You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- PR 40 16Document104 pagesPR 40 16guguimirandaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Necessity of A Plateaued Cylinder Wall FinishDocument28 pagesThe Necessity of A Plateaued Cylinder Wall FinishguguimirandaNo ratings yet
- QAIAPDocument30 pagesQAIAPguguimirandaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Design of Pressure Vessel Using ASME CodeDocument2 pagesDesign of Pressure Vessel Using ASME CodeguguimirandaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Design of Pressure Vessel Using Asme Code, Section Viii, Division 1Document7 pagesDesign of Pressure Vessel Using Asme Code, Section Viii, Division 1bbmoksh100% (2)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Detalhes Forja 2618-t61Document2 pagesDetalhes Forja 2618-t61guguimirandaNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- PR 40 16Document104 pagesPR 40 16guguimirandaNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Norma JIC 37Document36 pagesNorma JIC 37guguimirandaNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- FlexHone Resource Guide For Customer PDFDocument16 pagesFlexHone Resource Guide For Customer PDFguguimirandaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- (L5) - (NEET 2.0) - Solutions - 24th AprilDocument76 pages(L5) - (NEET 2.0) - Solutions - 24th AprilMustafa AliNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Homework 2Document2 pagesHomework 2Sabrina RosazzaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hoja Técnica Mpa 4020 Ba AntiedimentanteDocument2 pagesHoja Técnica Mpa 4020 Ba AntiedimentanteBryan GavilanezNo ratings yet
- Benzene Hydrogenation Over Ni/Al O Catalysts Prepared by Conventional and Sol-Gel TechniquesDocument9 pagesBenzene Hydrogenation Over Ni/Al O Catalysts Prepared by Conventional and Sol-Gel TechniquesHarun AydınNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Steel Making Processes: Dr. Laraib Sarfraz KhanzadaDocument23 pagesSteel Making Processes: Dr. Laraib Sarfraz KhanzadaAsher AhmedNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
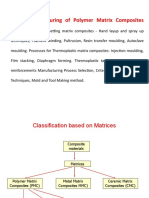
- UNIT-II: Manufacturing of Polymer Matrix CompositesDocument67 pagesUNIT-II: Manufacturing of Polymer Matrix CompositesVsr RaoNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Flexural Design of Reinforced Concrete Beam SectionsDocument15 pagesFlexural Design of Reinforced Concrete Beam SectionsAamir HaideriNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Science 8 Curriculum GuideDocument54 pagesScience 8 Curriculum GuideDaisy Soriano PrestozaNo ratings yet
- Chapter 12 STSDocument7 pagesChapter 12 STSCute kittyNo ratings yet
- Header&pipe Sizes - 00361Document9 pagesHeader&pipe Sizes - 00361JKKNo ratings yet
- Fluid Properties LabDocument18 pagesFluid Properties LabsilasNo ratings yet
- Experimental Organic Chemistry Post-Lab 4 Microscale Preparation of Benzyl QuinoxalineDocument4 pagesExperimental Organic Chemistry Post-Lab 4 Microscale Preparation of Benzyl Quinoxalineapi-235187189No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Fluid Mechanics HydraulicsDocument420 pagesFluid Mechanics Hydraulicsanonymousdi3noNo ratings yet
- Climate ZonesDocument2 pagesClimate Zonesapi-308047560No ratings yet
- Hydraulic Seal Catalogue 2022Document423 pagesHydraulic Seal Catalogue 2022tepu msosa100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- An Easy To Use, Accurate Field Test For Chloride Contamination of AbrasivesDocument2 pagesAn Easy To Use, Accurate Field Test For Chloride Contamination of AbrasivesJohnNo ratings yet
- Lec 22 PDFDocument2 pagesLec 22 PDFabdulzahraNo ratings yet
- SolutionDocument2 pagesSolutionBOTU ROHITHNo ratings yet
- DX Evaporator Eng00013632 PDFDocument10 pagesDX Evaporator Eng00013632 PDFYaretiNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Memberforceoutputwith Initial Strain V5 Metric Mar 24Document125 pagesMemberforceoutputwith Initial Strain V5 Metric Mar 24NamTho1No ratings yet
- How To Build An Afghan Box Camera A5 2013 PDFDocument30 pagesHow To Build An Afghan Box Camera A5 2013 PDFs fNo ratings yet
- Heavy Weight DrillPipeDocument10 pagesHeavy Weight DrillPipeAPERARLTATORRESNo ratings yet
- Water Sewage Water Purification Using Solar Distillation SystemDocument37 pagesWater Sewage Water Purification Using Solar Distillation Systempramo_dassNo ratings yet
- BRECO ComponentsDocument43 pagesBRECO ComponentsDobrica PetrovicNo ratings yet
- Chemsheets GCSE 1365 The Electron Structure of IonsDocument2 pagesChemsheets GCSE 1365 The Electron Structure of IonsMorziqNo ratings yet
- Acrylic As A Structural MaterialDocument8 pagesAcrylic As A Structural Materiala9319152No ratings yet
- NDT Films Guide-201510 PDFDocument1 pageNDT Films Guide-201510 PDFjar_2No ratings yet
- MECHANICAL CONCEPTS TestDocument19 pagesMECHANICAL CONCEPTS TestBob DehnkeNo ratings yet
- Boilers OperationDocument50 pagesBoilers Operationtsrinivasan5083100% (1)
- Preventive MaintenanceDocument46 pagesPreventive MaintenanceNandhakumarNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)