You might also like
- WPS-PrecalificadosDocument13 pagesWPS-PrecalificadosGerardoYanez50% (2)
- 1901 19 Aws Fcaw Cosfym 3G 4GDocument1 page1901 19 Aws Fcaw Cosfym 3G 4GjairoNo ratings yet
- Formato Wps-001 Smaw Rev 1Document2 pagesFormato Wps-001 Smaw Rev 1Richard VillónNo ratings yet
- WPS-001-Especificación de soldaduraDocument4 pagesWPS-001-Especificación de soldadurajohan esleyder santodomingo navarroNo ratings yet
- WPQ w204 Gtaw SmawDocument1 pageWPQ w204 Gtaw SmawWilmer Rios Diaz100% (1)
- Especificación de procedimiento de soldadura AWS D1.1Document7 pagesEspecificación de procedimiento de soldadura AWS D1.1Omar MorenoNo ratings yet
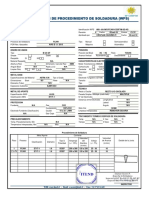
- Especificación de procedimiento de soldadura SMAW para bridas según norma AWS D1.1Document1 pageEspecificación de procedimiento de soldadura SMAW para bridas según norma AWS D1.1Luis SotoNo ratings yet
- Wps Smaw 005 1g PrecalificadoDocument1 pageWps Smaw 005 1g PrecalificadojoseNo ratings yet
- OG-CT-FO-031 - Reporte de Perfil de Anclaje V1Document1 pageOG-CT-FO-031 - Reporte de Perfil de Anclaje V1MAYRA ALEJANDRA VEGA100% (1)
- Especificación del procedimiento de soldadura WPS para soldadura de pernos Nelson stud ASTM A106 Gr 1010 en posiciones 1S, 2S y 3SDocument3 pagesEspecificación del procedimiento de soldadura WPS para soldadura de pernos Nelson stud ASTM A106 Gr 1010 en posiciones 1S, 2S y 3SFREDY ARMANDO SANCHEZNo ratings yet
- WPS-PQR Rds 1362014-0Document8 pagesWPS-PQR Rds 1362014-0brunoNo ratings yet
- Procedimientos de Soldadura A Filete 1Document1 pageProcedimientos de Soldadura A Filete 1Mirian JustoNo ratings yet
- Especificación Del Procedimiento de Soldadura (WPS) : ManualDocument54 pagesEspecificación Del Procedimiento de Soldadura (WPS) : ManualLesly Karol Yamada FloresNo ratings yet
- Welding MapDocument1 pageWelding MapAbel Valderrama PerezNo ratings yet
- PQR HojaDocument2 pagesPQR Hojacarlos caiza100% (1)
- Asme Seccion Ix-2010Document6 pagesAsme Seccion Ix-2010Andres Felipe Hernandez Gomez100% (2)
- WPS PrecalificadoDocument7 pagesWPS Precalificadopablo24No ratings yet
- WPS-Especificación de Procedimiento de SoldaduraDocument5 pagesWPS-Especificación de Procedimiento de SoldaduraPablo García PeñaNo ratings yet
- Procedimiento Control DimensionalDocument7 pagesProcedimiento Control DimensionalFrancisco Pacheco100% (2)
- WPS A16Mo3 - 7018-ADocument3 pagesWPS A16Mo3 - 7018-AAnonymous dDQyO0vNo ratings yet
- WPS Gmaw Aws Tam 2019 A572 12Document1 pageWPS Gmaw Aws Tam 2019 A572 12GerardoYanezNo ratings yet
- WPS SMAW ASTM A36Document3 pagesWPS SMAW ASTM A36ENDECOT SATNo ratings yet
- WPS P&C Smaw 2F 1045-588Document4 pagesWPS P&C Smaw 2F 1045-588Anonymous vU7CuPNo ratings yet
- WPS para soldadura SMAW de aceros con electrodo E7018Document1 pageWPS para soldadura SMAW de aceros con electrodo E7018antony bolivar100% (3)
- Procediminto de Aplicacion de Recubrimiento Esquema 6 y 7y Resnaes en Instalaciones Superficiales Taller y Obra Rev1Document27 pagesProcediminto de Aplicacion de Recubrimiento Esquema 6 y 7y Resnaes en Instalaciones Superficiales Taller y Obra Rev1jorge9enrique9marin9No ratings yet
- WPS Aws D1.1-10Document1 pageWPS Aws D1.1-10AlxNelSonCarrascoAraucoNo ratings yet
- WPS 001 ImecoDocument3 pagesWPS 001 ImecoNicholas SmithNo ratings yet
- Normas Que Rigen Los Perfiles de Anclajes para Recubrimientos de PinturaDocument3 pagesNormas Que Rigen Los Perfiles de Anclajes para Recubrimientos de PinturaBryan PerezNo ratings yet
- Procedimiento Soldadura Api1104Document20 pagesProcedimiento Soldadura Api1104Julio AlcantaraNo ratings yet
- Wps SMAW Precalificado Falta JunaDocument1 pageWps SMAW Precalificado Falta JunaNicolas RamírezNo ratings yet
- WPS SML 2 20Document5 pagesWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGANo ratings yet
- WPS Especificación de Procedimiento de Soldadura SKANSKADocument2 pagesWPS Especificación de Procedimiento de Soldadura SKANSKARodrigo AlonsoNo ratings yet
- Doblez Cematic d1.3Document1 pageDoblez Cematic d1.3Erick VazquezNo ratings yet
- Formato PQR Excel Original QW 483 para Diligenciar - Copia (2) ...Document3 pagesFormato PQR Excel Original QW 483 para Diligenciar - Copia (2) ...carlos canoNo ratings yet
- WPS TuberiaDocument2 pagesWPS TuberiaOmar BecerrilNo ratings yet
- Procedimiento de Inspeccion VisualDocument6 pagesProcedimiento de Inspeccion VisualDavid Luis Cantando CancionesNo ratings yet
- Certificado PQR SMAWDocument3 pagesCertificado PQR SMAWH Rivera Oki Antonio100% (1)
- Reg-Tal-009 Lista de Soldadores Calificados (WPQR)Document1 pageReg-Tal-009 Lista de Soldadores Calificados (WPQR)Francisco ImazNo ratings yet
- Pbo - Fcaw 3G - 2020 PDFDocument2 pagesPbo - Fcaw 3G - 2020 PDFEric Cedano PazNo ratings yet
- WPS Gtaw 02Document1 pageWPS Gtaw 02juniuni18No ratings yet
- Registro de Inspeccion Por Tintes PenetrantesDocument1 pageRegistro de Inspeccion Por Tintes Penetrantesvictor100% (2)
- Inspeccion de Soldadura Por Liquidos Penetrantes PDFDocument13 pagesInspeccion de Soldadura Por Liquidos Penetrantes PDFvalentinNo ratings yet
- Muestra Wps - P 71 Gs (15e-15e) Gtaw Smaw Sa 335 p91 13 May 2016Document2 pagesMuestra Wps - P 71 Gs (15e-15e) Gtaw Smaw Sa 335 p91 13 May 2016Aries MarteNo ratings yet
- Registros de calificación de procedimientos de soldadura GMAW aluminioDocument3 pagesRegistros de calificación de procedimientos de soldadura GMAW aluminioJanet Jacqueline Alvarez Chiara100% (1)
- 4 - Wps Precalificado Smaw Posición 4g para Astm A588Document1 page4 - Wps Precalificado Smaw Posición 4g para Astm A588Edison CallejasNo ratings yet
- Registro de Pintura ANILLO ADocument2 pagesRegistro de Pintura ANILLO AJavier GomezNo ratings yet
- WPS Precalificado - SMAW PDFDocument1 pageWPS Precalificado - SMAW PDFmonikitismonikitisNo ratings yet
- PQR Asme Ix NDTWSDocument2 pagesPQR Asme Ix NDTWSGherlin KuongNo ratings yet
- Procedimiento Inspeccion Visual de Soldadura AWS D1 1-2015Document17 pagesProcedimiento Inspeccion Visual de Soldadura AWS D1 1-2015Jose C. Melendez86% (7)
- PR-CC-003 Control Dimensional en El ArmadoDocument8 pagesPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- WPQ Rha API 1104t 01Document1 pageWPQ Rha API 1104t 01Kevvin Danniel DazzaNo ratings yet
- Lista de Soldadores CalificadosDocument4 pagesLista de Soldadores CalificadosJuan MontufarNo ratings yet
- Wps y PQR CodigoDocument35 pagesWps y PQR CodigoGilberto ZamudioNo ratings yet
- Manejo y control de electrodosDocument7 pagesManejo y control de electrodostobiasNo ratings yet
- Procedimiento de Preparación de Superficie, Aplicación y Resane de Pintura para EstructurasDocument26 pagesProcedimiento de Preparación de Superficie, Aplicación y Resane de Pintura para EstructurasNilton Luis100% (3)
- Perfil de Anclaje 11921Document4 pagesPerfil de Anclaje 11921gaboac88No ratings yet
- WPS API-1104-Proyecto Remplazo de Tuberias El FurrialDocument3 pagesWPS API-1104-Proyecto Remplazo de Tuberias El Furrialmarvin montes100% (1)
- WPQ Ac (Gmaw)Document1 pageWPQ Ac (Gmaw)Mauricio ObrequeNo ratings yet
- Preparacion SuperficialDocument7 pagesPreparacion SuperficialDiego ParedesNo ratings yet
- WPS Gmaw 001Document1 pageWPS Gmaw 001Armando MendietaNo ratings yet
- Soldaduras Tipo PDFDocument110 pagesSoldaduras Tipo PDFSergio Rivera Seals100% (1)
- Adherencia de Pintura CUENCAMEDocument5 pagesAdherencia de Pintura CUENCAMEUltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- Diccionario para IngenierosDocument677 pagesDiccionario para IngenierosAlexSora100% (10)
- Catalogo de PerfilesDocument24 pagesCatalogo de Perfilesozzy22No ratings yet
- Asme B31Q 2010español PDFDocument102 pagesAsme B31Q 2010español PDFJuan Carlos Cortez83% (6)
- Ayuda Visual DWG Std-oi-In-d I00042Document1 pageAyuda Visual DWG Std-oi-In-d I00042UltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- A1.1 2001 PVDocument10 pagesA1.1 2001 PVUltrasonidoIndustrialMonclovaSendycca0% (1)
- Calibracion Decibeles USM GO NOVIEMBRE 2017Document1 pageCalibracion Decibeles USM GO NOVIEMBRE 2017UltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- Diccionario para IngenierosDocument677 pagesDiccionario para IngenierosAlexSora100% (10)
- GuiaDocument2 pagesGuiaUltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- Epoch III 98320911Document3 pagesEpoch III 98320911UltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- Catalogo de PerfilesDocument24 pagesCatalogo de Perfilesozzy22No ratings yet
- Curso Ins VisualDocument167 pagesCurso Ins VisualJesús Antonio Fnts MrlsNo ratings yet
- Arri WPQ Aws 28 Nov 2016Document3 pagesArri WPQ Aws 28 Nov 2016UltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- Fasemex (2-16)Document1 pageFasemex (2-16)UltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- SKM 36317050411290Document6 pagesSKM 36317050411290UltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- Copia de Fasemex (108-16)Document1 pageCopia de Fasemex (108-16)UltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- ULTRASONIDODocument17 pagesULTRASONIDOUltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- Movimiento Regeneracion JovenesDocument1 pageMovimiento Regeneracion JovenesUltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- Vyesa Reporte PinturaDocument4 pagesVyesa Reporte PinturaUltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- Trituracion y MoliendaDocument53 pagesTrituracion y MoliendaUltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- Carta de Recomendacion JulioDocument1 pageCarta de Recomendacion JulioUltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- WPQ Pemex Julio 2014Document2 pagesWPQ Pemex Julio 2014UltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- ConstanciaDocument1 pageConstanciaUltrasonidoIndustrialMonclovaSendyccaNo ratings yet
- Lista de Puntos WGS84 - REV01Document5 pagesLista de Puntos WGS84 - REV01HV FicoNo ratings yet
- Guia Paiep GolgiDocument11 pagesGuia Paiep GolgiSusy FeliNo ratings yet
- Los Cuatro Temperamentos - Aula 2Document6 pagesLos Cuatro Temperamentos - Aula 2Fran AquinoNo ratings yet
- Resolucion1618 Agua para PiscinasDocument19 pagesResolucion1618 Agua para Piscinasmali8664No ratings yet
- Carpeta Pedagogica 2019Document40 pagesCarpeta Pedagogica 2019Javier cruz cahuanaNo ratings yet
- Actividad de Aprendizaje 2 COMUNICACIONDocument5 pagesActividad de Aprendizaje 2 COMUNICACIONFELIPENo ratings yet
- Diagrama de Bloquesx - CONTROLDocument15 pagesDiagrama de Bloquesx - CONTROLricardoNo ratings yet
- Nuevo Programa Medicina FamiliaDocument143 pagesNuevo Programa Medicina Familiasalcais9042No ratings yet
- AgroIndustrial EjercicioDocument7 pagesAgroIndustrial EjercicioAlex GomezNo ratings yet
- Señales en Tiempo y FrecuenciaDocument7 pagesSeñales en Tiempo y FrecuenciaHenry ReyesNo ratings yet
- Juny 2004Document11 pagesJuny 2004Rafael Avila DuraNo ratings yet
- DEMANDA Emilio Ortiz CORREGIDADocument13 pagesDEMANDA Emilio Ortiz CORREGIDAfernandodonosonavarroNo ratings yet
- Factores que influyen en el desempeño organizacionalDocument182 pagesFactores que influyen en el desempeño organizacionalVioleta Rodriguez GarciaNo ratings yet
- INDIZACIÓNDocument4 pagesINDIZACIÓNNadieNoEstoyNo ratings yet
- SIU y Manejo de EscalasDocument2 pagesSIU y Manejo de EscalasMarcela VargasNo ratings yet
- Taller Cálculo Diferencial-1er CorteDocument1 pageTaller Cálculo Diferencial-1er CorteLili PastorNo ratings yet
- Simulaciones de fallas en variadores de frecuenciaDocument110 pagesSimulaciones de fallas en variadores de frecuenciaRaul quispe quispe100% (1)
- Precursores de TerremotosDocument22 pagesPrecursores de TerremotosJose Maria ZalvideaNo ratings yet
- Trabajo #02 Topografia Subterranea - CHAVARRIA MORALES RUSBEL RUFINODocument4 pagesTrabajo #02 Topografia Subterranea - CHAVARRIA MORALES RUSBEL RUFINORusbel Chavarria MoralesNo ratings yet
- Funciones y Competencias de La ANA en La Certificación AmbientalDocument17 pagesFunciones y Competencias de La ANA en La Certificación AmbientalYecenia BautistaNo ratings yet
- Actividadintegradora 6Document4 pagesActividadintegradora 6jsgg88836No ratings yet
- La Participacion en La Sociedad Como Base Del Desarrollo: Participação Na Sociedade Como Base para O DesenvolvimentoDocument21 pagesLa Participacion en La Sociedad Como Base Del Desarrollo: Participação Na Sociedade Como Base para O DesenvolvimentoHector Arturo Torrado DiazNo ratings yet
- Club de Revistas #4 Richard Mejia. Estado Actual Del Disilicato de Litio y ZirconiaDocument17 pagesClub de Revistas #4 Richard Mejia. Estado Actual Del Disilicato de Litio y ZirconiaBavilonia K PaolaNo ratings yet
- El Acohol Daña El Cerebro AdolescenteDocument1 pageEl Acohol Daña El Cerebro AdolescenteAlfredo MedinaNo ratings yet
- Plan de Asignatura Seminario de Investigacion IiiDocument7 pagesPlan de Asignatura Seminario de Investigacion IiiMartha CharrisNo ratings yet
- Beneficios de las plantas para la saludDocument4 pagesBeneficios de las plantas para la saludjulio césar samamé vegaNo ratings yet
- CULTURADocument16 pagesCULTURAAntonio HernándezNo ratings yet
- 1 PBDocument4 pages1 PBKeveen Del Refugio EscalanteNo ratings yet
- Semana 3Document27 pagesSemana 3Dayanna MendozaNo ratings yet
- Marco Teórico 2023Document17 pagesMarco Teórico 2023Camila DíazNo ratings yet