You might also like
- Tipo Roscas NPT y MDocument1 pageTipo Roscas NPT y MKRONOS418186100% (5)
- NPT y BSPT Roscas ConicasDocument1 pageNPT y BSPT Roscas ConicasErnesto Màrquez BNo ratings yet
- Copia de 6410.003 - 1993 - Español - Roscas Representacion Simplificada PDFDocument10 pagesCopia de 6410.003 - 1993 - Español - Roscas Representacion Simplificada PDFSebastian Aguirre BenavidesNo ratings yet
- DIN471Document2 pagesDIN471Cesar Peña Jr.No ratings yet
- Esparrago Allen Din 913 Din 916Document2 pagesEsparrago Allen Din 913 Din 916Andrés Felipe MeloNo ratings yet
- Usuario RmaDocument41 pagesUsuario RmaGabriel Gonzalez SalazarNo ratings yet
- Catalog Inele Siguranta Din471Document2 pagesCatalog Inele Siguranta Din471cipraduNo ratings yet
- Tipos de RoscasDocument23 pagesTipos de RoscasRobert WagnerNo ratings yet
- Core Tools PPAPv 4 BDocument125 pagesCore Tools PPAPv 4 BAlejandri 2GamezNo ratings yet
- Core Tools Msa y SPCDocument140 pagesCore Tools Msa y SPCJAIR SALAZARNo ratings yet
- Distribucion de Equipos de Taller 1 Model PDFDocument13 pagesDistribucion de Equipos de Taller 1 Model PDFEsbeydi Guadalupe Cerda Sarao0% (1)
- CadcamDocument143 pagesCadcameverNo ratings yet
- Tolerancias en Las Roscas 2Document4 pagesTolerancias en Las Roscas 2Carlos MamaniNo ratings yet
- NTC Compendio de Dibujo TecnicoDocument314 pagesNTC Compendio de Dibujo TecnicoPrueba PruebaNo ratings yet
- Electrdo Lincoln E 8018 B2Document2 pagesElectrdo Lincoln E 8018 B2Edwin HuescaNo ratings yet
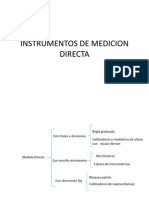
- Instrumentos de Medicion Directa.2Document140 pagesInstrumentos de Medicion Directa.2Sarahí YbarraNo ratings yet
- Chaveta y AcoplesDocument10 pagesChaveta y Acoplessara villonNo ratings yet
- Plato Divisor Calculo2Document4 pagesPlato Divisor Calculo2Julio AbalosNo ratings yet
- ¡Los Tamaños de Las Patas de Soldadura de Filete No Tienen Sentido! - RESPUESTAS DE SOLDADURADocument9 pages¡Los Tamaños de Las Patas de Soldadura de Filete No Tienen Sentido! - RESPUESTAS DE SOLDADURAJuan BedollaNo ratings yet
- Diseño de Tornillos Sujetadores y de PotenciaDocument10 pagesDiseño de Tornillos Sujetadores y de Potenciafragozo8No ratings yet
- Lista de NormasDocument6 pagesLista de Normaslromero223No ratings yet
- Sgmafast 278Document5 pagesSgmafast 278closed100% (1)
- Normas ISODocument13 pagesNormas ISOGustavo Adolfo Salazar Salazar100% (1)
- Manual Solid 2018Document104 pagesManual Solid 2018Santiago Hernan GranadaNo ratings yet
- Ajuste y ToleranciaDocument11 pagesAjuste y ToleranciaElba Elena GuerreroNo ratings yet
- Copia de 0406.000 - 1987 - Español - Tolerancias de Cotas Dimensionales y AngularesDocument8 pagesCopia de 0406.000 - 1987 - Español - Tolerancias de Cotas Dimensionales y AngularesSebastian Aguirre BenavidesNo ratings yet
- Factor KDocument8 pagesFactor KAlfred OchoaNo ratings yet
- Dibujo Técnico AcotadoDocument7 pagesDibujo Técnico AcotadoMariant Carolina SalasNo ratings yet
- Sistema Europeo y AmericanoDocument3 pagesSistema Europeo y AmericanoRuly VegaNo ratings yet
- Bombas InterpumpDocument66 pagesBombas InterpumpJuan José RoncalNo ratings yet
- Guia TP-2011Document36 pagesGuia TP-2011César Darío MesquidaNo ratings yet
- 15 - Tolerancias y AjustesDocument32 pages15 - Tolerancias y AjustesrublasterNo ratings yet
- Machos Roscar Por LaminacionDocument16 pagesMachos Roscar Por LaminacionvaronibericoNo ratings yet
- Tipos de RoscasDocument9 pagesTipos de Roscasalvaro_albaladejoNo ratings yet
- Tipos de Tolerancias de RoscasDocument3 pagesTipos de Tolerancias de Roscasjordizs100% (2)
- Calculo de RoscaDocument14 pagesCalculo de RoscaEdinson Villalobos Amaya100% (1)
- Limpieza de Inyectores Por UltrasonidoDocument3 pagesLimpieza de Inyectores Por UltrasonidoCaroline Alejandra Gonzalez MonrroyNo ratings yet
- Catalogo PerfilesDocument42 pagesCatalogo Perfilesmarkosdistefano100% (2)
- Ajustes y ToleranciasDocument8 pagesAjustes y Toleranciasmarco jesus cadena valentinNo ratings yet
- ROSCASDocument11 pagesROSCASMilton BlancoNo ratings yet
- Dibujo Mecanico, RoscasDocument36 pagesDibujo Mecanico, Roscasroger_villegas_m4783No ratings yet
- Norma 1037:1983 (Simbologia)Document4 pagesNorma 1037:1983 (Simbologia)reneNo ratings yet
- Tipos de RoscasDocument8 pagesTipos de RoscasDaniela MendezNo ratings yet
- Fundamentos de Geotecnia SaezDocument47 pagesFundamentos de Geotecnia SaezAnonymous W3NHorg9tNo ratings yet
- MoleteadoDocument9 pagesMoleteadoFernando MercedesNo ratings yet
- Herramientas de Media Presion - Catalogo PDFDocument28 pagesHerramientas de Media Presion - Catalogo PDFnestorfarfanNo ratings yet
- Hot Runner PDFDocument13 pagesHot Runner PDFEdgaar TorresNo ratings yet
- Hy17 8218 EsDocument12 pagesHy17 8218 EsCharly TamaNo ratings yet
- Introducción A Las Tolerancias Geométricas FinalDocument31 pagesIntroducción A Las Tolerancias Geométricas FinalJorge Fernando Quintero Tapia100% (1)
- Introducción A Los Símbolos y Términos en Dimensionamiento y Tolerancias GeométricasDocument21 pagesIntroducción A Los Símbolos y Términos en Dimensionamiento y Tolerancias Geométricasartiesk100% (1)
- Elementos Sellos Cilindro Fabricante PDFDocument154 pagesElementos Sellos Cilindro Fabricante PDFLuisNo ratings yet
- ROSCADocument11 pagesROSCARevilla BrayanNo ratings yet
- Dibujo Electrome. 1Document136 pagesDibujo Electrome. 1victor gordilloNo ratings yet
- Tratamientos Térmicos No ConvencionalesDocument34 pagesTratamientos Térmicos No ConvencionalesNilka SalgueroNo ratings yet
- Catalogo de Conceptos Final 24.05 Sin PreciosDocument26 pagesCatalogo de Conceptos Final 24.05 Sin PreciosLuis CasteloNo ratings yet
- Guía Definitiva para Diferenciar Roscas BSPP o Gas, BSPT y NPT - RedfluidDocument12 pagesGuía Definitiva para Diferenciar Roscas BSPP o Gas, BSPT y NPT - RedfluidIngenieria APANo ratings yet
- Roscas BSPP - BSPT - NPTDocument7 pagesRoscas BSPP - BSPT - NPTANGEL PRADANo ratings yet
- Inoxpres Din2353 2018Document40 pagesInoxpres Din2353 2018Julian Felipe Rueda CadavidNo ratings yet
- Inoxpres Din2353 2018Document40 pagesInoxpres Din2353 2018Julian Felipe Rueda CadavidNo ratings yet
- Rosca BSPDocument2 pagesRosca BSPLisandro VillarrealNo ratings yet
- Todo Sobre Las Válvulas de AgujaDocument2 pagesTodo Sobre Las Válvulas de AgujadbmingoNo ratings yet
- Presión de ColapsoDocument12 pagesPresión de ColapsodbmingoNo ratings yet
- High-Pressure Solutions For Different Applications - ResatoDocument9 pagesHigh-Pressure Solutions For Different Applications - ResatodbmingoNo ratings yet
- Acceorios para Montaje Manometros 2020Document16 pagesAcceorios para Montaje Manometros 2020dbmingoNo ratings yet
- Cálculo de Muelles HelicoidalesDocument14 pagesCálculo de Muelles HelicoidalesdbmingoNo ratings yet
- Actuadores ItalianosDocument3 pagesActuadores ItalianosdbmingoNo ratings yet
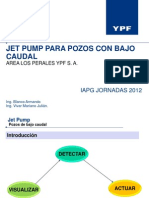
- Jet Pump Los PeralesDocument27 pagesJet Pump Los PeralesdbmingoNo ratings yet
- M 80 PDFDocument14 pagesM 80 PDFdbmingo100% (1)
- Refrigerante 50-50 Ficha Técnica GRUNDocument4 pagesRefrigerante 50-50 Ficha Técnica GRUNpedroalzuruNo ratings yet
- Semaa 04 Grupo 5Document13 pagesSemaa 04 Grupo 5Kathy CalcinaNo ratings yet
- 000 FinalDocument13 pages000 FinalAldo LoaezaNo ratings yet
- Práctica 2 Lab de MaterialesDocument5 pagesPráctica 2 Lab de MaterialesJair DelgadoNo ratings yet
- Precipitado 1 (Cristales)Document21 pagesPrecipitado 1 (Cristales)Miguel MunozNo ratings yet
- Laboratorio 11-1Document6 pagesLaboratorio 11-1Juliols NulNo ratings yet
- Capítulos 3 y 4Document10 pagesCapítulos 3 y 4Maria ArrochaNo ratings yet
- Gases QuimicaDocument2 pagesGases QuimicaalexanderNo ratings yet
- Hormigon 03. Materias PrimasDocument15 pagesHormigon 03. Materias PrimasGino PascualliNo ratings yet
- Ciclo Del Agua-2Document8 pagesCiclo Del Agua-2Lyly CkNo ratings yet
- Attention - Spanish-FOTON 1039-2550-MOTOR 2550-24-07-2020 PDFDocument2 pagesAttention - Spanish-FOTON 1039-2550-MOTOR 2550-24-07-2020 PDFJhon Alexis Cardona HerreraNo ratings yet
- Silabo de Procesos Biologicos I UpnDocument9 pagesSilabo de Procesos Biologicos I UpnJaime Alberto Mori CastroNo ratings yet
- La Materia y Sus Estados (Soluciones)Document1 pageLa Materia y Sus Estados (Soluciones)zemborizadoscribdNo ratings yet
- Cinetica QuimicaDocument20 pagesCinetica QuimicaMary Cruz Jurado BenavidesNo ratings yet
- Transporte de Gas NaturalDocument13 pagesTransporte de Gas NaturalMiKe GsNo ratings yet
- Conveccion ExternaDocument77 pagesConveccion ExternaMiguelNo ratings yet
- CONTUCTIVIDADDocument8 pagesCONTUCTIVIDADadriana lizeth arzate guillenNo ratings yet
- Informe Síntesis de Cloruro de TerbutiloDocument5 pagesInforme Síntesis de Cloruro de TerbutiloAnaNo ratings yet
- Detalles03pte Termico 01pdf - 1601237993Document1 pageDetalles03pte Termico 01pdf - 1601237993o3estudioNo ratings yet
- Modelos AtómicosDocument2 pagesModelos Atómicosprofeafrancoh100% (2)
- Enlaces QuímicosDocument2 pagesEnlaces QuímicosZanabria LopezNo ratings yet
- Universidad Privada Del NorteDocument14 pagesUniversidad Privada Del NorteDeyvi Chilon ChilonNo ratings yet
- GeometriÌ - A Molecular - Plantilla CompletaDocument3 pagesGeometriÌ - A Molecular - Plantilla CompletaKenneth100% (1)
- INFORME PapelDocument22 pagesINFORME PapelYuliSBarbosa100% (1)
- Absorción de Ácido Acético Con Carbón ActivadoDocument8 pagesAbsorción de Ácido Acético Con Carbón ActivadoMariaElizabethSanchezNo ratings yet
- Dosificacion de Cloro para Agua PotableDocument4 pagesDosificacion de Cloro para Agua PotableAndresArrauthNo ratings yet
- Temario QuimicaDocument24 pagesTemario QuimicaJenny MunguíaNo ratings yet
- Reformado de VaporDocument3 pagesReformado de Vaporedgar quispe atencioNo ratings yet
- Ruhof Catalogo EspañolDocument16 pagesRuhof Catalogo Españolamomentcasting75% (4)
- Laboratorio 9 Q IIDocument4 pagesLaboratorio 9 Q IIAlberto luis pertuz diaz0% (1)