You might also like
- Condition Monitoring and Assessment For Rotating MachineryDocument22 pagesCondition Monitoring and Assessment For Rotating MachineryMohamed KhaledNo ratings yet
- Development of A Condition Based Maintenance Architecture For Optimal Maintainability of Mine ExcavatorsDocument5 pagesDevelopment of A Condition Based Maintenance Architecture For Optimal Maintainability of Mine ExcavatorsInternational Organization of Scientific Research (IOSR)No ratings yet
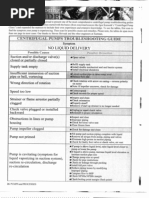
- Centrifugal Pump Troubleshooting GuideDocument10 pagesCentrifugal Pump Troubleshooting GuideSteve Sund100% (1)
- VIBration Basic MILDocument687 pagesVIBration Basic MILtrinadhuluNo ratings yet
- Nace Rp0274 HolidayDocument6 pagesNace Rp0274 Holidayarifin rizalNo ratings yet
- Checking Bearing AlignmentDocument4 pagesChecking Bearing AlignmentTheerayootNo ratings yet
- Mechanical Engineering Failures The Role of ReliabilityDocument15 pagesMechanical Engineering Failures The Role of ReliabilityAbdulrahman AlkhowaiterNo ratings yet
- Astm d660 Checking o CuarteamientoDocument9 pagesAstm d660 Checking o CuarteamientoMelissa Edith Vega ReynosoNo ratings yet
- Physical Therpay Protocols For Conditions of Neck RegionDocument74 pagesPhysical Therpay Protocols For Conditions of Neck Regionjrpsaavedra4599No ratings yet
- PumpDocument34 pagesPumpsoha89100% (1)
- Sabp G 023Document13 pagesSabp G 023Krishnamoorthy100% (1)
- RCM - Optimize Maintenance with Reliability Centred MaintenanceDocument46 pagesRCM - Optimize Maintenance with Reliability Centred MaintenanceTong Bbm100% (1)
- Reciprocating Compressor Condition Monitoring - GEDocument6 pagesReciprocating Compressor Condition Monitoring - GEBao-Phuc NguyenNo ratings yet
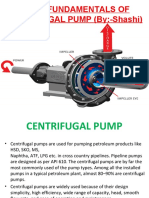
- Basic Fundamentals of CENTRIFUGAL PUMP (By:-Shashi)Document42 pagesBasic Fundamentals of CENTRIFUGAL PUMP (By:-Shashi)RaduIon100% (1)
- ISO 6860 Bend TestDocument5 pagesISO 6860 Bend Testmohamed abd eldayemNo ratings yet
- Ondition Onitoring: P - H N.SDocument39 pagesOndition Onitoring: P - H N.Sकृष्णकुमार दत्तात्रेय जोशीNo ratings yet
- Ludeca Best Practices Machinery Alignment ShimmingDocument7 pagesLudeca Best Practices Machinery Alignment ShimmingTimber RamNo ratings yet
- Centrifugal Pump - Troubleshooting MatrixDocument1 pageCentrifugal Pump - Troubleshooting MatrixSuresha Pd100% (1)
- Condition Based MaintenanceDocument14 pagesCondition Based Maintenancefarismoh100% (1)
- Trane SemiHermetic CompressorsDocument169 pagesTrane SemiHermetic CompressorsGerson RomeroNo ratings yet
- Strategy For Implementation of Condition MonitoringDocument46 pagesStrategy For Implementation of Condition Monitoringsaad_gikiNo ratings yet
- VALVES AND COMPONENTS TRAININGDocument77 pagesVALVES AND COMPONENTS TRAININGTolstoy LeoNo ratings yet
- ASTM D772-86 Grado de FlakingDocument4 pagesASTM D772-86 Grado de Flakingmasv792512No ratings yet
- MAINTENANCE MANAGEMENT GUIDEDocument63 pagesMAINTENANCE MANAGEMENT GUIDEChoirul WahyuNo ratings yet
- Maintenance Optimization of Centrifugal Pumps - A Case StudyDocument60 pagesMaintenance Optimization of Centrifugal Pumps - A Case StudyLong Nguyen50% (2)
- D16 PDFDocument8 pagesD16 PDFmohamed abd eldayemNo ratings yet
- Performance and Mechanical Running Tests of Centrifugal CompressorsDocument5 pagesPerformance and Mechanical Running Tests of Centrifugal CompressorsVicky KumarNo ratings yet
- 129772-01 Rev C 3500 40 Proximitor Monitor Module Operation and Maintenance ManualDocument154 pages129772-01 Rev C 3500 40 Proximitor Monitor Module Operation and Maintenance ManualEmadAlhosien Alhosien100% (1)
- Effects of Limited Face-to-Face Classes on Grade 11 TVL Students and TeachersDocument45 pagesEffects of Limited Face-to-Face Classes on Grade 11 TVL Students and TeachersJoseph Xyrel Malacad100% (1)
- FSD101eng FSG Seals Catalog A4Document64 pagesFSD101eng FSG Seals Catalog A4ASHOKNo ratings yet
- Introduction To RCM by L.cherifDocument37 pagesIntroduction To RCM by L.cherifKhalid Mahmood100% (1)
- Chapter (7) Pump MaintenanceDocument24 pagesChapter (7) Pump Maintenancekarioke mohaNo ratings yet
- Centrifugal Pump Axial ThrustDocument4 pagesCentrifugal Pump Axial Thrustfawmer61100% (1)
- Chapter 1 Djj50203Document29 pagesChapter 1 Djj50203Ulul AzmiNo ratings yet
- ISO 7253 Determination of Resistance To Netural Salt SprayDocument14 pagesISO 7253 Determination of Resistance To Netural Salt Spraymohamed abd eldayemNo ratings yet
- Condition Monitoring Systems (CMS)Document9 pagesCondition Monitoring Systems (CMS)termino00No ratings yet
- Fuel System D28Document4 pagesFuel System D28Ian MuhammadNo ratings yet
- Project Report On Biodegradable Plates, Glasses, Food Container, Spoon Etc.Document6 pagesProject Report On Biodegradable Plates, Glasses, Food Container, Spoon Etc.EIRI Board of Consultants and Publishers0% (1)
- ISO 15589-2 CP Pipeline TransportationDocument38 pagesISO 15589-2 CP Pipeline Transportationmohamed abd eldayemNo ratings yet
- Centrifugal Pump Failures During First Year of OperationDocument53 pagesCentrifugal Pump Failures During First Year of OperationChristian SantillanNo ratings yet
- Reliability Centred Maintenance (RCM)Document8 pagesReliability Centred Maintenance (RCM)Ashok Kumar ChahilNo ratings yet
- Write Up On PumpsDocument74 pagesWrite Up On PumpsGopal Reddy100% (1)
- Essay On Covid 19Document15 pagesEssay On Covid 19Priyanka Dubey67% (3)
- Deepanshi Jaiswal PDFDocument15 pagesDeepanshi Jaiswal PDFDeepanshi JaiswalNo ratings yet
- Rod Load Calculations and Definitions For Reciprocating Compressor MonitoringDocument8 pagesRod Load Calculations and Definitions For Reciprocating Compressor MonitoringbilalNo ratings yet
- Global Chlor - Alkali Market Statistics Update June 16 2014Document31 pagesGlobal Chlor - Alkali Market Statistics Update June 16 2014diego_cáceres_30No ratings yet
- SpokenEnglish Section1 TheSoundSystemOfEnglishDocument132 pagesSpokenEnglish Section1 TheSoundSystemOfEnglishRaj Yash100% (1)
- Prosecution and elements of crimes under Philippine lawsDocument14 pagesProsecution and elements of crimes under Philippine lawsNoel Cagigas FelongcoNo ratings yet
- 4.10 Shaft SealingDocument11 pages4.10 Shaft SealingSandi AslanNo ratings yet
- Maintenance & Operation of Rotating MachineryDocument3 pagesMaintenance & Operation of Rotating MachineryElsayed AmerNo ratings yet
- Research and Innovations For Continuous Miner's Cutting Head, For Efficient Cutting Process of Rock/CoalDocument12 pagesResearch and Innovations For Continuous Miner's Cutting Head, For Efficient Cutting Process of Rock/CoalKarthii Aju100% (1)
- Condition Monitoring: Functional Failure Is Either About To Occur or Is in The ProcessDocument70 pagesCondition Monitoring: Functional Failure Is Either About To Occur or Is in The Processmind2008No ratings yet
- Let's Talk About How They Compress AirDocument6 pagesLet's Talk About How They Compress AirrahulNo ratings yet
- Persatuan Insinyur Indonesia (PII) Badan Koordinasi Mesin (BKM)Document19 pagesPersatuan Insinyur Indonesia (PII) Badan Koordinasi Mesin (BKM)HaryadiNo ratings yet
- Pump & Air Compressor Piping Design RulesDocument24 pagesPump & Air Compressor Piping Design RulesDeven SutharNo ratings yet
- Machine Condition Monitoring and Fault DiagnosticsDocument28 pagesMachine Condition Monitoring and Fault Diagnosticsزيد فؤاد اليافعيNo ratings yet
- ROTALIGN Ultra Shaft Handbook ALI 9.855 01 12 en Web PDFDocument176 pagesROTALIGN Ultra Shaft Handbook ALI 9.855 01 12 en Web PDFDan-jones TudziNo ratings yet
- AFT XStream Data SheetDocument2 pagesAFT XStream Data SheetdelitesoftNo ratings yet
- Gearbox Vibration - Fact or FictionDocument9 pagesGearbox Vibration - Fact or Fictioneko bagus sunaryoNo ratings yet
- Chapter 5 Types of Maintenance Programs:, QwurgxfwlrqDocument9 pagesChapter 5 Types of Maintenance Programs:, QwurgxfwlrqSakshi BansalNo ratings yet
- Condition Based MaintenanceDocument23 pagesCondition Based MaintenanceAnkur SharmaNo ratings yet
- Rotating 2Document18 pagesRotating 2rafieeNo ratings yet
- RCM Success of LIRR and MNR M7 Fleet Maintenance ProgramDocument11 pagesRCM Success of LIRR and MNR M7 Fleet Maintenance ProgramCepi Sindang KamulanNo ratings yet
- Specific Cathodic Disbonding of Pipeline Coatings: Standard Test Method ForDocument5 pagesSpecific Cathodic Disbonding of Pipeline Coatings: Standard Test Method Formohamed abd eldayemNo ratings yet
- Caregiving Learning Activity SheetDocument7 pagesCaregiving Learning Activity SheetJuvy Lyn Conda100% (5)
- Fundamentals of VibrationDocument99 pagesFundamentals of Vibrationjide.atolagbe3737No ratings yet
- Pumps ChecklistDocument3 pagesPumps ChecklistRaouf AbdelmonemNo ratings yet
- Api StandartDocument2 pagesApi Standartyg89No ratings yet
- Hot Isotactic Processing (Hip) : Mehmet Can HATİBOĞLUDocument18 pagesHot Isotactic Processing (Hip) : Mehmet Can HATİBOĞLUthesecretgardenscatNo ratings yet
- Calculation of Overspeed Trip Mechanism Linkage ForcesDocument34 pagesCalculation of Overspeed Trip Mechanism Linkage ForcesJhon DonNo ratings yet
- Tubular Casing Pumps by KSBDocument16 pagesTubular Casing Pumps by KSBGogy0% (1)
- Plant Maintenance What Makes An Award Winning PDM Program 1615860831Document63 pagesPlant Maintenance What Makes An Award Winning PDM Program 1615860831Muhtiar DarjaNo ratings yet
- NuggetsDocument202 pagesNuggetsfazzlieNo ratings yet
- Fmea Vs Fracas Vs RcaDocument5 pagesFmea Vs Fracas Vs RcaVinay Garg100% (1)
- TPMDocument32 pagesTPMvignesh_sundaresan_1No ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- CH 4Document63 pagesCH 4girma workuNo ratings yet
- G 20Document3 pagesG 20Grato Jr SingcoNo ratings yet
- D1014 PDFDocument3 pagesD1014 PDFmohamed abd eldayemNo ratings yet
- Astm G 12Document2 pagesAstm G 12JORGE ARTURO TORIBIO HUERTANo ratings yet
- G95-87 Standard Test MethodDocument4 pagesG95-87 Standard Test MethodandresjypNo ratings yet
- Cathodic Disbonding of Pipeline Coatings Subjected To Elevated TemperaturesDocument8 pagesCathodic Disbonding of Pipeline Coatings Subjected To Elevated Temperaturesmohamed abd eldayemNo ratings yet
- Evaluating Pipeline Coating Patch Materials: Standard Test Method ForDocument5 pagesEvaluating Pipeline Coating Patch Materials: Standard Test Method Formohamed abd eldayemNo ratings yet
- Cathodic Disbonding Test of Pipeline Coating G95-87Document4 pagesCathodic Disbonding Test of Pipeline Coating G95-87mohamed abd eldayemNo ratings yet
- Astm G-11Document3 pagesAstm G-11Alper Bas100% (2)
- AstmDocument3 pagesAstmmohamed abd eldayemNo ratings yet
- AstmDocument5 pagesAstmmohamed abd eldayemNo ratings yet
- AstmDocument9 pagesAstmmohamed abd eldayemNo ratings yet
- Disbonding of Pipeline Coating G19-88 PDFDocument4 pagesDisbonding of Pipeline Coating G19-88 PDFmohamed abd eldayemNo ratings yet
- Iso 3868 PDFDocument6 pagesIso 3868 PDFmohamed abd eldayemNo ratings yet
- Astm G-6Document4 pagesAstm G-6Alper Bas100% (1)
- Iso 2411 PDFDocument18 pagesIso 2411 PDFmohamed abd eldayemNo ratings yet
- Iso 2411 PDFDocument18 pagesIso 2411 PDFmohamed abd eldayemNo ratings yet
- AstmDocument4 pagesAstmmohamed abd eldayemNo ratings yet
- Spirits of Turpentine: Standard Specification ForDocument2 pagesSpirits of Turpentine: Standard Specification ForWilfredoCaveroCarrascoNo ratings yet
- IsoDocument6 pagesIsomohamed abd eldayemNo ratings yet
- ISO 6860 Bend Test PDFDocument5 pagesISO 6860 Bend Test PDFmohamed abd eldayemNo ratings yet
- ISO 11127-7 Determination of Water-Soluble ChloridesDocument7 pagesISO 11127-7 Determination of Water-Soluble Chloridesmohamed abd eldayemNo ratings yet
- ISO 9001 Quality ManagementDocument32 pagesISO 9001 Quality Managementmohamed abd eldayemNo ratings yet
- ASP Quarterly Report FormsDocument16 pagesASP Quarterly Report FormsMaria Rosario GeronimoNo ratings yet
- Bioreactor For Air Pollution ControlDocument6 pagesBioreactor For Air Pollution Controlscarmathor90No ratings yet
- Laccase Mediator Pretreatment of Wheat StrawDocument15 pagesLaccase Mediator Pretreatment of Wheat StrawMeyerling RandfordNo ratings yet
- Writing About Emotional Experiences As A Therapeutic Process PDFDocument6 pagesWriting About Emotional Experiences As A Therapeutic Process PDFOscarNo ratings yet
- Work, Energy Power RevDocument31 pagesWork, Energy Power RevRency Micaella CristobalNo ratings yet
- 2016 Ruptured Pseudoaneurysm of The Middle Meningeal ArteryDocument5 pages2016 Ruptured Pseudoaneurysm of The Middle Meningeal ArteryJulio Cesar Velasco CastroNo ratings yet
- 2013 - Sara E. TraceDocument35 pages2013 - Sara E. TraceDewi WulandariNo ratings yet
- Coffee Master Program Flashcards - QuizletDocument23 pagesCoffee Master Program Flashcards - QuizletmuuayliiNo ratings yet
- Surgical Item - Price ListDocument2 pagesSurgical Item - Price ListRamnish MishraNo ratings yet
- Sample MCQ Mec201Document10 pagesSample MCQ Mec201UjjalKalitaNo ratings yet
- Cobb 500 PDFDocument14 pagesCobb 500 PDFNeil Ryan100% (1)
- 4a. PAE Ch-4a. Project-AnalysisDocument15 pages4a. PAE Ch-4a. Project-AnalysisProf. Dr. Anbalagan ChinniahNo ratings yet
- McDonlads Vs Burger KingDocument6 pagesMcDonlads Vs Burger KingSamuel Tyre Jr.No ratings yet
- (Distracted Subjects) CHAPTER 2. Reading The Language of Distraction - Hamlet, Macbeth, King LearDocument23 pages(Distracted Subjects) CHAPTER 2. Reading The Language of Distraction - Hamlet, Macbeth, King LearLCAP ConsultingNo ratings yet
- Rendemen Dan Skrining Fitokimia Pada Ekstrak DaunDocument6 pagesRendemen Dan Skrining Fitokimia Pada Ekstrak DaunArdya YusidhaNo ratings yet
- Coa Polivinilpirrolidona K-90 (PVP K-90) Lote 20221019Document1 pageCoa Polivinilpirrolidona K-90 (PVP K-90) Lote 20221019Ives AlbarracinNo ratings yet
- Annex C Olp On The RoadDocument7 pagesAnnex C Olp On The RoadCabanglasanfs OLPNo ratings yet
- Nothing But The Truth D2Document89 pagesNothing But The Truth D2Jamie Nicholas100% (1)
- AMGG-S - 1 - Environmental Safeguard Monitoring - 25.03.2021Document48 pagesAMGG-S - 1 - Environmental Safeguard Monitoring - 25.03.2021Mahidul Islam RatulNo ratings yet
- Archives of Oral Biology 100 (2019) 42-48Document7 pagesArchives of Oral Biology 100 (2019) 42-48pedro cuellar proNo ratings yet
- A Humanistic Approach To Medical PracticeDocument3 pagesA Humanistic Approach To Medical PracticeFilipos ConstantinNo ratings yet