Ciencias Naturales 1 ¿Cómo Se Relacionan Los Componentes Del Mundo? ¿En Qué Se Diferencian Los Seres Vivos de Los Objetos Inertes?Document11 pagesCiencias Naturales 1 ¿Cómo Se Relacionan Los Componentes Del Mundo? ¿En Qué Se Diferencian Los Seres Vivos de Los Objetos Inertes?Alejandra QuintinNo ratings yet
- Rohner Hernandez Pablo TFMDocument77 pagesRohner Hernandez Pablo TFMFernando GcNo ratings yet
- Guia Ciencias PDFDocument6 pagesGuia Ciencias PDFAlejandra QuintinNo ratings yet
- 1527-Texto Del Artículo-5834-1-10-20170506Document20 pages1527-Texto Del Artículo-5834-1-10-20170506yoshiroNo ratings yet
- GUÍA DBA 1 de Qué Manera Se Viste La GenteDocument6 pagesGUÍA DBA 1 de Qué Manera Se Viste La GenteJulio Davinson Q F100% (1)
- Crucigrama 130506204201 Phpapp01Document2 pagesCrucigrama 130506204201 Phpapp01Alejandra QuintinNo ratings yet
- 220170426124823Document4 pages220170426124823Alejandra QuintinNo ratings yet
- Fisico Lab 3Document4 pagesFisico Lab 3Alejandra QuintinNo ratings yet
- GUÍA DBA 1 de Qué Manera Se Viste La GenteDocument6 pagesGUÍA DBA 1 de Qué Manera Se Viste La GenteJulio Davinson Q F100% (1)
- Preparador San JuanDocument123 pagesPreparador San JuanJequinterosaNo ratings yet
- Ab-edu-Art-2 Ayuda para El Maestro BlogDocument98 pagesAb-edu-Art-2 Ayuda para El Maestro BlogMiguel Alejandro Jofré CariceoNo ratings yet
- La Circulación en Los Seres Vivos.Document6 pagesLa Circulación en Los Seres Vivos.kelljoh823No ratings yet
- Guiasobrelaexcrecin 2015 150929132515 Lva1 App6892Document8 pagesGuiasobrelaexcrecin 2015 150929132515 Lva1 App6892maria silviaNo ratings yet
- TEMA - CIRCULACIÓN EN LOS SERES VIVOS - PDFDocument7 pagesTEMA - CIRCULACIÓN EN LOS SERES VIVOS - PDFAlejandra QuintinNo ratings yet
- Guia Ciclo 3 Tema Circulacion y Respiracion SIERRA MORENA Tercer CorteDocument16 pagesGuia Ciclo 3 Tema Circulacion y Respiracion SIERRA MORENA Tercer CorteAnonymous NPm9YXcEcNo ratings yet
- Excrecion 111114133220 Phpapp01Document10 pagesExcrecion 111114133220 Phpapp01Alejandra QuintinNo ratings yet
- Informe de Laboratorio FisicoquimicaDocument5 pagesInforme de Laboratorio FisicoquimicaAlejandra QuintinNo ratings yet
- Procedimiento para La Determinación Del Índice de Trabajo de Ball Bond en Las Operaciones ComercialesDocument6 pagesProcedimiento para La Determinación Del Índice de Trabajo de Ball Bond en Las Operaciones ComercialesAlejandra QuintinNo ratings yet
- Guias 130820161454 Phpapp02Document9 pagesGuias 130820161454 Phpapp02Alejandra QuintinNo ratings yet
- Clac Naturales 4Document25 pagesClac Naturales 4Arely VasquezNo ratings yet
- Diplomado en SSTDocument41 pagesDiplomado en SSTJuan RiveraNo ratings yet
- Informe 5 LAB TerminadoDocument6 pagesInforme 5 LAB TerminadoAlejandra QuintinNo ratings yet
- Electrolisis ClorurodesodioDocument4 pagesElectrolisis ClorurodesodioAlex FernandezNo ratings yet
- Decreto 614 de 1984 PDFDocument6 pagesDecreto 614 de 1984 PDFDeinyMaryeliCordobaCeronNo ratings yet
- Ejer Cici OsDocument3 pagesEjer Cici OsIrvin VizurragaNo ratings yet
- Capacitación Motores A GasDocument108 pagesCapacitación Motores A GasRodrigo ZabalaNo ratings yet
- Manual de Maternidades CDDocument89 pagesManual de Maternidades CDCelis135100% (3)
- Milésimas CircularesDocument5 pagesMilésimas Circularesleonidas314No ratings yet
- Acumuladores Buderus CatalogoTarifa General 2015 ESDocument23 pagesAcumuladores Buderus CatalogoTarifa General 2015 ESSantiago SolorzanoNo ratings yet
- Manual Desmultiplicacion Motores Euro6 STTDocument170 pagesManual Desmultiplicacion Motores Euro6 STTFranTSB100% (2)
- Presentacion FisicoquimicaDocument10 pagesPresentacion FisicoquimicaGabriela cruzNo ratings yet
- Moa MofDocument36 pagesMoa MofElvis JohelNo ratings yet
- Informe TableroDocument12 pagesInforme TableroPaolo Bances NúñezNo ratings yet
- El Refrigerante R-134 Se Estrangula Mediante Una Válvula. Se Determinarán La Temperatura y El Cambio de Energía InternaDocument4 pagesEl Refrigerante R-134 Se Estrangula Mediante Una Válvula. Se Determinarán La Temperatura y El Cambio de Energía InternaEstefanía Angel ClavijoNo ratings yet
- DanielYokota - Primer Informe de Laboratorio de Laseres y Sus AplicacionesDocument11 pagesDanielYokota - Primer Informe de Laboratorio de Laseres y Sus Aplicacionesdaniel_yokotaNo ratings yet
- Informe Asistencia A Congreso SST 2023 Sector TelecomunicacionesDocument9 pagesInforme Asistencia A Congreso SST 2023 Sector TelecomunicacionestelradcolombiaNo ratings yet
- PROPUESTAS RENOVABLES 25-06-2019 Final BajaDocument500 pagesPROPUESTAS RENOVABLES 25-06-2019 Final BajaAlberto RiosNo ratings yet
- B-80687SP - 10 Safety Manual PDFDocument40 pagesB-80687SP - 10 Safety Manual PDFJosé Angel NoguezNo ratings yet
- El Hidrógeno. Obtencion ..Document7 pagesEl Hidrógeno. Obtencion ..ALVARO HUALLPA ALVAREZNo ratings yet
- Manual Gamma 2200 EliteDocument16 pagesManual Gamma 2200 EliteLuis CarlosNo ratings yet
- Electrónicos 2 Final 5Document14 pagesElectrónicos 2 Final 5BruNo LopezNo ratings yet
- Practica 1. Multimetro Fisica para IBQDocument4 pagesPractica 1. Multimetro Fisica para IBQGustav ValenciaNo ratings yet
- Presentación SustentabilidadDocument39 pagesPresentación SustentabilidadIldefonso AcostaNo ratings yet
- Mantto A CCM de 480 Hasta 4160 Vac PDFDocument38 pagesMantto A CCM de 480 Hasta 4160 Vac PDFAlejandro MuñozNo ratings yet
- Flujo de EfectivoDocument31 pagesFlujo de EfectivoElyReyesNo ratings yet
- Analisis de Costos Unitarios para Defensa RiberenaDocument20 pagesAnalisis de Costos Unitarios para Defensa RiberenaDiether Huaman MatosNo ratings yet
- Garantia e Manutenção - Delivery 8-9-10-160 TruckDocument84 pagesGarantia e Manutenção - Delivery 8-9-10-160 Truckjavier fernández BNo ratings yet
- Resumen Ondas ExpansivasDocument2 pagesResumen Ondas ExpansivasBrayan SanNo ratings yet
- Costeo y Costos Indirectos de FabricacionDocument4 pagesCosteo y Costos Indirectos de FabricacionTATIANA GOEZNo ratings yet
- GIA InformeAnual 2019 0Document60 pagesGIA InformeAnual 2019 0Diego BrandeauNo ratings yet
- Teoria Ordenacion de MontesDocument58 pagesTeoria Ordenacion de MontesSamuelLorenzo100% (1)
- Valvoline Iso 46Document1 pageValvoline Iso 46Flavio MedranoNo ratings yet
- Ronald Ottoniel Herrera DíazDocument189 pagesRonald Ottoniel Herrera DíazNestor GANo ratings yet