You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Assignment 3 - 2 Microcontrollers With DatasheetsDocument2 pagesAssignment 3 - 2 Microcontrollers With Datasheetsapi-42328551276% (45)
- 19A Time Collection Device Integration Activity Guide PDFDocument78 pages19A Time Collection Device Integration Activity Guide PDFAliya AmarNo ratings yet
- Leak Testing MethodologiesDocument9 pagesLeak Testing MethodologiesPin SantosNo ratings yet
- Optical Fiber Communication 06EC7 2: Citstudents - inDocument4 pagesOptical Fiber Communication 06EC7 2: Citstudents - inShailaja UdtewarNo ratings yet
- Sao Paulo Brand BookDocument104 pagesSao Paulo Brand Booknicoagudelo82No ratings yet
- Inspection Techniques For Detecting CorrosionDocument6 pagesInspection Techniques For Detecting CorrosionCepi Sindang KamulanNo ratings yet
- Sulfidic CorrosionDocument4 pagesSulfidic CorrosionCepi Sindang KamulanNo ratings yet
- Pressure Vessel InspectionsDocument8 pagesPressure Vessel InspectionsCepi Sindang KamulanNo ratings yet
- Introduction To Storage TanksDocument19 pagesIntroduction To Storage TanksCepi Sindang KamulanNo ratings yet
- Emergency Shutdown ValveDocument6 pagesEmergency Shutdown ValveCepi Sindang KamulanNo ratings yet
- Measurement of Corrosion Under InsulationDocument5 pagesMeasurement of Corrosion Under InsulationCepi Sindang KamulanNo ratings yet
- Leak Test Handbook: Measuring, Testing, Practical UseDocument36 pagesLeak Test Handbook: Measuring, Testing, Practical UsevikeshmNo ratings yet
- Shortcut To A WPSDocument18 pagesShortcut To A WPSCepi Sindang Kamulan100% (1)
- Pressure Vessels IntroductionDocument4 pagesPressure Vessels IntroductionCepi Sindang KamulanNo ratings yet
- Guide To: Pressure Testing SafetyDocument23 pagesGuide To: Pressure Testing SafetyBest Best AmornrattanapongNo ratings yet
- Hardness TestingDocument2 pagesHardness TestingCepi Sindang KamulanNo ratings yet
- Pressure Testing ProcedureDocument14 pagesPressure Testing ProcedureCepi Sindang KamulanNo ratings yet
- Procedure of Tank RepairDocument4 pagesProcedure of Tank RepairCepi Sindang KamulanNo ratings yet
- Introduction To NDTDocument6 pagesIntroduction To NDTCepi Sindang KamulanNo ratings yet
- Pneumatic Testing Procedure For Mechanical EquipmentDocument39 pagesPneumatic Testing Procedure For Mechanical EquipmentCepi Sindang KamulanNo ratings yet
- Kettle Type Reboiler WorkingDocument7 pagesKettle Type Reboiler WorkingCepi Sindang KamulanNo ratings yet
- Heat Tracing On PipelineDocument3 pagesHeat Tracing On PipelineCepi Sindang KamulanNo ratings yet
- Ultrasonic Flow Meter Working and TypesDocument4 pagesUltrasonic Flow Meter Working and TypesCepi Sindang KamulanNo ratings yet
- Online Thickness Vs Manual Thickness ReadingsDocument2 pagesOnline Thickness Vs Manual Thickness ReadingsCepi Sindang KamulanNo ratings yet
- PECT Presentation - Rev.01Document20 pagesPECT Presentation - Rev.01Cepi Sindang KamulanNo ratings yet
- NFPA1Document3 pagesNFPA1Cepi Sindang KamulanNo ratings yet
- Chloride ErosionDocument31 pagesChloride ErosionCepi Sindang Kamulan100% (1)
- T???? ?? ??????? ????????? ???????? ??? ?????? ?????Document2 pagesT???? ?? ??????? ????????? ???????? ??? ?????? ?????Cepi Sindang KamulanNo ratings yet
- SSPC InspectionplanDocument28 pagesSSPC Inspectionplanffds100% (3)
- Overview of Nondestructive Testing (NDT)Document28 pagesOverview of Nondestructive Testing (NDT)Cepi Sindang KamulanNo ratings yet
- Cathodic Protection of Underground Gas PipelineDocument59 pagesCathodic Protection of Underground Gas PipelineCepi Sindang KamulanNo ratings yet
- Types of DistillationDocument11 pagesTypes of DistillationCepi Sindang KamulanNo ratings yet
- Introduction Visual Testing (VT)Document6 pagesIntroduction Visual Testing (VT)Cepi Sindang KamulanNo ratings yet
- Penetrant TestingDocument43 pagesPenetrant TestingVineet JeswaniNo ratings yet
- Session 2A JonkerDocument15 pagesSession 2A JonkerD_D_ANo ratings yet
- PowerMaxExpress V17 Eng User Guide D-303974 PDFDocument38 pagesPowerMaxExpress V17 Eng User Guide D-303974 PDFSretenNo ratings yet
- HS GB 3109 PQ 12 Drive ElectronicsDocument7 pagesHS GB 3109 PQ 12 Drive Electronicsphankhoa83No ratings yet
- TIBCO Hawk Rulebase Standard GuidelinesDocument9 pagesTIBCO Hawk Rulebase Standard GuidelinesAshish ShrivastavaNo ratings yet
- Fireplace ManualDocument40 pagesFireplace Manualresistancebeta6No ratings yet
- Android User GuideDocument15 pagesAndroid User GuideAnonymous 1Wb6JCkNo ratings yet
- Unitrac 80WDocument1 pageUnitrac 80WprogramacionavanzadaNo ratings yet
- Mba Cet 2018Document2 pagesMba Cet 2018Aarav AroraNo ratings yet
- Btech Trainings GuideDocument26 pagesBtech Trainings GuideAlfian Pamungkas SakawigunaNo ratings yet
- 3G Video Alarm System User Manual - V4.1Document25 pages3G Video Alarm System User Manual - V4.1Andres VilloutaNo ratings yet
- Pumps: Vane Type Single PumpsDocument2 pagesPumps: Vane Type Single PumpsFernando SabinoNo ratings yet
- Blue Brain-The Future TechnologyDocument27 pagesBlue Brain-The Future TechnologyZuber MdNo ratings yet
- Detailed Lesson Log in MathematicsDocument7 pagesDetailed Lesson Log in MathematicsChan Chan100% (1)
- Negative Skin Friction Aaron Budge Minnesota State UniversityDocument46 pagesNegative Skin Friction Aaron Budge Minnesota State UniversityNguyễn Thành NhânNo ratings yet
- Manual New AswanDocument18 pagesManual New AswanmohamedmosallamNo ratings yet
- 2020.04.24 BC thamtratonghop TKCS Trường Fulbright Lần 1Document32 pages2020.04.24 BC thamtratonghop TKCS Trường Fulbright Lần 1Khac Hoang PhamNo ratings yet
- TA - 031 - en General Information For Diaphragm SealsDocument5 pagesTA - 031 - en General Information For Diaphragm Sealstudonghoa tmpNo ratings yet
- Gpfsworkshop2010 Tutorial v17 2Document381 pagesGpfsworkshop2010 Tutorial v17 2atretauNo ratings yet
- Swiss FCM Ordinance - EuPIA QDocument6 pagesSwiss FCM Ordinance - EuPIA Qiz_nazNo ratings yet
- Tappi 0502-17 Papermaker FormulaDocument19 pagesTappi 0502-17 Papermaker FormulaMulyadi Moel86% (21)
- KN3906Document3 pagesKN3906ingucvNo ratings yet
- M.Tech. 2nd (Non CBCS) May 2018 - 9 - 5 - 18Document2 pagesM.Tech. 2nd (Non CBCS) May 2018 - 9 - 5 - 18doob marroNo ratings yet
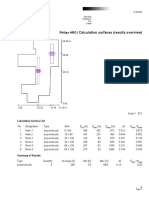
- Calculation Surfaces (Results Overview) : Philips HRODocument4 pagesCalculation Surfaces (Results Overview) : Philips HROsanaNo ratings yet
- Aj 245 LTDocument1 pageAj 245 LTHernan B.No ratings yet
- Automatic Transmission: Models FA and FB With Allison AT542Document22 pagesAutomatic Transmission: Models FA and FB With Allison AT542nguyenxuanvinhv3No ratings yet
- AMAZONE ZA-F 604 Uputstvo Za Koristenje I OdrzavanjeDocument32 pagesAMAZONE ZA-F 604 Uputstvo Za Koristenje I OdrzavanjeIvonaLepir100% (1)