You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- ElectricityDocument15 pagesElectricitymarvin susmina100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Saic-W-2xxx-15 Pre Welding & Joint Fit-Up InspectionDocument4 pagesSaic-W-2xxx-15 Pre Welding & Joint Fit-Up InspectionAnsuman Kalidas100% (1)
- CTM400 JD 6090 Engine Service Manual PDFDocument420 pagesCTM400 JD 6090 Engine Service Manual PDFDaniel Ostapovich100% (6)
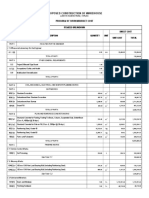
- Proposed Construction of WarehouseDocument59 pagesProposed Construction of WarehouseFerdinand Fragata Ramiterre100% (1)
- BOBCAT S150 SKID STEER LOADER Service Repair Manual SN 526911001 & Above PDFDocument53 pagesBOBCAT S150 SKID STEER LOADER Service Repair Manual SN 526911001 & Above PDFfujsjejfksekmem40% (10)
- SAIC-W-2XXX-11 Control of Welding ConsumablesDocument5 pagesSAIC-W-2XXX-11 Control of Welding ConsumablesAnsuman KalidasNo ratings yet
- 77 - 170 PDFDocument14 pages77 - 170 PDFraja100% (1)
- Training Design FinalDocument8 pagesTraining Design FinalS MilanNo ratings yet
- Automatic Sprinkler Systems Acceptance Test Checklist NFPA 13 PDFDocument3 pagesAutomatic Sprinkler Systems Acceptance Test Checklist NFPA 13 PDFanon_299280009No ratings yet
- Ficha Técnica Cat DEO - 15W40 & 10W30Document2 pagesFicha Técnica Cat DEO - 15W40 & 10W30RhuanNo ratings yet
- HEIDENHAIN Linear EncodersDocument8 pagesHEIDENHAIN Linear Encoderspe00275No ratings yet
- Process Isolation Guidelines - Refining, Hydrocarbons, Oil, and Gas - CheresourcesDocument5 pagesProcess Isolation Guidelines - Refining, Hydrocarbons, Oil, and Gas - Cheresourcesjayrolling dollazNo ratings yet
- Slides Understanding NEC PDFDocument48 pagesSlides Understanding NEC PDFAnonymous FZs3yBHh7100% (1)
- LNG VaporizerDocument4 pagesLNG Vaporizernangkarak8201No ratings yet
- 5L E45 Purch Guidelines R0 201306Document1 page5L E45 Purch Guidelines R0 201306Ansuman KalidasNo ratings yet
- Risk Based Thinking and The Digital Transformation of QualityDocument32 pagesRisk Based Thinking and The Digital Transformation of QualityAnsuman KalidasNo ratings yet
- API 5L-Annex HDocument6 pagesAPI 5L-Annex HAnsuman KalidasNo ratings yet
- Parallel-Surface Honing and Grinding Machine: Fujisanki Inc., JapanDocument2 pagesParallel-Surface Honing and Grinding Machine: Fujisanki Inc., JapannikhilppatilNo ratings yet
- VR8304 Intermittent Pilot Combination Gas Control: ApplicationDocument8 pagesVR8304 Intermittent Pilot Combination Gas Control: ApplicationGregorio Mata MartínezNo ratings yet
- Sizing Charts For Pipe Fittings Flanges and AccessoriesDocument61 pagesSizing Charts For Pipe Fittings Flanges and AccessoriesahmedNo ratings yet
- 37588-12378557 MsdsDocument4 pages37588-12378557 MsdsmisterpokeNo ratings yet
- 6 5 Cylin Atten - Prigusivac BukeDocument12 pages6 5 Cylin Atten - Prigusivac BukezigicsasaNo ratings yet
- Davao Asia Plastic Corporation: A Case Company For Operations and Supply Chain Management StudyDocument42 pagesDavao Asia Plastic Corporation: A Case Company For Operations and Supply Chain Management StudyRichie DonatoNo ratings yet
- POL SafetyDocument25 pagesPOL SafetyGrady Hopkins100% (1)
- Electronics Connectors PDFDocument43 pagesElectronics Connectors PDFMohammed Jahir Husain0% (1)
- Sterling Silver Improvement Fi-Bu Jtf2006 EngDocument12 pagesSterling Silver Improvement Fi-Bu Jtf2006 EngTran TamNo ratings yet
- Glo Sikaplan WP WT TapesDocument8 pagesGlo Sikaplan WP WT Tapesahmedmido14No ratings yet
- Mechanical Seal PumpDocument24 pagesMechanical Seal PumpPhanhai KakaNo ratings yet
- BPS Magnesium CarbonateDocument6 pagesBPS Magnesium CarbonateAzzam AdieNo ratings yet
- CNC Turning CentreDocument10 pagesCNC Turning CentreArun100% (1)
- Phoenix Contact Datasheet 5378758Document6 pagesPhoenix Contact Datasheet 5378758Abraham RamirezNo ratings yet
- Banho Termostático - Lauda 1290 - Operational InstructionsDocument127 pagesBanho Termostático - Lauda 1290 - Operational InstructionsitalocastorNo ratings yet
- Domestic Gas Stove Testing With Use of LPG: IS 4246: 2002 Bureau of Indian Standards (Fifth Revision)Document5 pagesDomestic Gas Stove Testing With Use of LPG: IS 4246: 2002 Bureau of Indian Standards (Fifth Revision)Quality Royal HomeNo ratings yet
- E DMT 041424Document80 pagesE DMT 041424Girlie YapNo ratings yet