You might also like
- Chapter 2 Injection MoldsDocument83 pagesChapter 2 Injection MoldsRadia ElkhaniNo ratings yet
- Quickfit Coupling Adaptors IOM-GB IT 06-2017Document8 pagesQuickfit Coupling Adaptors IOM-GB IT 06-2017PawelNo ratings yet
- File 1190Document2 pagesFile 1190Alexander MylonasNo ratings yet
- Installation Special ComponentsDocument12 pagesInstallation Special Componentspios.helectorNo ratings yet
- Cad Cam Laboratory Laboratory ManDocument55 pagesCad Cam Laboratory Laboratory ManRajesh ChidambaramNo ratings yet
- Verado 200-275 Workshop-2Document90 pagesVerado 200-275 Workshop-2Servicios Luna LSNo ratings yet
- 313 1Document15 pages313 1PEARL ANGELIE UMBANo ratings yet
- The Most Successful Soil Displacement Hammer of All Times: GRUNDOMAT "P"-GenerationDocument6 pagesThe Most Successful Soil Displacement Hammer of All Times: GRUNDOMAT "P"-GenerationAnonymous rbMJH7No ratings yet
- Installation Instructions Montageanleitung Notice de Montage Istruzioni Di Montaggio Instrucciones de Montaje Montageaanwijzing Mettler Toledo Quick Pit PFADocument16 pagesInstallation Instructions Montageanleitung Notice de Montage Istruzioni Di Montaggio Instrucciones de Montaje Montageaanwijzing Mettler Toledo Quick Pit PFAjean pablo huancas reañoNo ratings yet
- Instr Ume NT Ma Nifo LDS: V, VB, and VL SeriesDocument16 pagesInstr Ume NT Ma Nifo LDS: V, VB, and VL SeriesAntonio GandaraNo ratings yet
- Structural Detail Manual Chapter 02 - Substructure Bearing PadsDocument4 pagesStructural Detail Manual Chapter 02 - Substructure Bearing Padsجميل عبد الله الحماطيNo ratings yet
- Profile extrusion equipment schematicDocument8 pagesProfile extrusion equipment schematicSamson GabrielNo ratings yet
- WJ Hollow Med STDDocument7 pagesWJ Hollow Med STDAli MezaNo ratings yet
- Flat Fan Nozzles - Technology: Correct OverlappingDocument24 pagesFlat Fan Nozzles - Technology: Correct OverlappingZen NazehaNo ratings yet
- LVTSL004 Grundfos - Peerless VT Pump BrochureDocument5 pagesLVTSL004 Grundfos - Peerless VT Pump BrochuredanilobossuNo ratings yet
- Pinch Valve Technical Installation GuideDocument1 pagePinch Valve Technical Installation Guideenrique20No ratings yet
- Ssco Cat70 DDocument42 pagesSsco Cat70 DAli MezaNo ratings yet
- Drilling Machine Instructions Instrucciones para Máquinas PerforadorasDocument8 pagesDrilling Machine Instructions Instrucciones para Máquinas PerforadorasMarcela Diaz RamirezNo ratings yet
- Crank CamshaftDocument20 pagesCrank CamshaftM. AguiarNo ratings yet
- Military Refueling Nozzle: 341GF SeriesDocument2 pagesMilitary Refueling Nozzle: 341GF SeriesCRISTIAN CMAILO CABALLERONo ratings yet
- Building a 12Occ V8 engine for a 5 inch gauge locomotiveDocument4 pagesBuilding a 12Occ V8 engine for a 5 inch gauge locomotiveCarlos HerreraNo ratings yet
- Pipe Preparation Tool Specifications: Roll GroovingDocument45 pagesPipe Preparation Tool Specifications: Roll GroovingGavin FowlerNo ratings yet
- 2-Way Manual Ball Valves 3" & 4": Series MBVDocument2 pages2-Way Manual Ball Valves 3" & 4": Series MBVrickbolgerNo ratings yet
- 02 - Vertical Milling in The Home WorkshopDocument49 pages02 - Vertical Milling in The Home WorkshopSaleem Alhakim60% (5)
- Four-Way ClampsDocument4 pagesFour-Way ClampsPierre799esNo ratings yet
- Flexlock: Couplings & Flange AdaptorsDocument8 pagesFlexlock: Couplings & Flange Adaptors9952090083No ratings yet
- Pipe-To-Pipe: Lignment OF IPEDocument2 pagesPipe-To-Pipe: Lignment OF IPEMunir KadernaniNo ratings yet
- Pigging ProductsDocument21 pagesPigging Productsoptionchakravyuh07No ratings yet
- Turning screw threads efficientlyDocument3 pagesTurning screw threads efficientlyjuanNo ratings yet
- HP Combi Plan "TDocument8 pagesHP Combi Plan "TMalaNo ratings yet
- V-Profile Clamp To Connect Bearing Casing and Compressor CasingDocument2 pagesV-Profile Clamp To Connect Bearing Casing and Compressor CasingmariodalNo ratings yet
- Geothermal Drilling and Well Design (SE-830-DR2) : CementingDocument43 pagesGeothermal Drilling and Well Design (SE-830-DR2) : CementingERICK GUSTAVO QUINTANILLA GARCIANo ratings yet
- Psi BR1100.1 en PDFDocument2 pagesPsi BR1100.1 en PDFPatricio TigasiNo ratings yet
- Psi BR1100.1 enDocument2 pagesPsi BR1100.1 enPatricio TigasiNo ratings yet
- Workshop Practice Series 02 Vertical Milling in The Home WorkshopDocument49 pagesWorkshop Practice Series 02 Vertical Milling in The Home WorkshopParaschiv DariusNo ratings yet
- Service Shop Dope No 295 PDFDocument9 pagesService Shop Dope No 295 PDFAnonymous SYwPALTNo ratings yet
- MEE 341 GearsDocument33 pagesMEE 341 GearsMemeber JNo ratings yet
- Installation Instructions - Eminere - Inground - Sleeve - v3 - February 2023Document6 pagesInstallation Instructions - Eminere - Inground - Sleeve - v3 - February 2023poiriercharly64No ratings yet
- Topic Instructions and GuidelinesDocument16 pagesTopic Instructions and GuidelinesfraluleiNo ratings yet
- Fabrication of Pressure 32-68Document38 pagesFabrication of Pressure 32-68DIPAK VINAYAK SHIRBHATE100% (1)
- MTG eDocument65 pagesMTG ekuren kaNo ratings yet
- Workshop Practice Series 02 Vertical Milling in The Home Workshop PDFDocument49 pagesWorkshop Practice Series 02 Vertical Milling in The Home Workshop PDFmac100% (1)
- Keystone 222 Datasheet - UnlockedDocument8 pagesKeystone 222 Datasheet - UnlockedviksursNo ratings yet
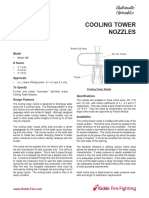
- Demo Plan BOLTDocument2 pagesDemo Plan BOLTNitin B maskeNo ratings yet
- Boquillas para Torre de EnfriamientoDocument3 pagesBoquillas para Torre de EnfriamientoAnonymous Lb4hrlAf7VNo ratings yet
- Safety Notice: WarningDocument3 pagesSafety Notice: WarningAbdelhalim BoutelliNo ratings yet
- Flange Plate Installation MethodsDocument3 pagesFlange Plate Installation Methodstoan minhNo ratings yet
- Type 37Fsb: Balanced Fully Split SealDocument6 pagesType 37Fsb: Balanced Fully Split SealKantakuzinNo ratings yet
- Sentinel 250 Fire Hydrant: Product FeaturesDocument2 pagesSentinel 250 Fire Hydrant: Product FeaturesBalaji NaikNo ratings yet
- Module 1 Topic 3Document28 pagesModule 1 Topic 3Salt PapiNo ratings yet
- CutoffsawDocument4 pagesCutoffsawFrenchwolf420No ratings yet
- Methodology - Well Sinking-Foundation PDF-1Document7 pagesMethodology - Well Sinking-Foundation PDF-1Tina J100% (1)
- CF Diverter Product Line: Diverter Solutions For Jackups and FloatersDocument4 pagesCF Diverter Product Line: Diverter Solutions For Jackups and FloatersiswantmachooNo ratings yet
- The Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional RiggingFrom EverandThe Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional RiggingNo ratings yet
- The Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional Rigging, Second EditionFrom EverandThe Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional Rigging, Second EditionRating: 5 out of 5 stars5/5 (2)
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Engineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandEngineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 4.5 out of 5 stars4.5/5 (3)
- Service Manual MussoDocument1,465 pagesService Manual MussoBricolus95% (19)
- Autolite Generator and Starter Technical ManualDocument62 pagesAutolite Generator and Starter Technical Manualjuliansimon67% (3)
- 1983 Ferranti Quick Reference Guide PDFDocument178 pages1983 Ferranti Quick Reference Guide PDFrdzoetenNo ratings yet
- 1983 Ferranti Quick Reference Guide PDFDocument178 pages1983 Ferranti Quick Reference Guide PDFrdzoetenNo ratings yet
- 1TH11 170Document60 pages1TH11 170rdzoetenNo ratings yet
- XXXXXXXXXXXXXXXXXX: This Manual Was Downloaded From BAMA's Boatanchor SiteDocument67 pagesXXXXXXXXXXXXXXXXXX: This Manual Was Downloaded From BAMA's Boatanchor SiterdzoetenNo ratings yet
- 1TH11 170Document60 pages1TH11 170rdzoetenNo ratings yet
- SQL SlidesDocument65 pagesSQL SlidescopsamostoNo ratings yet
- Sybsc Physics Practical Usphp3Document3 pagesSybsc Physics Practical Usphp3Ujjwala GokheNo ratings yet
- Order Change Management (OCM)Document19 pagesOrder Change Management (OCM)Debasish BeheraNo ratings yet
- RBS 2106 V3 Cabinet UpgradeDocument7 pagesRBS 2106 V3 Cabinet Upgradeamos JosephNo ratings yet
- Antenna Specifications Electrical PropertiesDocument2 pagesAntenna Specifications Electrical PropertiesLuis Adolfo Mazini RodriguesNo ratings yet
- Kidney AnatomyDocument55 pagesKidney AnatomyMohammad zreadNo ratings yet
- Hopper Volume CalculationDocument1 pageHopper Volume CalculationWael AboudNo ratings yet
- Medical Oxygen Cylinder Filling System User ManualDocument57 pagesMedical Oxygen Cylinder Filling System User ManualAldo Tolaba QuirogaNo ratings yet
- Lectures Accompanying The Book - Solid State Physics - An (PDFDrive)Document148 pagesLectures Accompanying The Book - Solid State Physics - An (PDFDrive)Raza Ali RazaNo ratings yet
- Visual Studio Add-Ins SuccinctlyDocument124 pagesVisual Studio Add-Ins SuccinctlyJosias GonzálezNo ratings yet
- The World of Chemistry Video Guide SetDocument10 pagesThe World of Chemistry Video Guide SetrkvNo ratings yet
- Time Series PHD ThesisDocument6 pagesTime Series PHD Thesisafcmtjcqe100% (2)
- Nextion InstructionDocument53 pagesNextion InstructionMacp63 cpNo ratings yet
- QAP - LT Panel PDFDocument8 pagesQAP - LT Panel PDFAkshay Ajay100% (2)
- Calculation For Short Circuit Current Calculation Using IEC / IEEE StandardDocument11 pagesCalculation For Short Circuit Current Calculation Using IEC / IEEE StandardibmmoizNo ratings yet
- Design of Weirs and BarragesDocument42 pagesDesign of Weirs and BarragesDivyaSlp100% (2)
- Martillo Hyd Atlas Copco SB 150Document12 pagesMartillo Hyd Atlas Copco SB 150Nain murilloNo ratings yet
- 9 CE AmplifierDocument5 pages9 CE AmplifierAnsh PratapNo ratings yet
- Woodward MFR 13Document91 pagesWoodward MFR 13OryaNo ratings yet
- State Standards: Common CoreDocument24 pagesState Standards: Common CoreEddy R. VélezNo ratings yet
- Central Angles and Inscribed Angles GuideDocument22 pagesCentral Angles and Inscribed Angles GuideEric de Guzman100% (1)
- Full Paper Template IRC 2020Document3 pagesFull Paper Template IRC 2020Mobina AbdulRaufNo ratings yet
- Binder Modul WMS 10Document52 pagesBinder Modul WMS 10sandhiakhmadNo ratings yet
- Differential Analysis of Fluid FlowDocument42 pagesDifferential Analysis of Fluid FlowAmr Faisal RaghebNo ratings yet
- Paracetamol Overdose: BW 40 KG Without Fluid RestrictionDocument2 pagesParacetamol Overdose: BW 40 KG Without Fluid RestrictionAndy TanNo ratings yet
- Refinery TankagesDocument4 pagesRefinery Tankagesmayuresh1101100% (1)
- MATLAB ApplicationsDocument252 pagesMATLAB Applicationsmadhuri nimseNo ratings yet
- Applications and Interpretation Standard SpecimensDocument56 pagesApplications and Interpretation Standard SpecimensNahir ClaraNo ratings yet
- Ch01Document33 pagesCh01sakali aliNo ratings yet
- TVL CSS11 Q4 M1Document12 pagesTVL CSS11 Q4 M1Richard SugboNo ratings yet