You might also like
- Manual Climatizadores C1f06a C1r06aDocument8 pagesManual Climatizadores C1f06a C1r06aIsaque SilvaNo ratings yet
- Manual de Serviço Ar Split TI TE PDFDocument76 pagesManual de Serviço Ar Split TI TE PDFEnedina Marques67% (3)
- Manual DinâmicasDocument17 pagesManual DinâmicasCarla Slr Rocha100% (2)
- Apostila Completa Qieletrico 2020Document571 pagesApostila Completa Qieletrico 2020AndergynNo ratings yet
- Erro E00 e F0070 Circular Técnica 1 2020 Solução Do Erro E00 e F0070 No Inversor WEGDocument3 pagesErro E00 e F0070 Circular Técnica 1 2020 Solução Do Erro E00 e F0070 No Inversor WEGJosé Anderson B.50% (2)
- 42 LucaDocument72 pages42 LucaDaniel Nogueira100% (1)
- Tabela Anel OringDocument5 pagesTabela Anel OringPauloCesarRibeiroNo ratings yet
- Manual Geladeira DFN52Document28 pagesManual Geladeira DFN52EduardoNo ratings yet
- Manuais Equipamentos Huawei Hg8245q2 WifiDocument85 pagesManuais Equipamentos Huawei Hg8245q2 WifiHemerson Silva100% (1)
- Bomba Vacuo KavoDocument14 pagesBomba Vacuo KavoAilton100% (3)
- TABELA de APLICAÇÕES de Capacitores para MotoresDocument3 pagesTABELA de APLICAÇÕES de Capacitores para MotoreslourivalNo ratings yet
- 1 5102587891163332955 PDFDocument36 pages1 5102587891163332955 PDFNoemia100% (2)
- NR 01 - Ohsas 18001 - 2007Document68 pagesNR 01 - Ohsas 18001 - 2007CPSSTNo ratings yet
- BRI42ADocument21 pagesBRI42AAlexandre Olivetti75% (4)
- Apostila C3000Document81 pagesApostila C3000Luiz Meira Freire100% (1)
- Manual de Operação Estação Total Ruide Serie 820Document204 pagesManual de Operação Estação Total Ruide Serie 820Daniel U Silva100% (1)
- CDI-00-yaskawa L1000Document16 pagesCDI-00-yaskawa L1000Henrique MeloNo ratings yet
- Manual MCSDocument59 pagesManual MCSDiogo Gonçalves100% (1)
- Manual Técnico Painel EPSDocument17 pagesManual Técnico Painel EPSfauspNo ratings yet
- Sugestão de Cardápio Dieta Dukan - AtaqueDocument1 pageSugestão de Cardápio Dieta Dukan - AtaqueSandy Tomas0% (1)
- Apostila Curso Software QiElétrico 2018Document162 pagesApostila Curso Software QiElétrico 2018Fernando Santos100% (1)
- Manual Lavadora de Alta Pressao Jacto Clean j6800 Stop Total 1900wDocument14 pagesManual Lavadora de Alta Pressao Jacto Clean j6800 Stop Total 1900wJhonny Cardoso100% (2)
- Unidade de Armazenagem de Grãos PDFDocument63 pagesUnidade de Armazenagem de Grãos PDFAdriano ChagasNo ratings yet
- Manual Tecnico Hussmann Arv570b PDFDocument36 pagesManual Tecnico Hussmann Arv570b PDFCabral Soares100% (4)
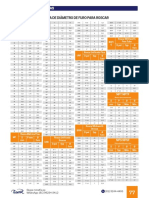
- 77 Tabela de Diâmetro de Furo para RoscarDocument1 page77 Tabela de Diâmetro de Furo para RoscarapnegraoNo ratings yet
- Manual Fan CoilDocument28 pagesManual Fan CoilAbner Cavalcante100% (2)
- Manual Do UsuárioDocument50 pagesManual Do UsuárioDênnis Leandro Amaral100% (1)
- Condição de Equilibro de Translação e de RotaçãoDocument13 pagesCondição de Equilibro de Translação e de RotaçãoMomade Ibraimo Assane100% (1)
- Manual MKN SinalizadoresDocument63 pagesManual MKN SinalizadoresMARCOS LOPESNo ratings yet
- SketchUcam - COMO Usar A Ferramenta Phlatbones - 2021Document3 pagesSketchUcam - COMO Usar A Ferramenta Phlatbones - 2021Nilson Botti100% (1)
- Tabela de Rebobinamento WEG Outubro 2021 1Document1 pageTabela de Rebobinamento WEG Outubro 2021 1Welkson Sousa50% (2)
- Antibioticos Na Clinica VeterinariaDocument13 pagesAntibioticos Na Clinica VeterinariaNady Chaves100% (1)
- Embaladora PneumáticaDocument17 pagesEmbaladora Pneumáticainstrumentacao100% (1)
- Manual de Instrucoes Z31Y r0Document24 pagesManual de Instrucoes Z31Y r0Lucas FernandesNo ratings yet
- Plano de Cargos, Carreiras e Remuneração CodemDocument9 pagesPlano de Cargos, Carreiras e Remuneração CodemdanielNo ratings yet
- Refrigerador Degelo Ciclico DC50 DC51Document38 pagesRefrigerador Degelo Ciclico DC50 DC51osman de souza lemos100% (1)
- A10823801reva G0015503rev002 Manual Instr df54 df54x dw54x Jun17Document28 pagesA10823801reva G0015503rev002 Manual Instr df54 df54x dw54x Jun17Edy TonelNo ratings yet
- Manual - Drone IntruderDocument16 pagesManual - Drone IntruderallanmsilvaNo ratings yet
- Manual DVD TecToy T6000 - T7000Document32 pagesManual DVD TecToy T6000 - T7000gui_marquesNo ratings yet
- Manual Sanding Portugues STS-750 - 720Document234 pagesManual Sanding Portugues STS-750 - 720Inalina Marcio80% (5)
- Manual Som Original Connect (Palio, Weekend, Siena)Document34 pagesManual Som Original Connect (Palio, Weekend, Siena)Eduardo MoreiraNo ratings yet
- Lenoxx Ca316Document6 pagesLenoxx Ca316wellington tinocoNo ratings yet
- Saida P06809 Manual Contatto Wi-Fi Rev1Document2 pagesSaida P06809 Manual Contatto Wi-Fi Rev1Naiane Fuchs Luiz Lopes100% (1)
- Vistas Motores RossiDocument12 pagesVistas Motores RossigrazzianoNo ratings yet
- 350550ZS0000 Placa Solar 550WDocument2 pages350550ZS0000 Placa Solar 550WMarco TúlioNo ratings yet
- Instalação - Leia Com AtençãoDocument1 pageInstalação - Leia Com AtençãoGilvan Francisco Ribeiro44% (9)
- Módulo Wi-Fi SubgrowDocument16 pagesMódulo Wi-Fi SubgrowDanilo Fabiano Moreira Santana0% (1)
- COSERN - Fornecimento de Energia Elétrica em Baixa TensãoDocument34 pagesCOSERN - Fornecimento de Energia Elétrica em Baixa TensãoJoão Lira100% (1)
- Como Otimizar o Windows para Mach2 e Mach3Document7 pagesComo Otimizar o Windows para Mach2 e Mach3PREVISTONo ratings yet
- Porta Automática Deslizante DORMA. ES 200easyDocument18 pagesPorta Automática Deslizante DORMA. ES 200easyEfraim Fernandes FernandesNo ratings yet
- CRB36ABANADocument7 pagesCRB36ABANAFlávio FerreiraNo ratings yet
- Principais Comandos Do Compilaor CCSDocument25 pagesPrincipais Comandos Do Compilaor CCSSilvando Martins100% (1)
- Lavadora de Roupa LT12. Instruções. Manual deDocument28 pagesLavadora de Roupa LT12. Instruções. Manual deJoel SilvaNo ratings yet
- Esquema Mod - As 320Document2 pagesEsquema Mod - As 320Anonymous Lfgk6vyg50% (2)
- dff37 GeladeiraDocument2 pagesdff37 Geladeiranelsoncastro66No ratings yet
- Tomadas SteckDocument8 pagesTomadas SteckglendajpNo ratings yet
- Rossi KX Hi 1024Document2 pagesRossi KX Hi 1024Francisco Walter Walter100% (1)
- Manual Op Console Cores PDFDocument43 pagesManual Op Console Cores PDFNimesh SilvaNo ratings yet
- Porta Retrato Digital 7": Manual Do UsuárioDocument16 pagesPorta Retrato Digital 7": Manual Do UsuárioEduardo MaidaNo ratings yet
- 16 - Tartilope - v2-v2f - Manual - Usuario - (2012)Document25 pages16 - Tartilope - v2-v2f - Manual - Usuario - (2012)Jedaías J.No ratings yet
- Manual Guardanapeira 2 Saídas - 00246Document23 pagesManual Guardanapeira 2 Saídas - 00246Florinda FerreiraNo ratings yet
- PP001471Document16 pagesPP001471jhonatan garciaNo ratings yet
- Operações Basicas Topografia ET Leica TS02 TS06Document23 pagesOperações Basicas Topografia ET Leica TS02 TS06suporte cpescNo ratings yet
- VRF Svu09a PBDocument12 pagesVRF Svu09a PBsoldatechNo ratings yet
- CNCProteo Manual de Operacao TornoDocument82 pagesCNCProteo Manual de Operacao TornoJoao RobertoNo ratings yet
- Controlador tlk49Document20 pagesControlador tlk49carlosNo ratings yet
- Edificações e Comunidades Sustentáveis - Atividades em Desenvolvimento No Norie - UfrgsDocument14 pagesEdificações e Comunidades Sustentáveis - Atividades em Desenvolvimento No Norie - UfrgsLetácio OliveiraNo ratings yet
- As Áreas Metropolitanas de Lisboa e PortoDocument2 pagesAs Áreas Metropolitanas de Lisboa e PortoRui Manuel Pereira JesusNo ratings yet
- Cartilha Fies Renegociacao 2022Document19 pagesCartilha Fies Renegociacao 2022Paulo AndersonNo ratings yet
- Karcher HD Maxi ManualDocument6 pagesKarcher HD Maxi Manualjose_shermanNo ratings yet
- ARTIGO - ABA - ISMAELSILVA - 26 de OutubroDocument15 pagesARTIGO - ABA - ISMAELSILVA - 26 de OutubroValter De OliveiraNo ratings yet
- Teste Compreensao Oral 7 6ANODocument2 pagesTeste Compreensao Oral 7 6ANOsusana lopesNo ratings yet
- 2002.04.07 - Acidente Entre Ônibus Da Viação São Geraldo e Uno Mille - Estado de MinasDocument1 page2002.04.07 - Acidente Entre Ônibus Da Viação São Geraldo e Uno Mille - Estado de MinasluciomarioNo ratings yet
- Febre Reumática Na CriançaDocument24 pagesFebre Reumática Na CriançaMarco TuxoNo ratings yet
- Jogo Da PontuaçãoDocument11 pagesJogo Da Pontuaçãoescolaluizatavora1985No ratings yet
- Edital 13.2023 Selecao de Professores UNIJAGUARIBEDocument13 pagesEdital 13.2023 Selecao de Professores UNIJAGUARIBEEEMTI Francisco JaguaribeNo ratings yet
- JCB PDFDocument8 pagesJCB PDFjairoarchanjoNo ratings yet
- Valores Castração PetzferaDocument1 pageValores Castração PetzferaLuis Eduardo RibeiroNo ratings yet
- ApostiDocument19 pagesApostiTayanara paulino dos Santos TayNo ratings yet
- Aula 24 - Música e LiteraturaDocument20 pagesAula 24 - Música e LiteraturaTarcisio Jackson Halley SaNo ratings yet
- Formulário de Cadastro de ÍtensDocument2 pagesFormulário de Cadastro de ÍtensAndersonAfdsilvasNo ratings yet
- Workshop FRESAN-angolaDocument3 pagesWorkshop FRESAN-angolahbNo ratings yet
- Manifesto Futurista MarinettiDocument5 pagesManifesto Futurista MarinettiJéssica CoutensNo ratings yet
- Operação Market GardenDocument5 pagesOperação Market GardenbrunoschwarzNo ratings yet
- Historia Da Cosmologia 1Document15 pagesHistoria Da Cosmologia 1João Paulo GomesNo ratings yet
- Virus e Viroses - 3º Ano - Bio - 01Document58 pagesVirus e Viroses - 3º Ano - Bio - 01Igor CajatyNo ratings yet
- O Desvio Pelo DiretoDocument23 pagesO Desvio Pelo DiretoLucas MurariNo ratings yet
- O Estado Do Estado em Angola - Cesaltina AbreuDocument15 pagesO Estado Do Estado em Angola - Cesaltina AbreuMadaleno Sita António DiasNo ratings yet
- TCC - Lincoln Ronyere Cavalcante RibeiroDocument48 pagesTCC - Lincoln Ronyere Cavalcante RibeiroOssWissNo ratings yet
- Fbloc 04 506436Document22 pagesFbloc 04 506436Ana Lívia CazaneNo ratings yet