You might also like
- The Fourth Terminal: Benefits of Body-Biasing Techniques for FDSOI Circuits and SystemsFrom EverandThe Fourth Terminal: Benefits of Body-Biasing Techniques for FDSOI Circuits and SystemsSylvain ClercNo ratings yet
- PAUT - Full NotesDocument118 pagesPAUT - Full NotesRamesh mudunuri75% (4)
- Radio Control for Model Ships, Boats and AircraftFrom EverandRadio Control for Model Ships, Boats and AircraftRating: 5 out of 5 stars5/5 (1)
- Laser Ultrasonic Developments For NDT of Aeronautic Composite Parts (8 Pages)Document6 pagesLaser Ultrasonic Developments For NDT of Aeronautic Composite Parts (8 Pages)Tony GarrisonNo ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- TOFD PresentationDocument18 pagesTOFD PresentationSai Krishna Yellapu100% (7)
- Hall-Effect Sensors: Theory and ApplicationFrom EverandHall-Effect Sensors: Theory and ApplicationRating: 5 out of 5 stars5/5 (1)
- KVH Understanding Specs FOGs 0312Document49 pagesKVH Understanding Specs FOGs 0312urs_anwar5875No ratings yet
- NDT Procedure Reshadat Project Complete Rev1Document165 pagesNDT Procedure Reshadat Project Complete Rev1sherviny100% (2)
- Applus RTD Seminar - New Developments - Phased ArrayDocument20 pagesApplus RTD Seminar - New Developments - Phased Arrayjfisher2534No ratings yet
- Aut ProceedureDocument42 pagesAut Proceedureநந்த குமார் சம்பத் நாகராஜன்100% (3)
- PDF 4 - Fence-LineDocument4 pagesPDF 4 - Fence-LineAtef GhorbelNo ratings yet
- PV 100 200.enDocument5 pagesPV 100 200.enBiju_PottayilNo ratings yet
- PipeWIZARD V4 Spec SheetDocument14 pagesPipeWIZARD V4 Spec SheetfayyazdnvNo ratings yet
- Fully Automated Ut Weld Inspection: WeldroverDocument3 pagesFully Automated Ut Weld Inspection: WeldroverBiju_PottayilNo ratings yet
- Labview Ultrasonic Guided Wave ApplicationsDocument8 pagesLabview Ultrasonic Guided Wave Applicationsamhosny2010No ratings yet
- TEM FAST 48HPC Manual PDFDocument83 pagesTEM FAST 48HPC Manual PDFJulio Quintas100% (1)
- Omniscan TofdDocument4 pagesOmniscan Tofdsdmkl85No ratings yet
- Tofd (Time of Flight Diffraction) : by Orientndt Co.,LtdDocument10 pagesTofd (Time of Flight Diffraction) : by Orientndt Co.,LtdsrgokuNo ratings yet
- PTF 3204aDocument7 pagesPTF 3204aImran YousfaniNo ratings yet
- ToFD HistoryDocument42 pagesToFD HistoryscribdmustaphaNo ratings yet
- PAUT - Full Notes PDFDocument118 pagesPAUT - Full Notes PDFRamesh mudunuri100% (5)
- TofdDocument4 pagesTofdrhapknexxNo ratings yet
- EagleDocument4 pagesEaglecoolguy12345No ratings yet
- Satellite Antenna TestingDocument47 pagesSatellite Antenna Testingsailee_gharatNo ratings yet
- 10 - EQP OverviewDocument51 pages10 - EQP OverviewdadyjoshNo ratings yet
- Wireline PresentationDocument22 pagesWireline Presentationjuanjose2987100% (9)
- Analog Characteristics of Ultrasonic Flaw DetectorsDocument8 pagesAnalog Characteristics of Ultrasonic Flaw DetectorsbingwazzupNo ratings yet
- Annexure 1Document9 pagesAnnexure 1faizan4033No ratings yet
- Medium Range (MR) OTDR Module: MTS/T-BERD PlatformsDocument6 pagesMedium Range (MR) OTDR Module: MTS/T-BERD PlatformsAlison ThomasNo ratings yet
- Slab Track IMS1000 3000 Datasheet enDocument2 pagesSlab Track IMS1000 3000 Datasheet enGuillermo Garcia HernandezNo ratings yet
- Phased Array Intro AdvancedDocument59 pagesPhased Array Intro Advancedjustin davis100% (5)
- Omniscan Tofd en LTR 201501Document4 pagesOmniscan Tofd en LTR 201501Andre JunqueiraNo ratings yet
- XRF Analyzer for Fuels TestingDocument3 pagesXRF Analyzer for Fuels TestingfenantrenaNo ratings yet
- ISO 9001 2015 TrainingDocument242 pagesISO 9001 2015 TrainingDurgamadhaba MishraNo ratings yet
- Technical Bulletin N°7 - APEX TechnologiesDocument3 pagesTechnical Bulletin N°7 - APEX TechnologiesAPEX TechnologiesNo ratings yet
- 6Document19 pages6Aman Goel100% (1)
- Ultrasonic FlowmetersDocument30 pagesUltrasonic Flowmetersvcharles0% (1)
- Xtralis Training 1Document97 pagesXtralis Training 1Eduardo Parrudo100% (1)
- Small Diameter Tube and Pipe Inspection With Phased ArrayDocument1 pageSmall Diameter Tube and Pipe Inspection With Phased Arraypon sharonNo ratings yet
- Usz08 Flyer En1 NeuDocument2 pagesUsz08 Flyer En1 Neutip04.rmkNo ratings yet
- T-BERD 8000 Portable Optical Network Tester: All Your Optical Network Testing Needs Covered in A Single PlatformDocument4 pagesT-BERD 8000 Portable Optical Network Tester: All Your Optical Network Testing Needs Covered in A Single Platform0limperoNo ratings yet
- Portable Phased Array ApplicationsDocument18 pagesPortable Phased Array ApplicationsEur-Ing Nicola GalluzziNo ratings yet
- FM CODEL GCEM40xx Ap12 PDFDocument6 pagesFM CODEL GCEM40xx Ap12 PDFCandi.nntppNo ratings yet
- Engineers India Limited: Specialist Materials and Maintenance Services DeptDocument11 pagesEngineers India Limited: Specialist Materials and Maintenance Services Deptramadoss_alwar7307No ratings yet
- Procal 2000 IR Emissions AnalyserDocument4 pagesProcal 2000 IR Emissions AnalyserMeindert gerssenNo ratings yet
- Sultan ManualDocument97 pagesSultan ManualMukeshKrNo ratings yet
- Trace DSQ GC/MSDocument4 pagesTrace DSQ GC/MSjamilifreitasNo ratings yet
- Stackfløw 400: Passionate About ParticulateDocument4 pagesStackfløw 400: Passionate About ParticulateĐặng Trung AnhNo ratings yet
- Ultrasonic Pulse Analyzer ControlsDocument5 pagesUltrasonic Pulse Analyzer ControlsDessvi ConsultoresNo ratings yet
- Ultrasonic Techniques for High Temperature Hydrogen Attack _ 2019-06-08 _ Quality MagazineDocument7 pagesUltrasonic Techniques for High Temperature Hydrogen Attack _ 2019-06-08 _ Quality MagazineSome OneNo ratings yet
- Small Diameter Tube and Pipe Inspection With Phased Array PDFDocument7 pagesSmall Diameter Tube and Pipe Inspection With Phased Array PDFAlanka PrasadNo ratings yet
- VACUUM FT-IR SPECTROMETERS FOR SYNCHROTRON APPLICATIONSDocument33 pagesVACUUM FT-IR SPECTROMETERS FOR SYNCHROTRON APPLICATIONSidhem1110No ratings yet
- Advance NDTDocument17 pagesAdvance NDTGOUTHAM RATHINAMNo ratings yet
- Condition Monitoring of Electrical Components (EEL 426Document57 pagesCondition Monitoring of Electrical Components (EEL 426Rohit Joshi100% (1)
- Code of Procedure For USFD of Railway Axles For Large Track Machines PDFDocument78 pagesCode of Procedure For USFD of Railway Axles For Large Track Machines PDFRamakrishnan AmbiSubbiah100% (2)
- MIL STD 461G EMC Live PresentationDocument29 pagesMIL STD 461G EMC Live PresentationSanjay ParelkarNo ratings yet
- MCS100FT en 8011734Document4 pagesMCS100FT en 8011734NicuVisanNo ratings yet
- HydroForm BrochureDocument2 pagesHydroForm BrochureJai PatelNo ratings yet
- Emergency Shutdown ValveDocument6 pagesEmergency Shutdown ValveCepi Sindang KamulanNo ratings yet
- Procedure of Tank RepairDocument4 pagesProcedure of Tank RepairCepi Sindang KamulanNo ratings yet
- Measurement of Corrosion Under InsulationDocument5 pagesMeasurement of Corrosion Under InsulationCepi Sindang KamulanNo ratings yet
- Inspection Techniques For Detecting CorrosionDocument6 pagesInspection Techniques For Detecting CorrosionCepi Sindang KamulanNo ratings yet
- Online Thickness Vs Manual Thickness ReadingsDocument2 pagesOnline Thickness Vs Manual Thickness ReadingsCepi Sindang KamulanNo ratings yet
- Pressure Testing ProcedureDocument14 pagesPressure Testing ProcedureCepi Sindang KamulanNo ratings yet
- Introduction To Storage TanksDocument19 pagesIntroduction To Storage TanksCepi Sindang KamulanNo ratings yet
- Sulfidic CorrosionDocument4 pagesSulfidic CorrosionCepi Sindang KamulanNo ratings yet
- Pressure Vessel InspectionsDocument8 pagesPressure Vessel InspectionsCepi Sindang KamulanNo ratings yet
- Shortcut To A WPSDocument18 pagesShortcut To A WPSCepi Sindang Kamulan100% (1)
- Leak Test Handbook: Measuring, Testing, Practical UseDocument36 pagesLeak Test Handbook: Measuring, Testing, Practical UsevikeshmNo ratings yet
- Kettle Type Reboiler WorkingDocument7 pagesKettle Type Reboiler WorkingCepi Sindang KamulanNo ratings yet
- Leak Testing MethodologiesDocument9 pagesLeak Testing MethodologiesPin SantosNo ratings yet
- Guide To: Pressure Testing SafetyDocument23 pagesGuide To: Pressure Testing SafetyBest Best AmornrattanapongNo ratings yet
- Hardness TestingDocument2 pagesHardness TestingCepi Sindang KamulanNo ratings yet
- Pressure Vessels IntroductionDocument4 pagesPressure Vessels IntroductionCepi Sindang KamulanNo ratings yet
- Introduction To NDTDocument6 pagesIntroduction To NDTCepi Sindang KamulanNo ratings yet
- Pneumatic Testing Procedure For Mechanical EquipmentDocument39 pagesPneumatic Testing Procedure For Mechanical EquipmentCepi Sindang KamulanNo ratings yet
- T???? ?? ??????? ????????? ???????? ??? ?????? ?????Document2 pagesT???? ?? ??????? ????????? ???????? ??? ?????? ?????Cepi Sindang KamulanNo ratings yet
- NFPA1Document3 pagesNFPA1Cepi Sindang KamulanNo ratings yet
- PECT Presentation - Rev.01Document20 pagesPECT Presentation - Rev.01Cepi Sindang KamulanNo ratings yet
- Heat Tracing On PipelineDocument3 pagesHeat Tracing On PipelineCepi Sindang KamulanNo ratings yet
- Chloride ErosionDocument31 pagesChloride ErosionCepi Sindang Kamulan100% (1)
- Ultrasonic Flow Meter Working and TypesDocument4 pagesUltrasonic Flow Meter Working and TypesCepi Sindang KamulanNo ratings yet
- Cathodic Protection of Underground Gas PipelineDocument59 pagesCathodic Protection of Underground Gas PipelineCepi Sindang KamulanNo ratings yet
- Types of DistillationDocument11 pagesTypes of DistillationCepi Sindang KamulanNo ratings yet
- SSPC InspectionplanDocument28 pagesSSPC Inspectionplanffds100% (3)
- Overview of Nondestructive Testing (NDT)Document28 pagesOverview of Nondestructive Testing (NDT)Cepi Sindang KamulanNo ratings yet
- Introduction Visual Testing (VT)Document6 pagesIntroduction Visual Testing (VT)Cepi Sindang KamulanNo ratings yet
- Penetrant TestingDocument43 pagesPenetrant TestingVineet JeswaniNo ratings yet
- Previews NSF 51 12 PreDocument11 pagesPreviews NSF 51 12 PreEl_Proesor0% (1)
- AAIG - Measurement Systems Analysis - ManualDocument233 pagesAAIG - Measurement Systems Analysis - ManualKris WilochNo ratings yet
- Control Aspects of Netaji Subhash Chandra Bose Airport, KolkataDocument22 pagesControl Aspects of Netaji Subhash Chandra Bose Airport, Kolkatasonu1aNo ratings yet
- Question Bank: AE1254 - PROPULSION IDocument8 pagesQuestion Bank: AE1254 - PROPULSION ISêlvâkûmâr JayabalaNo ratings yet
- Is 2720 29 1975Document14 pagesIs 2720 29 1975biswashree10No ratings yet
- Materials Engineering SpecificationDocument2 pagesMaterials Engineering SpecificationRonald AraujoNo ratings yet
- Air CompressorDocument21 pagesAir CompressorAjayNo ratings yet
- Design Qualification TemplateDocument5 pagesDesign Qualification Templateavinash peddintiNo ratings yet
- Mastering 3D PrintingDocument2 pagesMastering 3D PrintingTamás KissNo ratings yet
- Hyd AdvantageDocument4 pagesHyd AdvantageVictorDjChiqueCastilloNo ratings yet
- Method - New Isodraft Symbol For Piping Component PDFDocument10 pagesMethod - New Isodraft Symbol For Piping Component PDFkaruna346100% (3)
- 20160316162112020Document2 pages20160316162112020ahmedNo ratings yet
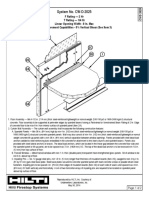
- System No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)Document2 pagesSystem No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)aNo ratings yet
- 02 Building A Foundation With Mindset, Values, and Principles (6.0)Document70 pages02 Building A Foundation With Mindset, Values, and Principles (6.0)Doris MartirNo ratings yet
- Endurance Dyform 34lrDocument4 pagesEndurance Dyform 34lrEduardo RateikeNo ratings yet
- Into The Abyss by Carol Shaben (Excerpt)Document35 pagesInto The Abyss by Carol Shaben (Excerpt)Random House of Canada100% (1)
- MMCA Kazcomak2019 Ex-List EngDocument9 pagesMMCA Kazcomak2019 Ex-List Engadamin biriNo ratings yet
- Fall and Rise of Valjoux 7750Document12 pagesFall and Rise of Valjoux 7750john100% (1)
- BSRMDocument2 pagesBSRMAbul Kalam AzadNo ratings yet
- Synopsis Format-Practice SchoolDocument4 pagesSynopsis Format-Practice SchoolArjun GoyalNo ratings yet
- Thapar Institute of Engineering & Technology, PatialaDocument3 pagesThapar Institute of Engineering & Technology, PatialaMr SamNo ratings yet
- CAD Specification for Network Rail ProjectsDocument3 pagesCAD Specification for Network Rail ProjectsManoj Kumar MNo ratings yet
- Irpa SapDocument13 pagesIrpa SapDINESHNo ratings yet
- Bearing Detail PDFDocument1,152 pagesBearing Detail PDFJayesh MachhiNo ratings yet
- 1106A-70TAG2 ElectropaK PN3054Document2 pages1106A-70TAG2 ElectropaK PN3054Md ShNo ratings yet
- Operation ManualDocument9 pagesOperation Manualapi-202718495No ratings yet
- LT Switchgear Panel, DCDB & LDB Quote for Lubrizol Dahej ProjectDocument3 pagesLT Switchgear Panel, DCDB & LDB Quote for Lubrizol Dahej ProjectSharafat AliNo ratings yet
- (VE216) Signals and Systems 2ed PDFDocument820 pages(VE216) Signals and Systems 2ed PDFhatetheschool100% (1)
- Sample Interview Questions For Planning EngineersDocument16 pagesSample Interview Questions For Planning EngineersPooja PawarNo ratings yet