You might also like
- Casing Running and Drilling ToolsDocument33 pagesCasing Running and Drilling Toolsfffggg777No ratings yet
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- Wellbore Skematic DrawingsDocument75 pagesWellbore Skematic DrawingsJoy GNo ratings yet
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsFrom EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNo ratings yet
- 9-Drilling Fluids & Rig HydraulicsDocument48 pages9-Drilling Fluids & Rig HydraulicsazizsarshoghNo ratings yet
- Kill Sheet: Prerecorded Infromation Pump Strokes RequiredDocument16 pagesKill Sheet: Prerecorded Infromation Pump Strokes RequiredAbdul Hameed OmarNo ratings yet
- Spe 196232 MSDocument18 pagesSpe 196232 MShijoetigreNo ratings yet
- Rules of Thumb To Improve High-Angle Hole CleaningDocument29 pagesRules of Thumb To Improve High-Angle Hole CleaningjalalNo ratings yet
- Annular Pressure Loss AnalysisDocument26 pagesAnnular Pressure Loss AnalysisDhruv DasNo ratings yet
- Freeing Stuck Pipe Probability and FishingDocument7 pagesFreeing Stuck Pipe Probability and Fishingvelayati_aNo ratings yet
- Section05 - Routine Drilling OperationsDocument31 pagesSection05 - Routine Drilling OperationsMohamed ElshoraNo ratings yet
- Shts & RPSB, HPSRDocument8 pagesShts & RPSB, HPSRAyman100% (1)
- Best Practice in Understanding and Managing Lost Circulation Challenges PDFDocument8 pagesBest Practice in Understanding and Managing Lost Circulation Challenges PDFnguyenhuutruong100No ratings yet
- Hole Cleaning: Downhole Motors in Deviated WellsDocument13 pagesHole Cleaning: Downhole Motors in Deviated WellsJairo CortesNo ratings yet
- Hydraulics Worksheet: Drill Pipe Drill CollarsDocument4 pagesHydraulics Worksheet: Drill Pipe Drill Collarsmade hNo ratings yet
- Plugbak Sidetracks - Open HoleDocument5 pagesPlugbak Sidetracks - Open HoleAdel Ahmed AlkhaligyNo ratings yet
- Annular Velocity TheoryDocument2 pagesAnnular Velocity TheoryMohitTagotraNo ratings yet
- NBR-575 Operation Game Plan HRDH-1201 Running 4 '' Completion Nov 18, 2014 To: RM/NTP, DR, Ad, Me, Baker Eng, Franks. Al-Mansori S/LDocument2 pagesNBR-575 Operation Game Plan HRDH-1201 Running 4 '' Completion Nov 18, 2014 To: RM/NTP, DR, Ad, Me, Baker Eng, Franks. Al-Mansori S/LMohamed Abozeima100% (1)
- Drilling FluidsDocument19 pagesDrilling FluidsBenjamin HaganNo ratings yet
- DRILPLEX - Casing MillingDocument5 pagesDRILPLEX - Casing MillingPablo Martínez BerenguerNo ratings yet
- Drill String DesignDocument1 pageDrill String DesignmalikshababNo ratings yet
- Bit HydraulicsDocument11 pagesBit HydraulicstibismtxNo ratings yet
- Halliburton: VR Safety JointDocument2 pagesHalliburton: VR Safety Jointsaeed65No ratings yet
- Drilling Problem Bit Balling in Surface Hole: Sonatrach - Hassi MessaoudDocument8 pagesDrilling Problem Bit Balling in Surface Hole: Sonatrach - Hassi MessaoudSlim.BNo ratings yet
- Drilling Solutions CatalogDocument15 pagesDrilling Solutions Catalogعلی محمودیNo ratings yet
- BHA Tally: Customer: Well Name: Job Number: Drillstring IADC Rig BHA# 0100 Run# 100Document2 pagesBHA Tally: Customer: Well Name: Job Number: Drillstring IADC Rig BHA# 0100 Run# 100Animesh ChoudharyNo ratings yet
- Santos 7'' HPC and TAMCAP Assembly - Running Procedure - Rev.3Document13 pagesSantos 7'' HPC and TAMCAP Assembly - Running Procedure - Rev.3TonyNo ratings yet
- Off-Bottom Drilling PracticesDocument3 pagesOff-Bottom Drilling PracticesAdel Ahmed AlkhaligyNo ratings yet
- Dynamic Low Choke High Quality PDFDocument4 pagesDynamic Low Choke High Quality PDFWCGNo ratings yet
- Successfully Drills Through Total Losses Zones, Saves 17.6 DaysDocument2 pagesSuccessfully Drills Through Total Losses Zones, Saves 17.6 DaysAriel Della TorreNo ratings yet
- Bit GradingDocument17 pagesBit GradingnugratamaNo ratings yet
- DiverterDocument1 pageDiverterjsarmaNo ratings yet
- Wellbore Skematic DrawingsDocument74 pagesWellbore Skematic DrawingsMino MinoNo ratings yet
- Gas MigrationDocument42 pagesGas Migrationmoussa mrzg100% (1)
- Alaska Drilling and Wells Recommended Practice: Lost CirculationDocument4 pagesAlaska Drilling and Wells Recommended Practice: Lost CirculationAdel Ahmed AlkhaligyNo ratings yet
- Cement Balance PlugDocument2 pagesCement Balance PlugEmersonJParedesNo ratings yet
- Annular Pressure LossDocument2 pagesAnnular Pressure LossHenry BritoNo ratings yet
- PeroforacionDocument35 pagesPeroforacionDaniel DelgadoNo ratings yet
- Cavins Double Action Tubing PumpDocument2 pagesCavins Double Action Tubing PumpHassan KhalidNo ratings yet
- CMT Programm Spd18a-07 - 3Document9 pagesCMT Programm Spd18a-07 - 3nabiNo ratings yet
- Drilling BHA - General AssemblyDocument3 pagesDrilling BHA - General AssemblyAdel Ahmed AlkhaligyNo ratings yet
- UL G 9-46 Unit #2H WBD PDFDocument7 pagesUL G 9-46 Unit #2H WBD PDFMilad Ebrahimi DastgerdiNo ratings yet
- Hard Shut-In Procedure - Drilling Fixed RigDocument6 pagesHard Shut-In Procedure - Drilling Fixed RigLetterio MammolitiNo ratings yet
- Double Acting Hydraulic Drilling JarDocument10 pagesDouble Acting Hydraulic Drilling JarDanciulescu Mircea GabrielNo ratings yet
- BHA Components Rupo CDocument1 pageBHA Components Rupo CJimmy JohnsNo ratings yet
- Tric Dull Grade SIIDocument57 pagesTric Dull Grade SIICamila Palacios100% (1)
- 05 Trip Sheet - IPM - QuartzDocument7 pages05 Trip Sheet - IPM - QuartzRebarNo ratings yet
- Downhole ProblemsDocument15 pagesDownhole Problemsnasr yassinNo ratings yet
- Casing Cutting Procedure - WFDDocument5 pagesCasing Cutting Procedure - WFDprateek132106No ratings yet
- 3 ", 5 ", 8 " & 11 " Pipe Cutter With Knife Return System: Operating InstructionsDocument23 pages3 ", 5 ", 8 " & 11 " Pipe Cutter With Knife Return System: Operating InstructionsRazvan RaduNo ratings yet
- RTTS Circulating ValveDocument2 pagesRTTS Circulating ValveHamid Reza BabaeiNo ratings yet
- Rilling Ngineering Course (2 Ed.)Document43 pagesRilling Ngineering Course (2 Ed.)MarcoNo ratings yet
- Geothermal Well Design PDFDocument7 pagesGeothermal Well Design PDFLaurencius YanuarNo ratings yet
- Formation Pressure For Well DesignDocument20 pagesFormation Pressure For Well DesignadeniyiNo ratings yet
- PDC BitsDocument75 pagesPDC Bitsamin peyvand100% (1)
- BOP TrainingDocument83 pagesBOP TrainingMiguel Angel Marenco MonteroNo ratings yet
- 003 Casing & Tubing Hanger PDFDocument4 pages003 Casing & Tubing Hanger PDFalaliali88No ratings yet
- Theory Slides 1Document82 pagesTheory Slides 1Eslam IsmaeelNo ratings yet
- 04-LEK 1050 - 9.625 Casing & Cement Adjusted For HALL Stage ToolDocument5 pages04-LEK 1050 - 9.625 Casing & Cement Adjusted For HALL Stage ToolDrilling Engineering ChannelNo ratings yet
- Writing Academic Essays @ieltsieltsDocument23 pagesWriting Academic Essays @ieltsieltsJosue FishNo ratings yet
- IEC 584-2-1989, Thermocouples, Tolerances PDFDocument18 pagesIEC 584-2-1989, Thermocouples, Tolerances PDFJosue FishNo ratings yet
- Jis Z2352-2010 PDFDocument32 pagesJis Z2352-2010 PDFJosue Fish50% (2)
- Sub-Spec 023 - Tenaris DSTJ, WT™Document4 pagesSub-Spec 023 - Tenaris DSTJ, WT™Josue FishNo ratings yet
- SS026 Wired Drill String Electrical Inspection NS2 PDFDocument1 pageSS026 Wired Drill String Electrical Inspection NS2 PDFJosue FishNo ratings yet
- Routine IeltsDocument2 pagesRoutine IeltsJosue FishNo ratings yet
- IELTS Daily Planner PDFDocument1 pageIELTS Daily Planner PDFJosue FishNo ratings yet
- Table 12b: Used HWDP Dimensional Acceptance Criteria - Grant Prideco DSDocument1 pageTable 12b: Used HWDP Dimensional Acceptance Criteria - Grant Prideco DSJosue FishNo ratings yet
- Sub-Spec 022 - Vam CDS, EIS, VAM Express: Visual InspectionDocument3 pagesSub-Spec 022 - Vam CDS, EIS, VAM Express: Visual InspectionJosue FishNo ratings yet
- Table 12c: Used HWDP Dimensional Acceptance Criteria - Grant Prideco TTDocument1 pageTable 12c: Used HWDP Dimensional Acceptance Criteria - Grant Prideco TTJosue FishNo ratings yet
- Table 13a: Bevel Diameters On BHA Bit Box ConnectionsDocument1 pageTable 13a: Bevel Diameters On BHA Bit Box ConnectionsJosue FishNo ratings yet
- T12 Rev1 Used HWDP and Connection Dimensional Acceptance Criteria NS2Document1 pageT12 Rev1 Used HWDP and Connection Dimensional Acceptance Criteria NS2Josue FishNo ratings yet
- Sub-Spec 027 - DP Master DS, MT and High Torque PAC: Visual InspectionDocument3 pagesSub-Spec 027 - DP Master DS, MT and High Torque PAC: Visual InspectionJosue FishNo ratings yet
- Table 12a: Used HWDP Dimensional Acceptance Criteria - Grant Prideco XTDocument1 pageTable 12a: Used HWDP Dimensional Acceptance Criteria - Grant Prideco XTJosue FishNo ratings yet
- Well InterventionDocument83 pagesWell InterventionJosue FishNo ratings yet
- Table 2: Inspection Equipment Calibration FrequencyDocument1 pageTable 2: Inspection Equipment Calibration FrequencyJosue FishNo ratings yet
- Table 5: Requirements For Drill Pipe Inspection ReportingDocument1 pageTable 5: Requirements For Drill Pipe Inspection ReportingJosue FishNo ratings yet
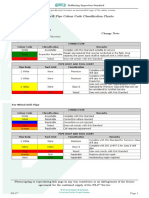
- T4 Drill Pipe Colour Code Classification Chart NS2Document1 pageT4 Drill Pipe Colour Code Classification Chart NS2Josue Fish100% (2)
- Chapter 2: Casing DesignDocument63 pagesChapter 2: Casing DesignJosue FishNo ratings yet
- T3 Bottomhole Assembly Colour Code Classification Chart NS2Document1 pageT3 Bottomhole Assembly Colour Code Classification Chart NS2Josue FishNo ratings yet
- Sonatrach Casing DesignDocument8 pagesSonatrach Casing DesignJosue FishNo ratings yet
- Well-Test Pressure Data Using Duhameps Principle ,: Analysis of Variable-RateDocument17 pagesWell-Test Pressure Data Using Duhameps Principle ,: Analysis of Variable-RateJosue FishNo ratings yet
- Weight On Bit - WOBDocument10 pagesWeight On Bit - WOBJosue FishNo ratings yet
- Rop PredictionsDocument197 pagesRop PredictionsJosue FishNo ratings yet
- Harris Martin.-English Phonemic Chart PDFDocument1 pageHarris Martin.-English Phonemic Chart PDFJosue FishNo ratings yet
- Table B.1 BP Amoco Minimum Casing Design Factors: Design Criteria Service Loads CasingsDocument4 pagesTable B.1 BP Amoco Minimum Casing Design Factors: Design Criteria Service Loads CasingsJosue FishNo ratings yet
- Formulas Well ControlDocument6 pagesFormulas Well ControlJosue FishNo ratings yet
- Tfa Essay RubricDocument1 pageTfa Essay Rubricapi-448269753No ratings yet
- What Enables Close Relationships?Document14 pagesWhat Enables Close Relationships?Clexandrea Dela Luz CorpuzNo ratings yet
- Bibliography of Loyalist Source MaterialDocument205 pagesBibliography of Loyalist Source MaterialNancyNo ratings yet
- Mis 2023Document62 pagesMis 2023Ana Mae MunsayacNo ratings yet
- Norman 2017Document7 pagesNorman 2017Lee HaeunNo ratings yet
- Fabre, Intro To Unfinished Quest of Richard WrightDocument9 pagesFabre, Intro To Unfinished Quest of Richard Wrightfive4booksNo ratings yet
- Edward William Lane's Lexicon - Volume 7 - Page 186 To 277Document92 pagesEdward William Lane's Lexicon - Volume 7 - Page 186 To 277Serge BièvreNo ratings yet
- Winifred Breines The Trouble Between Us An Uneasy History of White and Black Women in The Feminist MovementDocument279 pagesWinifred Breines The Trouble Between Us An Uneasy History of White and Black Women in The Feminist MovementOlgaNo ratings yet
- Contract Law: Offer & Acceptance CasesDocument8 pagesContract Law: Offer & Acceptance CasesAudrey JongNo ratings yet
- 100 Commonly Asked Interview QuestionsDocument6 pages100 Commonly Asked Interview QuestionsRaluca SanduNo ratings yet
- Statistical TestsDocument47 pagesStatistical TestsUche Nwa ElijahNo ratings yet
- CB Insights Venture Report 2021Document273 pagesCB Insights Venture Report 2021vulture212No ratings yet
- Present Tenses ReviewDocument6 pagesPresent Tenses ReviewRamona DinuNo ratings yet
- Project Dayan PrathaDocument29 pagesProject Dayan PrathaSHREYA KUMARINo ratings yet
- HSE Matrix PlanDocument5 pagesHSE Matrix Planवात्सल्य कृतार्थ100% (1)
- 08 Night 09 Days Ujjain & Omkareshwar Tour Package - Travel HuntDocument5 pages08 Night 09 Days Ujjain & Omkareshwar Tour Package - Travel HuntsalesNo ratings yet
- PSychoyos Semiotica LibreDocument68 pagesPSychoyos Semiotica Librebu1969No ratings yet
- IOSH Managing Safely Leaflet For Training ProvidersDocument6 pagesIOSH Managing Safely Leaflet For Training ProvidersShakil Ahmad AligNo ratings yet
- Mee2006 QaDocument80 pagesMee2006 QaJames Stallins Jr.100% (1)
- Sample File: A of TheDocument6 pagesSample File: A of TheMegan KennedyNo ratings yet
- DLL Template MathDocument3 pagesDLL Template MathVash Mc GregorNo ratings yet
- Lost Secrets of Baseball HittingDocument7 pagesLost Secrets of Baseball HittingCoach JPNo ratings yet
- 01 History of Grammatical StudyDocument9 pages01 History of Grammatical StudyRomanNo ratings yet
- Effect of Employee Loyalty On Customer S PDFDocument37 pagesEffect of Employee Loyalty On Customer S PDFShailendra DasariNo ratings yet
- Supply Chain Analytics For DummiesDocument69 pagesSupply Chain Analytics For DummiesUday Kiran100% (7)
- BEM - Mandatory CoursesDocument4 pagesBEM - Mandatory CoursesmohdrashdansaadNo ratings yet
- Read Chapter 4 Minicase: Fondren Publishing, Inc. From The Sales Force Management Textbook by Mark W. Johnston & Greg W. MarshallDocument1 pageRead Chapter 4 Minicase: Fondren Publishing, Inc. From The Sales Force Management Textbook by Mark W. Johnston & Greg W. MarshallKJRNo ratings yet
- SWOT ANALYSIS - TitleDocument9 pagesSWOT ANALYSIS - TitleAlexis John Altona BetitaNo ratings yet
- Appendix H Sample of Coded Transcript PDFDocument21 pagesAppendix H Sample of Coded Transcript PDFWahib LahnitiNo ratings yet
- Excel Essentials: A Step-by-Step Guide with Pictures for Absolute Beginners to Master the Basics and Start Using Excel with ConfidenceFrom EverandExcel Essentials: A Step-by-Step Guide with Pictures for Absolute Beginners to Master the Basics and Start Using Excel with ConfidenceNo ratings yet
- Grokking Algorithms: An illustrated guide for programmers and other curious peopleFrom EverandGrokking Algorithms: An illustrated guide for programmers and other curious peopleRating: 4 out of 5 stars4/5 (16)
- Learn Python Programming for Beginners: Best Step-by-Step Guide for Coding with Python, Great for Kids and Adults. Includes Practical Exercises on Data Analysis, Machine Learning and More.From EverandLearn Python Programming for Beginners: Best Step-by-Step Guide for Coding with Python, Great for Kids and Adults. Includes Practical Exercises on Data Analysis, Machine Learning and More.Rating: 5 out of 5 stars5/5 (34)
- Python for Beginners: A Crash Course Guide to Learn Python in 1 WeekFrom EverandPython for Beginners: A Crash Course Guide to Learn Python in 1 WeekRating: 4.5 out of 5 stars4.5/5 (7)
- Once Upon an Algorithm: How Stories Explain ComputingFrom EverandOnce Upon an Algorithm: How Stories Explain ComputingRating: 4 out of 5 stars4/5 (43)
- Microsoft 365 Guide to Success: 10 Books in 1 | Kick-start Your Career Learning the Key Information to Master Your Microsoft Office Files to Optimize Your Tasks & Surprise Your Colleagues | Access, Excel, OneDrive, Outlook, PowerPoint, Word, Teams, etc.From EverandMicrosoft 365 Guide to Success: 10 Books in 1 | Kick-start Your Career Learning the Key Information to Master Your Microsoft Office Files to Optimize Your Tasks & Surprise Your Colleagues | Access, Excel, OneDrive, Outlook, PowerPoint, Word, Teams, etc.Rating: 5 out of 5 stars5/5 (2)
- Blockchain Basics: A Non-Technical Introduction in 25 StepsFrom EverandBlockchain Basics: A Non-Technical Introduction in 25 StepsRating: 4.5 out of 5 stars4.5/5 (24)
- Understanding Software: Max Kanat-Alexander on simplicity, coding, and how to suck less as a programmerFrom EverandUnderstanding Software: Max Kanat-Alexander on simplicity, coding, and how to suck less as a programmerRating: 4.5 out of 5 stars4.5/5 (44)
- How to Make a Video Game All By Yourself: 10 steps, just you and a computerFrom EverandHow to Make a Video Game All By Yourself: 10 steps, just you and a computerRating: 5 out of 5 stars5/5 (1)
- Clean Code: A Handbook of Agile Software CraftsmanshipFrom EverandClean Code: A Handbook of Agile Software CraftsmanshipRating: 5 out of 5 stars5/5 (13)
- Python Machine Learning - Third Edition: Machine Learning and Deep Learning with Python, scikit-learn, and TensorFlow 2, 3rd EditionFrom EverandPython Machine Learning - Third Edition: Machine Learning and Deep Learning with Python, scikit-learn, and TensorFlow 2, 3rd EditionRating: 5 out of 5 stars5/5 (2)
- Microsoft Excel Guide for Success: Transform Your Work with Microsoft Excel, Unleash Formulas, Functions, and Charts to Optimize Tasks and Surpass Expectations [II EDITION]From EverandMicrosoft Excel Guide for Success: Transform Your Work with Microsoft Excel, Unleash Formulas, Functions, and Charts to Optimize Tasks and Surpass Expectations [II EDITION]Rating: 5 out of 5 stars5/5 (2)
- Python Programming For Beginners: Learn The Basics Of Python Programming (Python Crash Course, Programming for Dummies)From EverandPython Programming For Beginners: Learn The Basics Of Python Programming (Python Crash Course, Programming for Dummies)Rating: 5 out of 5 stars5/5 (1)
- Microsoft PowerPoint Guide for Success: Learn in a Guided Way to Create, Edit & Format Your Presentations Documents to Visual Explain Your Projects & Surprise Your Bosses And Colleagues | Big Four Consulting Firms MethodFrom EverandMicrosoft PowerPoint Guide for Success: Learn in a Guided Way to Create, Edit & Format Your Presentations Documents to Visual Explain Your Projects & Surprise Your Bosses And Colleagues | Big Four Consulting Firms MethodRating: 5 out of 5 stars5/5 (3)
- Software Engineering at Google: Lessons Learned from Programming Over TimeFrom EverandSoftware Engineering at Google: Lessons Learned from Programming Over TimeRating: 4 out of 5 stars4/5 (11)
- A Slackers Guide to Coding with Python: Ultimate Beginners Guide to Learning Python QuickFrom EverandA Slackers Guide to Coding with Python: Ultimate Beginners Guide to Learning Python QuickNo ratings yet
- What Algorithms Want: Imagination in the Age of ComputingFrom EverandWhat Algorithms Want: Imagination in the Age of ComputingRating: 3.5 out of 5 stars3.5/5 (41)
- Coders at Work: Reflections on the Craft of ProgrammingFrom EverandCoders at Work: Reflections on the Craft of ProgrammingRating: 4 out of 5 stars4/5 (151)
- Fun Games with Scratch 3.0: Learn to Design High Performance, Interactive Games in Scratch (English Edition)From EverandFun Games with Scratch 3.0: Learn to Design High Performance, Interactive Games in Scratch (English Edition)No ratings yet