You might also like
- Capacitacion FlexoDocument73 pagesCapacitacion FlexoSwamy Matute100% (1)
- Taller Semana 4Document4 pagesTaller Semana 4Javier EstradaNo ratings yet
- Producto Académico 1 2021Document6 pagesProducto Académico 1 2021estefani carbajalNo ratings yet
- The Maillard Reaction (J. A. Gerrard S. E. Fayle) EspañolDocument133 pagesThe Maillard Reaction (J. A. Gerrard S. E. Fayle) EspañolCarlos Augusto Lopez QuinteroNo ratings yet
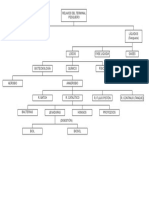
- ARBOLDocument1 pageARBOLDenis CruzNo ratings yet
- Teoria e Igualacin de ColorDocument49 pagesTeoria e Igualacin de ColorDenis CruzNo ratings yet
- Reacciones de Los CarbohidratosDocument40 pagesReacciones de Los CarbohidratosDenis CruzNo ratings yet
- Embobinado de EtiquetasDocument11 pagesEmbobinado de EtiquetasDenis CruzNo ratings yet
- Cuba de Stokes - Flujo laminar y fuerza de arrastreDocument16 pagesCuba de Stokes - Flujo laminar y fuerza de arrastreDenis CruzNo ratings yet
- Doctor BladeDocument19 pagesDoctor BladeDenis CruzNo ratings yet
- Preprensa 120202145503 Phpapp01Document36 pagesPreprensa 120202145503 Phpapp01buendia_gonzaloNo ratings yet
- Rodillo AniloxDocument42 pagesRodillo AniloxDenis Cruz100% (1)
- Dispensado Semi ManualDocument10 pagesDispensado Semi ManualDenis CruzNo ratings yet
- Laboratorio de Química Orgánica II CompletoDocument90 pagesLaboratorio de Química Orgánica II CompletoDenis CruzNo ratings yet
- Reacciones QuimicasDocument21 pagesReacciones QuimicasDenis CruzNo ratings yet
- Análisis de Riesgo de InversiónDocument35 pagesAnálisis de Riesgo de InversiónDenis CruzNo ratings yet
- Cuba de ReynoldsDocument15 pagesCuba de ReynoldsDenis CruzNo ratings yet
- Manual de Citación APA PDFDocument51 pagesManual de Citación APA PDFJulian Andres VillarrealNo ratings yet
- Tesis Doctoral: Universidad de Granada Departamento de Ingenieria QuimicaDocument251 pagesTesis Doctoral: Universidad de Granada Departamento de Ingenieria QuimicaDenis CruzNo ratings yet
- TLC Perú-UE: Oportunidades y desafíos del acuerdo comercialDocument21 pagesTLC Perú-UE: Oportunidades y desafíos del acuerdo comercialDenis Cruz100% (1)
- 1Document2 pages1Denis CruzNo ratings yet
- Reproduccion MicrobianoDocument1 pageReproduccion MicrobianoDenis CruzNo ratings yet
- Diferencia LDocument8 pagesDiferencia LDenis CruzNo ratings yet
- 09 EscenariosDocument1 page09 EscenariosDenis CruzNo ratings yet
- Bombas Serie y Paralelo OficialDocument8 pagesBombas Serie y Paralelo OficialDenis CruzNo ratings yet
- Procedimiento y MacroDocument1 pageProcedimiento y MacroDenis CruzNo ratings yet
- Cuba de ReynoldsDocument15 pagesCuba de ReynoldsDenis CruzNo ratings yet
- Venta JasDocument1 pageVenta JasDenis CruzNo ratings yet
- Destilacion FraccDocument14 pagesDestilacion FraccDenis CruzNo ratings yet
- Reactor BatchDocument9 pagesReactor BatchDenis CruzNo ratings yet
- Ciclones PDFDocument5 pagesCiclones PDFMalu MenDez'No ratings yet
- Categoría C y EDocument8 pagesCategoría C y EBraian CopacavaNo ratings yet
- Sindrome de WilliamsDocument12 pagesSindrome de WilliamsJessiica AlejandraNo ratings yet
- Manual de CitacionDocument15 pagesManual de CitacionMónica Peralta CaballeroNo ratings yet
- Análisis de Precios de Combustible JENRIOS MONZONDocument7 pagesAnálisis de Precios de Combustible JENRIOS MONZONJernrios Wuerner Monzón MéridaNo ratings yet
- Calendario Litúrgico 2012Document18 pagesCalendario Litúrgico 2012Gustavo GutierrezNo ratings yet
- Deteccion de Fallas en JettaDocument8 pagesDeteccion de Fallas en JettaAngel Jarillo de Jesus100% (2)
- Siphonapteros 2019Document38 pagesSiphonapteros 2019KelletCadilloBarruetoNo ratings yet
- Examen Exactas 2da Parte SimuladorDocument21 pagesExamen Exactas 2da Parte Simuladorjuan flores100% (1)
- Canaletas y Rejillas Uso Publico Catalogo Tecnico 45669Document88 pagesCanaletas y Rejillas Uso Publico Catalogo Tecnico 45669japeleNo ratings yet
- Ponticos FinalDocument52 pagesPonticos FinalCristhian PavónNo ratings yet
- Nuevo sistema de inversión pública INVIERTE.PEDocument36 pagesNuevo sistema de inversión pública INVIERTE.PELIZBETHNo ratings yet
- ReportDocument142 pagesReportlucho_lemeitNo ratings yet
- Negolution 12 1Document31 pagesNegolution 12 1arlenaNo ratings yet
- El Don Del Mundo. John BurnsideDocument7 pagesEl Don Del Mundo. John BurnsidealfriodelanocheNo ratings yet
- Arisleyda Monegro. Historia Del CDCDocument5 pagesArisleyda Monegro. Historia Del CDCArisleydaMonegroSanchezNo ratings yet
- Informe I1 Física - IIDocument9 pagesInforme I1 Física - IIJaiir TrujilloNo ratings yet
- Acuerdo 329 Reglamento de Procesos DisciplinariosDocument26 pagesAcuerdo 329 Reglamento de Procesos DisciplinariosHumberto Linares ChumaceroNo ratings yet
- Ofrenda VotivaDocument2 pagesOfrenda VotivaCiencia BávaraNo ratings yet
- Silabo Desarrollado Identificacion Policial ValidoDocument33 pagesSilabo Desarrollado Identificacion Policial ValidoROSYTERNo ratings yet
- Flujograma Reclutamiento y SelecciónDocument6 pagesFlujograma Reclutamiento y SelecciónbrendisstarNo ratings yet
- Maria Camila HerreraDocument2 pagesMaria Camila HerreraCamila HerreraNo ratings yet
- Eou Propuesta FinalDocument59 pagesEou Propuesta FinalDarwin Huaman VelizNo ratings yet
- Teorías fundamentales de la enfermería en salud mentalDocument34 pagesTeorías fundamentales de la enfermería en salud mentalrosa75% (4)
- Capitulo 1 MugasDocument46 pagesCapitulo 1 MugasAranelNo ratings yet
- Instalación solar fotovoltaica para bombeo de aguaDocument57 pagesInstalación solar fotovoltaica para bombeo de aguajavier100% (1)
- Javiera Torres 6to VoleibolDocument9 pagesJaviera Torres 6to VoleibolClaudio Torres VargasNo ratings yet
- ORACIONESDocument10 pagesORACIONESAnastacia BrillanteNo ratings yet