Professional Documents
Culture Documents
Mant Preventivo Chucarapi en Formato
Uploaded by
Angel SuarezOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Mant Preventivo Chucarapi en Formato
Uploaded by
Angel SuarezCopyright:
Available Formats
MANUAL DE MANTENIMIENTO PREVENTIVO
GF-PR-P01
APLICADO A LA INDUSTRIA AZUCARERA V01
PROYECTO DE DESARROLLO
INDUSTRIAL CHUCARAPI S.A.
MANUAL DE MANTENIMIENTO PREVENTIVO
APLICADO A LA INDUSTRIA AZUCARERA
ELABORADO POR:
ANGELSUAREZ RAMOS
Ingeniero Químico
Octubre del 2016, Perú
HECHO POR: REVISADO POR APROBADO POR
Jefe de Producción Gerente de Fabrica Gerencia General
Ingeniero Ángel Suárez Ramos
31 de Octubre del 2009 GF-FA-P01 V01 Página 1 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
INDICE
Contenido
1. INTRODUCCION...........................................................................................................2
2. OBJETIVO GENERAL....................................................................................................3
2.1 OBJETIVOS ESPECÍFICOS........................................................................................3
3. ALCANCE Y LIMITACIONES.........................................................................................3
4. JUSTIFICACION............................................................................................................3
5. IDENTIDAD E HISTORIA...............................................................................................4
6. MISION Y VISION..........................................................................................................4
7. ORGANIGRAMA DE LA EMPRESA...............................................................................4
8. ORGANIGRAMA DEL DEPARTAMENTO DE MANTENIMIENTO.................................5
9. FUNDAMENTOS TEORICOS........................................................................................5
9.1 PROBLEMA.................................................................................................................5
9.2 Conceptos Básicos.......................................................................................................6
9.3 Tareas “A CONDICIÓN”.................................................................................................7
9.3.1 Tareas Basadas en Condición (Mantenimiento Predictivo).........................................7
9.3.2 Tareas de Reacondicionamiento Cíclico y Sustitución Cíclica....................................8
9.4 Parámetros para control de estado...............................................................................8
9.5 Equipos dinámicos........................................................................................................9
9.5.1 Equipos estáticos.....................................................................................................10
9.6 Mantenimiento Predictivo VENTAJAS Y DESVENTAJAS............................................10
9.7 NATURALEZA Y CLASIFICACIÓN DE LOS EQUIPOS..............................................11
9.8 INVENTARIO DE EQUIPOS........................................................................................11
9.9 PROGRAMA DE MANTENIMIENTO..........................................................................12
9.9.1 PROCESO DE PRODUCCIÓN…………………………............................................12
9.9.2 TÉCNICAS PARA EL ANÁLISIS DE VIBRACIONES...............................................13
9.9.3 EQUIPOS CRITICOS EN LOS INGENIOS AZUCAREROS....................................13
9.9.4 PROGRAMA DE MANTENIMI PREDICTIVO EN ANÁLISIS DE VIBRACIONES.....14
9.10 PROCESO DE PLANTA............................................................................................15
10. FUNDAMENTO TECNICO..........................................................................................18
10.1 LAS MAQUINAS Y LAS VIBRACIONES..................................................................18
10.2 EFECTOS DE LAS VIBRACIONES MECÁNICAS....................................................19
10.3 DESCRIPCIÓN DEL PROCESO PARA EL ANÁLISIS DE VIBRACIONES................20
10.4 EQUIPOS CRÍTICOS EN LOS INGENIOS AZUCAREROS......................................21
10.5 SELECCIÓN DE EQUIPOS......................................................................................21
10.6 ELABORACIÓN DE LA MATRIZ DE CRITICIDAD...................................................22
10.7 SELECCIÓN DE TÉCNICA PREDICTIVA PARA CADA EQUIPO DE LA PLANTA.. .23
10.8 Normas de severidad...............................................................................................25
10.9 INSPECCIONES PARA EL MANTENIMIENTO........................................................26
10.9.1 INSPECCIONES VISUALES Y LECTURA DE INDICADORES……………………. 26
10.10 Cálculo para la frecuencia de inspección de mantenimiento predictivo..................29
10.11 Factor de costo........................................................................................................29
10.12 Factor de falla..........................................................................................................30
10.13 Factor de Ajuste......................................................................................................30
11. RESUMEN................................................................................................................... 31
12. Conclusiones............................................................................................................... 31
13. RECOMENDACIONES...............................................................................................32
14. Bibliografía.................................................................................................................. 33
15. ANEXOS..................................................................................................................... 33
31 de Octubre del 2009 GF-PR-P01 V01 Página 2 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
1. INTRODUCCION
La agroindustria azucarera es uno de los sectores más importantes del sector agropecuario y
de la economía del Perú. Actualmente en el país existen varios ingenios azucareros, la cual vela
por el estricto cumplimiento de los tratados y convenios nacionales e internacionales sobre el
azúcar, mieles y derivados. Su objetivo primordial es promover y fortalecer la Agroindustria del
Azúcar y sus derivados, fomentando la armonía, eficiencia y productividad de sus asociados,
contribuyendo así al desarrollo económico y social del Perú. Otro rubro derivado de la
producción de azúcar, es la generación de energía eléctrica, a partir de bagazo de caña,
permite que los ingenios sean capaces de suplir su demanda de energía para la producción de
azúcar.
La rutina o ciclo de operación de un ingenio azucarero se repite a lo largo del año, este se
puede dividir en las siguientes etapas: periodo de zafra, cierre de zafra, periodo de
mantenimiento y pruebas a equipos.
Dentro del sector productivo el departamento de mantenimiento juega un papel importante en la
producción ya que de él se desprende que la empresa sea productiva y que sus máquinas sean
confiables o no , pero desgraciadamente en la realidad las empresas no le dan la importancia ni los
recursos necesarios para aplicar un mantenimiento eficaz es por eso que de ahí se desprenden grandes
problemas en la calidad y disponibilidad de las máquinas y a su vez a la empresa le originan grandes
pérdidas monetarias en mantenimientos correctivos.
Es por eso que a través de este proyecto proponemos los argumentos necesarios a los
responsables de la empresa de lo importante que es implementar un PLAN DE
MANTENIMIENTO eficaz, esto a su vez se verá reflejado en los costos reducidos de
mantenimiento, tiempos muertos, reducción en las actividades de mano de obra, consumo de
materiales, rentabilidad y confiabilidad de la máquina, motivo por el cual el presente proyecto
mostrara los pasos necesarios para implementar el plan maestro de mantenimiento.
Todo ello nos lleva a la idea de que el mantenimiento empieza en el proyecto de la máquina. En efecto,
para poder llevar a cabo el mantenimiento de manera adecuada es imprescindible empezar a actuar en
la especificación técnica (normas, tolerancias, planos y demás documentación técnica a aportar por el
suministrador) y seguir con su recepción, instalación y puesta en marcha; estas actividades cuando son
realizadas con la participación del personal de mantenimiento deben servir para establecer y
31 de Octubre del 2009 GF-PR-P01 V01 Página 3 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
documentar el estado de referencia. A ese estado nos referimos durante la vida de la máquina cada vez
que hagamos evaluaciones de su rendimiento, funcionalidades y demás prestaciones.
-Son misiones de mantenimiento:
. La vigilancia permanente y/ó periódica.
. Las acciones preventivas.
. Las acciones correctivas (reparaciones).
. El reemplazo de maquinaria.
2. OBJETIVO GENERAL
Diseñar un plan maestro de mantenimiento que coadyuve a incrementar la disponibilidad de las
máquinas.
2.1 OBJETIVOS ESPECÍFICOS
1. Realizar asignación de responsabilidades al personal
2. Generar e implementar documentación básica de control para las actividades de mantenimiento.
3. Minimizar o reducir las actividades de mantenimiento correctivo.
4. Incrementar la confiabilidad de las instalaciones y equipos.
5. Implementar de manera eficaz el plan de mantenimiento.
3. ALCANCE Y LIMITACIONES
Alcances
Proponer el plan maestro de mantenimiento para implementar y aumentar la disponibilidad de las
máquinas de la empresa, la cual también permita disminuir costos de mantenimiento y disminuir
el mantenimiento predictivo-proactivo de las máquinas. Además permitirá eliminar perdidas de
materia prima, eliminar tiempos muertos y capacitar al personal de mantenimiento.
. 4. JUSTIFICACIÓN.
El mantenimiento predictivo admitirá la disminución de las paradas imprevistas de las
máquinas, ya que sigue la propensión del estado de las mismas, permitiendo con el
mantenimiento proactivo eliminar las causas de las fallas. Estas fallas conciben pérdidas de
producción paralizando la correcta ejecución del plan productivo. El mantenimiento predictivo-
proactivo acortarán los hechos imprevistos que solo transfieren a mantenimientos de
emergencia el cual es muy elevado, y con esto aumentar la disponibilidad de la máquina, que
se manifiesta en la disminución en un cierto porcentaje de las horas en que las máquinas se
encuentran paradas.
5. IDENTIDAD E HISTORIA
31 de Octubre del 2009 GF-PR-P01 V01 Página 4 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
La Central Azucarera Chucarapi Pampa blanca S.A. es una Empresa de accionariado difundido
dedicada a la producción de azúcar y alcohol, desde el año 1998, en la etapa anterior fue una
cooperativa y luego sociedad anónima desde el año 1970 en que fue afectada por la reforma
agraria, pero antes de esta etapa era una Empresa Privada, cuyos dueños eran los señores
Romaña.
6. MISION Y VISION
MISION
Desarrollar una cultura con gente proactiva y preocupada por la salud y seguridad de nosotros
mismos y los demás, así como también por el cuidado del medio ambiente.
VISION
Convertirnos en el mejor lugar para trabajar mediante un alto desempeño en seguridad, salud
ocupacional y medio ambiente.
7. ORGANIGRAMA DE LA EMPRESA.
DIRECTORIO
GERENCIA GENERAL
G. ADMINISTRACION G. CAMPO G. FABRICA
31 de Octubre del 2009 GF-PR-P01 V01 Página 5 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
8. ORGANIGRAMA DEL DEPARTAMENTO DE MANTENIMIENTO
Jefe de Mantenimiento
J. Electricidad J. Maestranza J. Trapiche
J. Calderos J. Meza cañera
9. FUNDAMENTOS TEORICOS
9.1 PROBLEMA
Existen sistemas dotados de equipos rotativos tales como bombas, motores, reductores de
velocidad, entre otros, configurados de las diversas formas requeridas para asegurar a la
empresa la obtención de su producto terminado.
Entre los propósitos de esta implementación, se tiene, la construcción de las bases
fundamentales del mantenimiento predictivo en la empresa, para así lograr una reducción en los
costos de mantenimiento y prevenir daños severos a los equipos, lo que sin duda se traducirá
en la obtención de altos niveles de producción y desempeño de la Planta.
9.2 Conceptos Básicos.
Mantenimiento: Conjunto de técnicas y sistemas que permiten prever las averías, efectuar
revisiones, engrases y reparaciones eficaces, dando a la vez normas de buen funcionamiento a
31 de Octubre del 2009 GF-PR-P01 V01 Página 6 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
los operadores de las máquinas, a sus usuarios, contribuyendo a los beneficios de la empresa.
Es un órgano de estudio que busca lo más conveniente para las máquinas, tratando de alargar
su vida de forma rentable.
Defecto: Ocurrencia en maquinaria o equipos que NO impide su funcionamiento.
Falla o Avería: Ocurrencia en maquinaria o equipos que impide su funcionamiento.
Mantenimiento Predictivo: Básicamente, este tipo de mantenimiento consiste en reemplazar o
reparar partes, piezas, componentes o elementos justo antes que empiecen a fallar o a
dañarse.
Mantenimiento Preventivo: Se define como el conjunto de tareas de mantenimiento
necesarias para evitar que se produzcan fallas en instalaciones, equipos y maquinaria en
general (prevenir), es denominada también por algunos autores como Mantenimiento Proactivo
Programado.
Mantenimiento Correctivo: Acción de carácter puntual a raíz del uso, agotamiento de la vida
útil u otros factores externos, de componentes, partes, piezas, materiales y en general, de
elementos que constituyen la infraestructura o planta física, permitiendo su recuperación,
restauración o renovación, sin agregarle valor al establecimiento.
Plan Anual de Mantenimiento Programado: Es un programa de tareas y procesos de
manutención preventiva y predictiva organizado y estructurado sobre la base de unidades
técnicas, especificando al detalle las fechas y los tipos de trabajos que se deben realizar a una
serie de edificaciones, instalaciones, maquinarias y equipos de una empresa u organización.
Equipos Críticos: Son aquellos cuyas fallas producen detenciones e interferencias generales,
cuellos de botella, daños a otros equipos o instalaciones y retrasos o paradas en las actividades
de los demás centros de actividad de una empresa u organización.
Matriz de Criticidad: Es una herramienta que permite establecer niveles jerárquicos de
criticidad en sistemas, equipos y componentes en función del impacto global que generan, con
el objetivo de facilitar la toma de decisiones y priorización de los mantenimientos programados,
sean preventivos o predictivos.
Mantenimiento predictivo- proactivo.
El mantenimiento predictivo también denominado mantenimiento según estado o según
condición. Se trata de un conjunto de técnicas que, debidamente seleccionadas, permiten el
seguimiento y examen de ciertos parámetros característicos del equipo en estudio, que
manifiestan algún tipo de modificación al aparecer una anomalía en el mismo. El mantenimiento
proactivo toma los datos recogidos del diagnóstico predictivo, los analiza e intenta eliminar las
31 de Octubre del 2009 GF-PR-P01 V01 Página 7 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
causas por las cuales los parámetros característicos de un sistema varían, con el fin de mejorar
las condiciones de funcionamiento de las máquinas y asegurar su correcto desempeño.
Objetivos:
1. Minimizar el mantenimiento correctivo
2. Detectar fallas primarias.
3. Evitar fallas secundarias.
4. Prolongar la vida útil de los equipos
5. Aumentar disponibilidad de los equipos
6. Establecer fechas de intervenciones
La aplicación del mantenimiento predictivo se apoya en dos pilares fundamentales:
1. La existencia de parámetros funcionales.
2. La vigilancia continúa de los equipos.
Los equipos a los que actualmente se les puede aplicar distintas técnicas de control de estado
con probada eficacia son básicamente los siguientes:
1. Máquinas rotativas
2. Motores eléctricos
3. Equipos estáticos
4. Aparamenta eléctrica
5. Instrumentación
9.3 Tareas “A CONDICIÓN”.
Técnica que se basa en el hecho de que la mayoría de las fallas dan alguna advertencia. Estas
advertencias se conocen como fallas potenciales. Son condiciones físicas identificables que
dicen que va a ocurrir una falla.
Los elementos se dejan funcionar “A CONDICIÓN” que continúen satisfaciendo los estándares
de funcionamiento deseado.
9.3.1 Tareas Basadas en Condición (Mantenimiento Predictivo).
1. Son tareas programadas usadas para detectar fallas potenciales.
2. Debe existir una falla potencial claramente definida.
31 de Octubre del 2009 GF-PR-P01 V01 Página 8 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
3. Debe existir un intervalo P-F identificable (o periodo para el desarrollo para la falla).
4. El tiempo más corto entre la detección de una falla potencial y la ocurrencia de una falla
funcional (el intervalo P-F menos el intervalo de una tarea) debe ser suficientemente
largo para determinar la acción a ser tomada a fin de evitar, eliminar o minimizar las
consecuencias del modo de falla.
9.3.2 Tareas de Reacondicionamiento Cíclico y Sustitución Cíclica.
Los equipos son revisados o sus componentes reparados a frecuencias determinadas,
independiente de su estado en ese momento.
Si la falla no es detectable con suficiente tiempo para evitarla, RCM pregunta si es posible
reparar el modo de falla para reducir la frecuencia de falla.
Si ninguna de los dos puntos anteriores es práctica, entonces hay que considerar el cambio del
equipo
Al establecer las frecuencias de mantenimiento, considerar:
1. Historia de esa falla es lo más importante.
2. Las fallas no sucederán exactamente con esa frecuencia.
3. La información que tiene puede ser errónea o incompleta.
4. Escoja las frecuencias en base a: tiempo, unidades producidas, distancias recorridas,
ciclos, etc.
9.4 Parámetros para control de estado.
Los parámetros utilizados para el control de estado de los equipos son aquellas magnitudes
físicas susceptibles de experimentar algún tipo de modificación repetitiva en su valor, cuando
varía el estado funcional de la máquina.
Existen muchos parámetros que se pueden utilizar con este fin, siempre que se cumplan las
condiciones expresadas:
1. que sea sensible a un defecto concreto.
2. que se modifica como consecuencia de la aparición de alguna anomalía.
3. que se repite siempre de la misma forma.
Así las distintas técnicas utilizadas para el mantenimiento preventivo se pueden clasificar en
dos grupos básicos:
Técnicas directas. En las que se inspeccionan directamente los elementos sujetos a fallo:
31 de Octubre del 2009 GF-PR-P01 V01 Página 9 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
1. Inspección visual (la más usada),
2. Inspección por líquidos penetrantes, por partículas magnéticas,
3. Ultrasonidos,
4. Análisis de materiales,
5. Inspección radiográfica, etc.
Técnicas indirectas. Mediante la medida y análisis de algún parámetro con significación
funcional relevante, estas son:
1. Análisis de vibraciones (más usado),
2. Análisis de lubricantes, de ruidos, de impulsos de choque,
3. Medida de presión, de temperatura, etc.
En las tablas siguientes se resumen las técnicas y parámetros utilizados actualmente para el
control de estados para distintos tipos de equipos.
9.5 Equipos dinámicos.
Parámetro indicador. Técnicas.
Inspección visual Uso de endoscopios, mirillas, videos
Vibraciones Análisis espectral y de tendencias
Presión, caudal, temperatura Seguimiento de evolución
Ruido Análisis de espectro
Degradación y contaminación de Análisis físico-químicos, ferrografía
lubricantes
Estado de rodamientos Impulsos de choque
Estado de alineación Láser de monitorización
Control de esfuerzos, par y potencia Extensometría, torsiómetros
Velocidades críticas Amortiguación dinámica
9.5.1 Equipos estáticos.
Parámetro indicador. Técnicas.
Observación Visual Testigos, Endoscopios
31 de Octubre del 2009 GF-PR-P01 V01 Página 10 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
Corrosión Testigos, Rayos X, Ultrasonidos
Fisuración Líquidos Penetrantes, Partículas
Magnéticas, Rayos X, Ultrasonidos,
Corrientes Parásitas.
Estado de Carga Entensometría, Células De Carga
Desgaste Ultrasonidos, Corrientes Inducidas,
Flujo magnético
Fugas Ultrasonidos, Ruidos, Control
Atmósfera por medida de gases
9.6 Mantenimiento Predictivo VENTAJAS Y DESVENTAJAS
-Ventajas
• Determinación óptima del tiempo para realizar el mantenimiento preventivo.
• Ejecución sin interrumpir el funcionamiento normal de equipos e instalaciones.
• Mejora el conocimiento y el control del estado de los equipos.
-Inconvenientes
• Requiere personal mejor formado e instrumentación de análisis costosa.
• No es viable una monitorización de todos los parámetros funcionales significativos,
por lo que pueden presentarse averías no detectadas por el programa de
vigilancia.
• Se pueden presentar averías en el intervalo de tiempo comprendido entre dos
medidas consecutivas.
-Aplicaciones
• Maquinaria rotativa
• Motores eléctricos
• Equipos estáticos
• Aparamenta eléctrica
• Instrumentación
9.8 NATURALEZA Y CLASIFICACIÓN DE LOS EQUIPOS
Lo primero que debe tener claro el responsable de mantenimiento es el inventario de equipos,
máquinas e instalaciones a mantener. El resultado es un listado de activos físicos de naturaleza
muy diversa y que dependerá del tipo de industria. Una posible clasificación de todos éstos activos
se ofrece en la siguiente figura:
31 de Octubre del 2009 GF-PR-P01 V01 Página 11 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
9.8 INVENTARIO DE EQUIPOS
INVENTARIO DE EQUIPOS
La lista anterior, no exhaustiva, pone de manifiesto que por pequeña que sea la instalación, el número
de equipos distintos aconseja que se disponga de:
a) Un inventario de equipos que es un registro o listado de todos los equipos, codificado y
localizado.
b) Un criterio de agrupación por tipos de equipos para clasificar los equipos por familias,
plantas, instalaciones, etc.
c) Un criterio de definición de criticidad para asignar prioridades y niveles de
mantenimiento a los distintos tipos de equipos.
DOSSIER-MÁQUINA
También llamado dossier técnico o dossier de mantenimiento.
Comprende toda la documentación que permite el conocimiento exhaustivo de los equipos:
-dossier del fabricante (planos, manuales, documentos de pruebas, etc.)
-fichero interno de la máquina (Inspecciones periódicas,
Reglamentarias, histórico de intervenciones, etc.).
El alcance hay que definirlo en cada caso en función de las necesidades concretas y de la criticidad
de cada equipo.
DOCUMENTACION
Con carácter general se distinguen tres tipos de documentos:
a) Documentos comerciales que son los utilizados para su adquisición:
.Oferta
.Pedido
.Bono de Recepción
Referencias servicio post-venta: distribuidor, representante.
b) Documentos técnicos suministrados por el fabricante y que deben ser exigidos en la compra para
garantizar un buen uso y mantenimiento:
.Características de la máquina
.Condiciones de servicio especificadas
.Lista de repuestos. Intercambiabilidad
.Planos de montaje, esquemas eléctricos, electrónicos,
Hidráulicos...
.Dimensiones y Tolerancias de ajuste
.Instrucciones de montaje
.Instrucciones de funcionamiento
31 de Octubre del 2009 GF-PR-P01 V01 Página 12 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
.Normas de Seguridad
.Instrucciones de Mantenimiento
.Engrase
.Lubricantes
.Diagnóstico de averías
.Instrucciones de reparación
.Inspecciones, revisiones periódicas
.Lista de útiles específicos
.Referencias de piezas y repuestos recomendados.
Gestión de Stocks
La gestión de stocks de repuestos, como la de cualquier stock de almacén, trata de determinar, en
función del consumo, plazo de reaprovisionamiento y riesgo de rotura del stock que estamos dispuestos
a permitir, el punto de pedido (cuándo pedir) y el lote económico (cuánto pedir). El objetivo no es más
que determinar los niveles de stock a mantener de cada pieza de forma que se minimice el coste de
mantenimiento de dicho stock más la pérdida de producción por falta de repuestos disponibles. Se
manejan los siguientes conceptos:
-Lote económico de compra, que es la cantidad a pedir cada vez para optimizar el coste total
de mantenimiento del stock:
La tasa de almacenamiento P, incluye:
·los gastos financieros de mantenimiento del stock
·los gastos operativos (custodia, manipulación, despacho)
·depreciación y obsolescencia de materiales
·coste de seguros
-Frecuencia de pedidos: Es el número de pedidos que habrá que lanzar al año por el elemento en
cuestión:
9.9 PROGRAMA DE MANTENIMIENTO
9.9.1 PROCESO DE PRODUCCIÓN
La obtención de azúcar a partir de la caña puede ser dividida en las siguientes operaciones que
siguen el orden correspondiente: recepción y preparación de la materia prima, picado,
molienda, calentamiento y clarificación, filtración, evaporación, tachos y cristalización,
centrifugación, secado y enfriamiento y empacado.
La caña de azúcar constituye el tipo de biomasa con mayor importancia y potencial como
combustible ya que es una fuente no contaminante y de bajo costo. Es por eso que los ingenios
utilizan para suplir su propia demanda y para ayudar a la demanda nacional de electricidad.
31 de Octubre del 2009 GF-PR-P01 V01 Página 13 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
9.9.2 TÉCNICAS PARA EL ANÁLISIS DE VIBRACIONES
Una máquina ideal no produciría vibraciones, ya que toda la energía se emplearía en el trabajo
a realizar. Unos de los fenómenos más comunes que producen vibraciones en una máquina
rotativa en los ingenios azucareros son: el desbalance dinámico, el desalineamiento, la flojedad
y las fallas en las chumaceras. Para poder resolver y corregir todos los problemas que
ocasionan las vibraciones mecánicas, se han diseñado diferentes técnicas de análisis de
vibraciones que estudian el comportamiento de las vibraciones. Con el uso de análisis de
vibraciones, se logra determinar con bastante precisión las condiciones a la que esta sometida
una máquina rotativa.
Los fundamentos básicos en los que se basa el análisis de vibraciones son el movimiento
armónico simple de los cuerpos y el Teorema de Fourier. Para poder realizar análisis de
vibraciones en las máquinas de un ingenio azucarero, se están utilizando equipos de medición
digitales tanto rms o analizadores de vibraciones avanzados, es necesario tomar las lecturas de
la magnitud de las vibraciones, su frecuencia, velocidad y aceleración. Con estas lecturas de
datos se podrá realizar el estudio de los espectros, y compararlos con los límites permisibles
para poder determinar su estado actual. Los límites permisibles están regidos por normas
internacionales para los diferentes elementos.
9.9.3 EQUIPOS CRITICOS EN LOS INGENIOS AZUCAREROS
Los ingenios azucareros poseen una gran cantidad de equipos rotativos de diferentes grados de
criticidad. Una máquina se considera menos crítica en cuanto más puede ser obviada en el
proceso. Para determinar su grado de criticidad, se toman en cuenta los siguientes criterios: el
costo del equipo, importancia dentro del proceso y complejidad de mantenimiento. Además de
estos, se consideran otros parámetros como: Costos de reparación, costos de pérdida de
producción y, el más importante, el potencial de daño a las máquinas del resto del proceso. Es
muy importante resaltar que en algunos casos los costos de criticidad no se pueden estimar en
dinero, pues muchas veces son daños a personal o al medio ambiente.
Los equipos críticos de un ingenio azucarero son: El turbogenerador, el tiro inducido y el tiro
forzado, la bomba de inyección de calderas, la transmisión de los molinos, las centrífugas y los
ventiladores del secador de azúcar.
9.9.4 PROGRAMA DE MANTENIMIENTO PREDICTIVO EN ANÁLISIS DE VIBRACIONES
El mantenimiento predictivo considera a cada máquina por separado. Sustituyendo las
revisiones periódicas por medidas periódicas que pueden seguir en detalle el desarrollo del
estado de funcionamiento de cada máquina en concreto. Con la medida regular de las
vibraciones se puede detectar el nacimiento de irregularidades y seguir su desarrollo. Además,
esas medidas se pueden extrapolar para predecir cuándo se alcanzarán niveles de vibración
31 de Octubre del 2009 GF-PR-P01 V01 Página 14 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
inaceptables y cuando se debe revisar la máquina. A esto se le llama Monitoreo de Tendencias
y permite al profesional programar las reparaciones con suficiente anticipación.
Un plan de mantenimiento predictivo (PMP) basado en análisis de vibraciones aplicado a
máquinas rotativas en los ingenios trae consigo muchas ventajas, tanto desde el punto de vista
económico, como en la producción.
Para identificar cuales máquinas se van a monitorear, cada cuanto tiempo, qué capacitación se
le dará al personal, que equipo y que sensores se necesitan, es necesario un diseño adecuado
del programa de mantenimiento predictivo. Estos criterios dependen de cada ingenio y de la
complejidad de la maquinaria que posea. Una vez conocida las clases y los periodos de
monitoreo, se puede generar la tabla de equipos críticos, con las acciones de mantenimiento
predictivo a realizar. Los pasos que implementar un plan de Mantenimiento son: Planificación,
establecimiento de medidas administrativas y técnicas, operación, revisión y evaluación y
mejoramiento continuo.
Parte del programa de mantenimiento predictivo que ejecutan los diferentes ingenios, deben
contemplar la necesidad recurrir a empresas especializadas en el análisis de vibraciones,
cuando se da el caso que el equipo de mantenimiento no puede encontrar el problema en una
máquina en particular.
Periodo de zafra (Todo el año)
Este es el período en el cual se lleva a cabo la transformación de la caña de azúcar en sus
productos derivados, tales como el azúcar, jugos y mieles. Aquí toda la maquinaria de dicho
proceso, que se mencionará mas adelante, debe de estar operando en óptimas condiciones con
el fin de evitar paros innecesarios. Durante este período, la maquinaria trabaja las 24 horas sin
descansar y todo debe de estar en su mejor estado de funcionamiento. Para esto se aplican
técnicas de mantenimiento predictivas, preventivas y correctivas. Actualmente se busca a que la
mayoría de actividades de mantenimiento sean de carácter predictivo, en la cual se incluyen
técnicas como el monitoreo de vibraciones mecánicas.
Para algunos ingenios, este es el periodo en el cual también comienza su producción de
energía eléctrica a partir del bagazo de la caña, supliendo así su propia demanda de energía y
el resto venderlo a los distribuidores. Esto es provechoso porque aporta al sistema nacional
energía.
Cierre de zafra
En este periodo se finaliza la producción de azúcar, a los equipos se les realiza un monitoreo
general con el fin de revisar su estado e identificar los elementos que necesiten futura
31 de Octubre del 2009 GF-PR-P01 V01 Página 15 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
reparación o recambio. Además se realiza un balance económico, el cual medirá las ganancias
generadas durante el periodo de zafra.
Periodo de mantenimiento
En este período se realiza una inspección minuciosa a los equipos que se identificaron con
algún daño o avería durante el periodo de cierre de zafra. Se les aplica un mantenimiento
correctivo a aquellos que muestran mayor deterioro y se les realiza su respectivo
mantenimiento preventivo a los demás. En los Ingenios mas grandes, aquellos equipos que no
mostraron ninguna falla mediante las técnicas de análisis predictivo por medio de vibraciones
mecánicas u otras técnicas, se consideran en un buen estado y no se les realiza mayor labor de
mantenimiento con el fin de reducir gastos. En los Ingenios pequeños no se practica el
Mantenimiento Predictivo en toda su extensión.
Todo mantenimiento sigue un plan programado, el cual ha sido elaborado para garantizar la
mínima cantidad de fallas durante su periodo de funcionamiento.
Pruebas de equipos
En este periodo se realiza una verificación del estado en que se dejó el equipo después de
haberle realizado su mantenimiento respectivo. Se ponen a funcionar las máquinas y se
comprueba su estado en operaciones de arranques y paradas. Si se detectan fallas en este
periodo se debe proseguir a una reparación extraordinaria hasta alcanzar su correcto
funcionamiento.
Una vez que a todos los equipos se les ha aprobado un buen funcionamiento se consideran
listos para empezar el proceso o periodo de zafra.
9.10 PROCESO DE PLANTA
La caña cosechada en el campo es transportada hacia la fábrica por medio de camiones. Con
el objeto de conocer el peso de caña transportada se procede primero a pesar, en la báscula,
los camiones. Una vez pesados se dirigen los camiones hacia la preparación de la caña, el
cual consiste en una meza cañera, en el que recibe fuertes chorros de agua esto es el lavado
de la caña con agua para retirarles algo de la tierra y la suciedad que traen del campo. Luego la
caña pasa por una primera picadora (Kardin Droom), que tiene por objeto picar la caña en
trozos medianos Posteriormente pasa por una segunda picadora (Machetero), que lo pica en
trozos mas pequeños, finalmente pasa por el Desfibrador, donde la caña es desfibrada,
mientras mas desmenuzada esté la caña se logrará un mejor trabajo de extracción en los
molinos y se mejorará el rendimiento.
31 de Octubre del 2009 GF-PR-P01 V01 Página 16 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
Durante este proceso sólo se realiza una fragmentación de la caña pero sin extraerle el jugo,
pues no hay acción de compresión. La caña desmenuzada es transportada a través de un
conductor hacia los molinos para proceder, por compresión, a extraer el jugo contenido en la
caña. Este jugo mezclado es un jugo sucio pues contiene tierra, arena, residuos de caña y otras
impurezas por lo que debe ser clarificado para poder ser utilizado en el proceso.
SEDIMENTACION DEL JUGO
El jugo llega al tanque de sedimentación, donde por el diseño del tanque el jugo se va
sedimentando, es decir la arena, la tierra va quedando en el fondo del tanque y el jugo pasa a la
siguiente etapa con mucha menos arena.
ENCALADO DEL JUGO
En esta etapa, al jugo se le inyecta lechada de cal a 7°Bé, la lechada de cal es una solución de
cal en agua, con esto que el PH del jugo
CALENTAMIENTO DEL JUGO
El jugo ya encalado se pasa por los calentadores donde se llega a 104°C
CLARIFICACIÓN DEL JUGO
Una vez que se ha desinfectado el jugo se procede a separar la tierra, arena y demás
impurezas sólidas presentes en el jugo. Esto se realiza mediante sedimentación. La
precipitación de las impurezas sólidas es más eficiente si es realizada en caliente por ello se
calienta el jugo alcalizado hasta una temperatura no mayor a 230 ° F, pues por encima de esta
temperatura se produce la destrucción de la molécula de sacarosa y simultáneamente una
reacción irreversible de oscurecimiento del jugo que originaría unos cristales de azúcar
FILTRACIÓN DE LA CACHAZA
La cachaza por haber estado en contacto con el jugo es un lodo que contiene de jugo, el cual
debe ser recuperado. Esto se realiza en el filtro rotativo al vacío obteniéndose:
Una torta sólida de cachaza, que por tener presencia de elementos nutrientes es utilizada para
enriquecer las aguas de riego de los cultivos de caña.
EVAPORACIÓN DEL JUGO CLARIFICADO
El jugo clarificado pasa luego a la sección evaporación para eliminar gran parte del agua
presente en el jugo. El jugo clarificado posee aproximadamente un 82-87 % de agua, por efecto
del trabajo de los evaporadores de múltiple efecto se logra reducir el contenido de agua al 33-
40 % (60-67 °Brix), denominándose "meladura" al jugo concentrado que sale de los
evaporadores
CRISTALIZACIÓN Y CENTRIFUGACIÓN
31 de Octubre del 2009 GF-PR-P01 V01 Página 17 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
La presencia de sólidos insolubles en la meladura representa un problema no deseado, razón
por la cual la meladura debería ser alimentada a un equipo de clarificación por flotación para
minimizar este riesgo y obtener una meladura más clara que se constituya en un material que
aporte significativamente a la consecución de un azúcar de buena calidad.
Para lograr la formación de los cristales de azúcar (sacarosa) se requiere eliminar el agua
presente en la meladura, esto se realiza durante la cocción de las templas en equipos llamados
“tachos”, que no son otra cosa que evaporadores de simple efecto que trabajan al vacío. En un
sistema de tres templas se producen tres tipos de masas cocidas o templas: las "A", las "B" y
las "C". Las templas A son las de azúcar comercial y las otras son materiales para procesos
internos que permiten obtener finalmente el azúcar comercial.
Para obtener la semilla de 3ra se alimenta una cierta cantidad de semilla (azúcar impalpable) de
una determinada granulometría a un tacho, luego se alimenta miel A y se somete a
evaporación, alimentándose continuamente miel A hasta completar el volumen del tacho.
Usando esta semilla de 3ra como pie de templa se procede a alimentar al tacho miel B y en
forma intermitente desarrollando los cristales de la semilla de tercera hasta completar la templa
luego se descarga hacia los cristalizadores para terminar el proceso de “agotamiento” de las
mieles. Para lograr la separación de los cristales presentes en la templa se emplean las
centrífugas de tercera, equipos que permiten separar la miel de los cristales presentes en las
templas. Los cristales separados son llamados "azúcar C" y la miel separada "miel C, miel
final o melaza". Al azúcar C se adiciona agua acompañada de agitación hasta formar una masa
de 93 ° Brix este material recibe el nombre de magma de tercera y es utilizado como semilla
para la preparación de templas de segunda.
Para obtener las templas B se alimenta un pie de templa de magma de azúcar de tercera a un
tacho, luego se alimenta miel A en forma intermitente, hasta lograr completar la templa, Al llegar
a completar se descarga la templa o masa cocida hacia los cristalizadores para terminar de
agotar las mieles. Para lograr la separación de los cristales de las mieles se emplean las
centrífugas de segunda.
Los cristales separados son llamados "azúcar B" y la miel separada "miel B". El azúcar B es
mezclado con una pequeña cantidad de agua para elaborar una papilla llamada " magma", la
cual es bombeada al semillero de primera para ser empleada en la elaboración de las templas
A.- Si hay exceso de magma se procede a disolver el azúcar de segunda para obtener un licor,
el que es alimentado a los tachos.
Para elaborar las templas A se alimenta al tacho un pie de templa de magma, luego se agrega
meladura en forma intermitente hasta completar la templa, se descarga la templa o masa
31 de Octubre del 2009 GF-PR-P01 V01 Página 18 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
cocida hacia los cristalizadores para darle agitación a las templas e impedir que se endurezcan
demasiado. Para lograr la separación de los cristales presentes en la templa se emplean
centrífugas de primera. Los cristales separados son denominados "azúcar A", que es el azúcar
comercial, y la miel separada es llamada "miel A".
SECADO Y ENVASADO
Una vez descargado de las centrífugas se procede a transportar el azúcar a la tolva de secado
del azúcar "A" empleando un tamiz rotativo. La humedad máxima permitida en el azúcar debe
ser 0.075 %. El azúcar seco es descargado en la tolva para su posterior envasado en bolsas de
papel de 50 kilos. Una vez envasado el producto se debe controlar el peso de los sacos para
comprobar que se cumpla con la norma de 50 Kg. de peso neto de azúcar por bolsa, luego se
transportan las bolsas hacia la Bodega para su posterior distribución.
10. FUNDAMENTO TECNICO
10.1 LAS MAQUINAS Y LAS VIBRACIONES
Una máquina ideal no produciría vibraciones, ya que toda la energía se emplearía en el trabajo
a realizar. En la práctica, las vibraciones aparecen como consecuencia de la transmisión de
fuerzas cíclicas por los diversos mecanismos. Los elementos de la máquina reaccionan entre sí,
transmitiéndose las fuerzas por toda la estructura hasta disipar la energía en forma de
vibraciones.
Un buen diseño producirá bajos niveles de vibración, pero en la medida que la máquina se vaya
desgastando, aparecerán sutiles cambios en sus propiedades dinámicas. Los ejes se
desalinean, los rodamientos se desgastan, los rotores se desbalancean y las holguras
aumentan.
CAUSAS DE LAS VIBRACIONES MECÁNICAS
Uno de los fenómenos más comunes que producen vibraciones en una máquina rotativa en los
Ingenios Azucareros es: El desbalance dinámico. Este tipo de vibración mecánica en las
máquinas rotatorias produce fuerzas centrífugas (dirección radial) que cambian de dirección en
el espacio, conforme gira la máquina. El comportamiento de este tipo de fuerza es senoidal
(cíclico) y depende de la frecuencia de vibración de la máquina.
Otro elemento que puede provocar vibraciones es El desalineamiento en los elementos
rotativos.
31 de Octubre del 2009 GF-PR-P01 V01 Página 19 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
Este caso se da por ejemplo, cuando no existe paralelismo entre un eje y sus chumaceras; lo
que provoca un aumento en la magnitud de vibración de los apoyos o calentamiento en las
chumaceras.
Una causa muy común de vibraciones consiste en las fallas en las Chumaceras. Debido a que
estos elementos son los que soportan la carga de los ejes, están propensos a fallar por
desgaste, calentamiento o por consecuencia de desalineamiento y desbalances en los ejes.
10.2 EFECTOS DE LAS VIBRACIONES MECÁNICAS
Los efectos que producen las vibraciones mecánicas en los ingenios azucareros son
contraproducentes, tanto para sus equipos, como para el personal y para las estructuras que lo
soportan. Una vibración excesiva, puede ocasionar:
• Pérdida de la capacidad del personal de operación del ingenio de realizar eficientemente sus
actividades, lo que retarda la producción y esto incurre en pérdidas económicas para los
ingenios.
• Riesgo de accidente para el personal que labora cerca de los equipos operando bajo
condiciones de vibraciones altas. Por ejemplo, operadores trabajando cerca de los molinos.
• Reducción de la vida útil de los equipos en forma considerable, lo que hace menos rentable la
producción.
Movimiento Armónico Simple de los cuerpos
Como ya sabemos, toda vibración mecánica simple tiene un comportamiento periódico
repetitivo en el tiempo; por lo que podemos decir que una vibración mecánica sigue la tendencia
de una función senoidal. (Fig. 3.2). La forma general como se puede representar un movimiento
armónico simple es:
Para un gráfico de dos dimensiones Amplitud vs. Frecuencia, muestra solo los picos máximos
(Amplitud) de las componentes de la señal de vibración. Esta representación tiene el nombre de
Espectro de vibraciones.
10.3 DESCRIPCIÓN DEL PROCESO PARA EL ANÁLISIS DE VIBRACIONES
En la actualidad, para poder realizar análisis de Vibraciones en las máquinas de un ingenio
azucarero, se deben utilizar equipos de medición digitales. Para poder realizar dichos análisis,
es necesario tomar las lecturas de la magnitud de las vibraciones, su frecuencia, velocidad y
31 de Octubre del 2009 GF-PR-P01 V01 Página 20 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
aceleración. Con estas lecturas se podrá realizar el estudio de los espectros, y así determinar el
estado del equipo.
Para maquinas con ejes verticales como las centrifugas, se toman en las direcciones.
• Dirección Horizontal Frontal es decir radialmente al eje, con el sensor colocado en forma
horizontal al frente del eje.
• Dirección Horizontal Lateral es decir radialmente al eje, con el sensor colocado en forma
Lateral al frente del eje.
• Dirección Axial, el sensor se coloca en la misma dirección del eje.
El objetivo de analizar estas componentes, es conocer el comportamiento de las vibraciones es
las diferentes direcciones, ya que proporcionan información para analizar el fenómeno que
producen las vibraciones.
Los datos posteriormente de ser ingresados al equipo de medición tanto RMS o Analizador de
Vibraciones, son comparados con los límites permisibles para poder determinar su estado
actual.
Los límites permisibles están regidos por normas internacionales para los diferentes elementos.
La Norma ISO 10816-1 ha reemplazado a la Norma ISO 2372 como guía general para
mediciones fuera de limite y para la evaluación de vibraciones mecánicas en máquinas
industriales típicas. Una vez que ha sido definida la clasificación general de las máquinas, su
aplicación, la técnica de montaje; las condiciones de operación deben ser facturadas dentro de
los parámetros de aceptación del criterio de evaluación aplicado. Para esta Norma, las medidas
de la velocidad pueden ser categorizadas así:
Los rangos típicos relacionados con la categoría de la máquina, tanto para valores RMS como
pico, se muestra en la tabla siguiente
Descripción de criterios:
1. Magnitud de la vibración baja, se dice que el rango es Bueno, es decir que el peligro de
falla es mínimo.
2. Magnitud de la vibración Satisfactoria, la maquina se encuentra en los límites normales.
3. Magnitud de la vibración es Satisfactoria Alerta, esto indica que la vibración se encuentra
cerca de los límites recomendados.
4. Magnitud de la vibración es Intolerable (Parada), la posibilidad de falla es alta y debe
someterse a revisión la máquina de inmediato
31 de Octubre del 2009 GF-PR-P01 V01 Página 21 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
10.4 EQUIPOS CRÍTICOS EN LOS INGENIOS AZUCAREROS
Los ingenios azucareros poseen una gran cantidad de equipos rotativos de diferentes grados de
criticidad. Una máquina se considera menos crítica en cuanto más puede ser obviada en el
proceso. Para determinar su grado de criticidad, se toman en cuenta los siguientes criterios: el
costo del equipo, importancia dentro del proceso y complejidad de mantenimiento. Además de
estos, se consideran otros parámetros como: Costos de reparación, costos de pérdida de
producción y, el más importante, el potencial de daño a las máquinas del resto del proceso. Es
muy importante resaltar que en algunos casos los costos de criticidad no se pueden estimar en
dinero, pues muchas veces son daños a personal o al medio ambiente.
Es importante resaltar que existen equipos dentro de un ingenio que se consideran no críticos
(picadoras, tachos, etc.), pero no por eso se les resta importancia.
En resumen podemos decir que los ingenios azucareros poseen equipos que son sumamente
importantes y críticos para el proceso de producción de azúcar, que justifican una inversión
razonable para mantener su productividad. Es importante determinar el grado de criticidad de
los equipos, para evitar en el futuro, perdidas económicas, debido a la mala práctica de
mantenimiento ejecutada. Para poder garantizar el buen funcionamiento de estos equipos, será
necesario aplicar un plan de mantenimiento predictivo.
10.5 Selección de equipos.
Una vez determinada la viabilidad económica del programa de mantenimiento, se procederá a
decidir qué equipo se incluirá en el programa clasificándolos en función de su funcionalidad y
su repercusión económica.
Esto se debe realizar teniendo en cuenta el criterio de seleccionar aquellos cuyo fallo supone
una parada de la producción, disminución de su capacidad productiva, una merma de calidad o
un peligro inminente.
La criticidad de los equipos se la puede determinar a través de una matriz de criticidad en la
cual se usa la clasificación ABC.
Clase A. Equipo cuya parada interrumpe el proceso (o servicio), llevando a la facturación
cesante;
Clase B. Equipo que participa del proceso (o servicio) pero que su parada por algún tiempo no
interrumpe la producción;
Clase C. Equipo que no participa del proceso (o servicio).
31 de Octubre del 2009 GF-PR-P01 V01 Página 22 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
La criticidad de los sistemas ayuda a tomar decisiones más acertadas sobre el nivel de equipos
y piezas de repuesto que deben existir en el almacén central, así como los requerimientos de
partes, materiales y herramientas que deben estar disponibles en los almacenes de planta, es
decir, podemos sincerar el stock de materiales y repuestos de cada sistema y/o equipo logrando
un costo optimo de inventario.
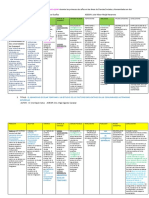
10.6 Elaboración de la matriz de criticidad.
Para realizar la matriz de criticidad se deben tener en cuenta varios factores los mismos que
son representación directa del grado de importancia o incidencia del proceso de producción
estos son:
1. Impacto en la calidad.
2. Frecuencia de fallas.
3. Costos de reparación.
4. Tiempo de ubicación de repuestos en el mercado.
5. Importancia con respecto a la continuidad del proceso.
6. Tiempo de mantenimiento.
Una vez conocida las clases y los periodos de monitoreo, se puede generar la tabla de equipos
críticos, con las acciones de mantenimiento predictivo a realizar. En ella se detallarán los
periodos de monitoreo para una máquina sola o para varias. La tabla que se presenta a
continuación, resume las labores predictivas en los equipos críticos de un ingenio Azucarero.
En el caso de equipos que no son críticos en un ingenio azucarero, se utilizan otros criterios.
Según la distribución del conjunto y su costo, se presenta la siguiente matriz para aplicarlo en el
monitoreo de Vibraciones
Máquina. Cantidad. clase
Tornos 13 C
Fresadoras 2 C
Prensas hidráulicas. 3 C
Esmeriles. 3 C
Puente grúa 1 C
Taladros. 2 C
Limadoras. 3 C
Bombas 10 B
Compresores 7 A
31 de Octubre del 2009 GF-PR-P01 V01 Página 23 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
Motor de Combustión B
Cargadores frontales de 2 C
10 metros cúbicos.
Tractores oruga del tipo 4 C
Caterpillar DN 10
Palas P&H 23000 XPC. 3 C
Motoniveladoras. 4 C
Bomba de aceite. 5 B
Tanque de aceite. 5 B
Líneas de transmisión 5 B
hidráulica.
Motor eléctrico. 5 B
Transformadores 7 B
Capacitores 7 B
Conexiones Eléctricas B
Mezcladores 3 A
Filtradores 3 A
Evaporadores 3 A
Bandas Transportadoras 8 C
10.7 Selección de técnica predictiva para cada equipo de la planta.
La matriz de criticidad nos ayudó a determinar la jerarquización de las maquinarias en base a
su importancia dentro del proceso productivo, ahora debemos seleccionar la técnica predictiva
que se le realizará a cada máquina según el siguiente criterio.
1. Máquinas tipo A rotativas: Análisis de vibraciones, termografía, estroboscopia.
2. Máquinas tipo A estáticas: Medición de espesores, inspección de soldaduras.
3. Máquinas tipo A eléctricos: Termografías, inspecciones ultrasónicas, limpiezas
energizadas.
4. Máquinas tipo B rotativas: Análisis de vibraciones, termografía.
5. Máquinas tipo B estáticas: Medición de espesores.
6. Máquinas tipo B eléctricos: Termografía.
Elemento Claf. Análisis de Termografía. Estroboscopia.
del proceso. vibraciones.
Motor A X X
eléctrico de
220 KW
31 de Octubre del 2009 GF-PR-P01 V01 Página 24 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
Transmisión A X X
de poleas.
Motor- A X X
Bomba de
aceite.
Motor A X X
eléctrico de
120Hp.
Motor de A X X
inducción.
Reductor de A X X
velocidad.
Bomba de A X X
aceite.
Motor A X X X
eléctrico.
Eje cardán A X X
de conexión
al motor.
Reductores A X X
planetarios.
Rodillos A X X
macizos con
estoperoles.
Bomba de X X X
aceite. A
Extractor de A X X
gases.
Impeler de A X X
succión
Motor A X
eléctrico
Transmisión A X X
de poleas.
Motor A X X X
bomba de
alimentación
de
combustible.
Motor A X X
eléctrico del
horno.
Reductores A X X
planetarios.
Conjunto de A X X
rodillos de
transmisión
de giro.
Tornillo sin A X X
fin
Motor- A X X X
reductor
31 de Octubre del 2009 GF-PR-P01 V01 Página 25 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
Ventilador. A X X
Motor de A X X X
inducción.
Reductor de
velocidad. A X X
Bomba de A X X
aceite.
Para el área de calderas se debe continuar con el mantenimiento externo actual, en tanto que al
mantenimiento realizado por el personal de mantenimiento por turnos se debe agregar una revisión
de estopas, acoples o ruidos extraños y fugas en las bombas de agua. También se deben limpiar
cada 15 días los filtros de petróleo de las calderas piro tubulares y revisar el funcionamiento de los
moto reductores, ya que normalmente se les rompe un pasador, el cual no solo debe cambiarse,
sino que se debe quitar la caja reductora y el tornillo sinfín, limpiar el canal por donde entra la
granza y luego volverlo a colocar, ya que el romperse el pasador significa que el canal esta atorado
de granza y debe limpiarse.
10.7 Normas de severidad
Una guía de referencia para distinguir entre lo que puede entenderse como un funcionamiento
normal o admisible de la máquina y un nivel de alerta lo constituyen normas como la ISO 2372.
Esta norma proporciona guías para aceptación de la amplitud de vibración para maquinaria
rotativa operando desde 600 hasta 12 000 RPM. Específica niveles de velocidad general de
vibración en lugar de niveles espectrales, y puede ser muy engañosa.
ISO 2372 específica los límites de la velocidad de vibración basándose en la potencia de la
máquina y cubre un rango de frecuencias desde 10 Hz (o 600 RPM) hasta 200 Hz (o 12000
RPM). Debido al rango limitado de alta frecuencia, se puede fácilmente dejar pasar problemas
de rodamientos con elementos rodantes (rodamientos de bolas, de rodillos, etc.). Esta norma
está considerada obsoleta y se espera sea reformulada en breve.
La estadística ha demostrado que, tras estudiar el comportamiento de los equipos en una planta
industrial, el ciclo de vida de la mayoría de los equipos no se corresponde únicamente con la
curva de bañera, sino que se diferencian 6 tipos de curvas:
10.9 INSPECCIONES PARA EL MANTENIMIENTO
10.9.1 INSPECCIONES VISUALES Y LECTURA DE INDICADORES
Las inspecciones visuales consisten en la observación del equipo, tratando de identificar
posibles problemas detectables a simple vista. Los problemas habituales suelen ser: ruidos
anormales, vibraciones extrañas y fugas de aire, agua o aceite, comprobación del estado de
pintura y observación de signos de corrosión.
31 de Octubre del 2009 GF-PR-P01 V01 Página 26 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
La lectura de indicadores consiste en la anotación de los diferentes parámetros que se miden
en continuo en los equipos, para compararlos con su rango normal. Fuera de ese rango normal,
el equipo tiene un fallo. Estas inspecciones y lecturas, por su sencillez y economía, es
conveniente que sean realizadas a diario, incluso varias veces al día, y que abarquen al mayor
número de equipos posible. Suele llevarlas a cabo el personal de operación, lo que además les
permite conocer de forma continua el estado de la planta.
INSPECCIONES BOROSCÓPICAS
El baroscopio es un dispositivo largo y delgado en forma de varilla flexible. En el interior de este
tubo hay un sistema telescópico con numerosas lentes, que aportan una gran definición a la
imagen. Además, está equipado con una poderosa fuente de luz. La imagen resultante puede
verse en un monitor, o ser registrada en un videograbador o una impresora para su análisis
posterior.
Entre las ventajas de este tipo de inspecciones están la facilidad para la llevarla a cabo sin
apenas tener que desmontar nada y la posibilidad de guardar las imágenes, para su consulta
posterior.
Las baroscopios se utilizan para realizar inspecciones de motores alternativos de gas, turbina
de gas, turbina de vapor, caldera, y en general, en cualquier equipo de difícil acceso cuyos
fallos pueden ser observados a simple vista, pero lo que se pretende observar no está accesible
con facilidad para el ojo humano, pues implica dificultad de acceso, o grandes desmontajes.
Así, en los motores alternativos se utilizan para conocer el estado de las cámaras de
combustión; en la turbina de gas, se utiliza para conocer el estado de la cámara de combustión,
de los quemadores y de los álabes; en la turbina de vapor, se utiliza para conocer el estado de
álabes; en la caldera, se emplea para detectar fallos y fugas en haces tubulares y en zonas de
difícil acceso.
Problemas electromagnéticos
Los motores y alternadores, además de todos los problemas asociados al resto de equipos
rotativos, son susceptibles de sufrir toda una serie de problemas de origen electromagnético,
como son los siguientes: desplazamiento del centro magnético estator respecto del centro del
rotor; barras del rotor agrietadas o rotas; cortocircuito o fallos de aislamiento en el enrollado del
estator; o deformaciones térmicas. Suelen apreciarse picos a la frecuencia de red (50 o 60 Hz),
a la velocidad de rotación (1xRPM) y armónicos proporcionales al número de polos. También es
fácil apreciar en los espectros la presencia de bandas laterales que acompañan a la vibración
principal. En general, tienen poca amplitud, por lo que suelen pasar desapercibidos. Es
necesaria gran experiencia para identificarlos y no confundirlos con otros problemas, como
31 de Octubre del 2009 GF-PR-P01 V01 Página 27 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
desalineamiento, desequilibrio, etc.
Análisis de aceites
Generalidades
El análisis de aceites de lubricación, técnica aplicable a equipos rotativos, suministra numerosa
información utilizable para diagnosticar el desgaste interno del equipo y el estado del lubricante.
En general, en una planta industrial se aplica a los siguientes equipos:
-Motor alternativo
-Turbina de gas
-Turbina de vapor
-Generador
-Transformadores principal, de servicio y auxiliar
-Bombas de alimentación de la caldera, sobre todo de alta y media presión
-Bombas del circuito de refrigeración
-Reductores de ventiladores
-Ventiladores de torres de refrigeración
-Aerocondensadores
-Prensas y maquinaria con equipos oleo hidráulicos de gran capacidad.
El estado del equipo se determina estableciendo el grado de contaminación del aceite debido a
la presencia de partículas de desgaste o sustancias ajenas a este.
El estado del aceite se determina comprobando la degradación que ha sufrido, es decir, la
pérdida de capacidad de lubricar causada por una variación de sus propiedades físicas y
químicas y sobre todo, las de sus aditivos.
La contaminación del aceite se puede determinar cuantificando en una muestra del lubricante,
el contenido de partículas metálicas, agua, materias carbonosas y partículas insolubles. La
degradación se puede evaluar midiendo la viscosidad, la detergencia, la acidez y la constante
dieléctrica. Es conveniente hacer notar que la contaminación y la degradación no son
fenómenos independientes, ya que la contaminación es causante de degradación y esta última
puede propiciar un aumento de la contaminación
Termografía Infrarroja
En general, un fallo electromecánico antes de producirse se manifiesta generando e
intercambiando calor. Este calor se traduce habitualmente en una elevación de temperatura que
31 de Octubre del 2009 GF-PR-P01 V01 Página 28 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
puede ser súbita, pero, por lo general y dependiendo del objeto, la temperatura comienza a
manifestar pequeñas variaciones.
La inspección termográfica en sistemas eléctricos tiene como objetivo detectar componentes
defectuosos basándose en la elevación de la temperatura como consecuencia de un aumento
anormal de su resistencia óhmica. Entre las causas que originan estos defectos, entre otras,
pueden mencionarse:
• Conexiones con apriete insuficiente
• Conexiones afectadas por corrosión
• Suciedad en conexiones y/o en contactos
• Degradación de los materiales aislantes
Como primera aproximación, pueden tomarse como referencia las siguientes variaciones sobre la
temperatura habitual, a fin de determinar un programa de
reparación:
TEMPERATURA ANALISIS
20ºC Indica problemas, pero la reparación no
es urgente. Se puede efectuar en
paradas programadas.
20ºC a 40ºC Indica que la reparación requerida es
urgente dentro de los 30 días
40ºC EN ADELANTE . Indica una condición de emergencia.
La reparación, se debe realizar de
inmediato.
No siempre se contara con este rango de temperatura para maquinas como turbinas o calderas
las temperaturas pasaran más de 100°C
10.10 Cálculo para la frecuencia de inspección de mantenimiento predictivo.
Hoy en día, resulta relativamente fácil encontrar las estrategias a seguir en cuanto a escoger el
tipo de mantenimiento adecuado para cada falla, sin embargo, a la hora de calcular la
frecuencia de inspección del mantenimiento predictivo, la literatura actual nos ofrece una
manera que se basa en la curva P-F, donde el tiempo entre inspecciones para algunos, debe
ser la mitad del tiempo entre falla potencial y la falla funcional (intervalo P-F) y para otros, el
tiempo entre inspecciones debe ser menor que el intervalo P-F asegurando que la diferencia
entre ambos sea mayor al tiempo de reparación.
Pero esta forma de determinar la frecuencia de mantenimiento predictivo tiene sus
inconvenientes.
1. No se posee suficiente data para construir una curva para cada modo de falla.
31 de Octubre del 2009 GF-PR-P01 V01 Página 29 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
2. La curva varía si es afectada por factores externos tales como variaciones en el contexto
operativo, fallas operacionales y deficiencias relacionadas con ingeniería y
mantenimiento.
En la mayoría de los casos, la frecuencia es calculada con la ayuda de una curva P-F general
solo para algunos componentes principales del equipo a ser inspeccionados, o criterios
gerenciales no formales, basados en el costo de las inspecciones versus el costos de las
inspecciones versus el costo e no poder predecir la falla.
Debido a lo anteriormente expuesto y como una forma para calcular de manera la frecuencia de
las inspecciones predictivas, tomando en cuenta la relación riesgo-costo beneficios, y
justificando así, las decisiones del gerente del área de mantenimiento, en lo concerniente al
impacto de las estrategias a ser tomadas en el presupuesto de gastos de fábrica, se desarrolla
a continuación un modelo matemático que pretende dar una idea cercana del valor del tiempo
entre inspecciones predictivas.
El valor del intervalo entre inspecciones predictivas será directamente proporcional a tres
factores de costos, el factor de falla y el factor de ajuste. Así, la relación matemática estará
definida como:
C = factor de costo.
F = factor de falla.
A = factor de ajuste.
10.11 Factor de costo.
Se define como factor de costo, el costo de una inspección predictiva dividido entre el costo en
que se incurre por no detectar la falla. En general, este costo es igual al tiempo que tarda llevar
el repuesto desde el almacén (externo o propio) en condición de parada no planificada hasta el
lugar donde ocurre la falla, multiplicado por la cantidad de dinero que se pierde por unidad de
tiempo de parada del equipo que la presenta. Otros costos asociados a no poder predecir la
falla tienen que ver con el impacto de esta en la calidad de los productos, la seguridad industrial
y el cuidado del ambiente. Para los casos donde la seguridad industrial y el ambiente se puedan
ver perjudicados se recomienda el monitoreo continuo de la condición del equipo ya que los
costos de una lesión o del impacto ambiental son inestimables, o en el mejor de los casos, su
valor tiende a ser tan alto que el intervalo de inspección tiende a 0.
La relación del factor de costo es la siguiente:
Adimensional.
Dónde:
31 de Octubre del 2009 GF-PR-P01 V01 Página 30 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
Ci es el costo de una inspección predictiva (en unidades monetarias).
Cf es el costo en que se incurre por no detectar la falla (en unidades monetarias).
10.12 Factor de falla.
Se define como factor de falla la cantidad que pueden detectarse con, la inspección predictiva
dividida entre la rata de fallas.
La relación del factor de fallas es la siguiente:
Dónde:
Fi es la cantidad de modos de falla que pueden ser detectados utilizando la tecnología
predictiva (expresada en fallas por inspección) y λ es la rata de fallas presentada por el equipo,
y que además, podrían ser detectadas por la tecnología predictiva a ser aplicada (expresada en
fallas por año)
Nótese que la unidad del factor de falla es años por inspección.
10.13 Factor de Ajuste.
Una vez calculado el producto entre el factor de costo y el factor de falla, se procede a
multiplicarlo por un factor de ajuste, el cual, estará basado en la probabilidad de ocurrencia de
mas de 0 fallas en un año utilizando la distribución acumulativa de Poisson con media igual a λ
(rata de fallas expresada como fallas por año). Para calcular este factor utilizaremos la función
matemática logaritmo natural multiplicada por –1 (-ln), la cual, se comporta de una manera muy
parecida al criterio gerencial de incremento o decremento del intervalo de inspección al tomar
en cuenta la probabilidad de ocurrencia de mas de 0 fallas en un año. Para valores de
probabilidad de ocurrencia entre 0 y valores cercanos a 0.37, la función arroja resultados desde
infinito hasta 1 y para valores de probabilidad entre 0.37 y 1 la función arroja resultados entre 1
y 0. Por lo que a mayor probabilidad de ocurrencia, el intervalo de inspección predictiva se
reducirá de forma exponencial.
El factor de ajuste será el siguiente:
Con lo anterior, los intervalos de inspección predictiva queda definido como:
31 de Octubre del 2009 GF-PR-P01 V01 Página 31 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
Expresada en años por inspección, el cual su inverso nos dará la frecuencia de las
inspecciones predictivas.
Expresados en inspecciones por año.
11. RESUMEN
Este trabajo investigativo está orientado a brindar una guía confiable de los tipos de
mantenimiento para los equipos de mayor criticidad del proceso productivo de una empresa, la
cual ha venido trabajando de una manera informal y con muy poca atención a los registros
confiables y retroalimentación de los diversos mantenimientos realizados. En este estudio se
comenzará por la información actual que maneja el departamento de mantenimiento, se
determinará cual es la etapa más crítica del proceso productivo; por medio de la cual se hará el
plan anual de mantenimiento para los equipos que la comprenden sobre la base de los
manuales técnicos de cada equipo y/o las recomendaciones de los técnicos de la empresa. Con
este plan de mantenimiento se pretende disminuir el número de reparaciones y fallas
imprevistas, así como también alargar la vida útil de los equipos y poder lograr de esta manera
la satisfacción de los clientes y mantener la calidad del producto en todo momento.
12. Conclusiones
Las Tecnologías Predictivas representan hoy en día una herramienta fundamental de los
Departamentos de Mantenimiento de diversos sectores industriales, estas técnicas y
procedimientos de inspección son utilizados ampliamente para monitorear la salud de los
activos industriales y diagnosticar una gran variedad de modos de fallas.
Apoyándose en estas tecnologías la organización de mantenimiento activa el Mantenimiento
Basado en la Condición (MBC) el cual ofrece el potencial para Planificar y Programar
actividades de mantenimiento oportunas y específicas brindando altos beneficios que impactan
positivamente los costos de producción, la seguridad integral y la confiabilidad de los complejos
industriales.
El mantenimiento Predictivo por medio del Análisis de Vibraciones debe realizarse antes,
durante y después de cada zafra para minimizar fallos imprevistos.
La etapa más crítica para un Ingenio azucarero, en la cual hay que centrar toda la atención a
nivel de Mantenimiento Predictivo, es el período de Zafra.
La operatividad del proceso productivo depende directamente de las condiciones en las que se
encuentren los equipos que intervienen en él, por lo tanto este proyecto de investigación estuvo
31 de Octubre del 2009 GF-PR-P01 V01 Página 32 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
orientado a permitir la correcta operación de los mismos por medio del plan de mantenimiento
predictivo.
Los equipos críticos de la empresa que se pudieron determinar se los clasificó
Es necesario mantener registros confiables de los diversos mantenimientos que se ejecutan a
los equipos, ya que de esta manera se puede aplicar de manera efectiva un plan de
mantenimiento programado. El no tener un plan hizo que la empresa se dedicara a actuar
resolviendo averías o desperfectos en todos los equipos de la planta, y realizando ciertas de
tareas de mantenimiento no programadas basadas en la experiencia de los técnicos o sobre la
base de las averías que se presentaban.
Las actividades de inspección, limpieza y manutención deben ser realizadas por los técnicos de
la empresa y salvo aquellos mantenimientos predictivos que requieran de un mayor nivel de
tecnología, o ciertos mantenimientos preventivos que utilicen herramientas o equipos
específicos deberán ser atendidos por los recursos externos (contratistas); ya que de no ser así
se requerirá mayor cantidad de equipos y herramientas específicas para dichas actividades, lo
cual implicaría una inversión adicional para realizar mantenimientos eventuales, que no darían
ningún valor agregado a la empresa.
13. RECOMENDACIONES
1. Realizar mediciones posteriores a las actividades correctivas, con el propósito de
verificar que fueron solventados los problemas o defectos en los equipos.
2. Adquirir dispositivos confiables para la alineación de ejes para evitar la reducción de la
vida útil de los componentes de los equipos rotativos.
3. Que la Gerencia General verifique la factibilidad de contratación del responsable del
departamento de Mantenimiento, para hacer eficiente la tarea de mantenimiento en la
planta
4. Que el encargado del departamento de Mantenimiento controle cualquier trabajo
realizado en cada máquina o equipo; haciendo uso de las fichas de control descritas en
este documento.
5. Que el departamento de Mantenimiento conjuntamente con la Gerencia General y el
departamento de Producción efectúen reuniones periódicas con el propósito de plantear
cambios o corregir los errores que se tuvieran, una vez implantado el programa
propuesto.
14. Bibliografía
31 de Octubre del 2009 GF-PR-P01 V01 Página 33 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
1. Santiago García Garrido, ‘Operación y mantenimiento de centrales de ciclo combinado,
Ed Díaz de Santos, 2007.
2. Evelio Palomino Martin, ‘La medición y el análisis de vibraciones en el diagnóstico de
máquinas rotativas’, Centro de estudios innovación y mantenimiento, Cuba, 1997
3. Pedro Saavedra G, y otros, Evaluación de la severidad vibratoria, Universidad de la
Concepción, Dep de Energías mecánicas, 2002.
4. SALAZAR, Oscar. “Mejoras en el Mantenimiento Predictivo por Análisis de Vibración en
Equipos
5. Sociedad Agrícola E Industrial San Carlos S.A. http://www.sancarlos.com.ec
6. www.confiabilidad.com.ve
7. http://www.mantenimientopetroquimica.com/ejemplodeplandemantenimiento.html
5. ANEXOS
FIGURA 1
31 de Octubre del 2009 GF-PR-P01 V01 Página 34 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
FIGURA 3
PICADORA MOLINO
FIGURA 4
TANQUE CLARIFICADOR FILTRO
FIGURA 5
EVAPORADOR
TACHOS
FIGURA 6
CENTRIFUGADORA
INFORME
CONTROL SEMANAL CUMPLIMIENTO INSTRUCCIÓN 1
EMPRESA FECHA
31 de Octubre del 2009 GF-PR-P01 V01 Página 35 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
EVALUACION POR PUNTOS
a) EN PROCESO
b) PARALIZADO
c)TERMINADO
d)NO COMENZADO
SEMANAS
PUNTO DETALLE
1ª 2ª 3ª 4ª 5ª
1.1 Limpieza de la fabrica y sus alrededores
1.2 Reporte de deficiencias
1.3 Identificación de salideros en tuberías, recipientes, y tanques
1.4 Inyección de aceite a maquinas y bombas
1.5. Drenaje de los equipos y tuberías
1.6 Limpieza de las naves
2. BASCULADORES Y CONDUCTORES DE CAÑA
2.1 Limpieza y engrase de cadenas y tablillas
2.2 Limpieza del área de basculadores
2.3 Recogida, envase y almacenamiento de cables de los winches
2.4 Desmontaje de las esteras de caña
2.5 Limpieza de ejes y esprockets motrices y de cola
2.6 Desmonte e Inspección de maquinillas de esteras
2.7 Revisión de viradores hidráulicos
2.8 Extracción de agua de los fosos del basculador
3. CUCHILLAS PICADORAS DE CAÑA
3.1 Limpieza de cuchillas de picar caña
3.2 Protección de los rodamientos de las cuchillas
4. DESFIBRADORAS
4.1 Destape y limpieza de los desfibradores
4.2 Revisión de los elementos de los desfibradores
5. MOLINOS
5.1 Limpieza general del área de los molinos
5.2 Circulación de agua caliente con cal por tuberías de maceración y
jugo crudo
5.3 Drenaje de bombas y tuberías, desinfección de fosos
5.4.1a) Medidas de entrada y salida de cada molino y entre masas de la
desmenuzadota
5.4.2b) Desajustes de encajes de tapas superiores y laterales
5.4.3c) Separación entre pistón hidráulico y dado de la chumacera
superior
5.4.4d) Separación de los pares de bronce mayor con la teja inferior
5.4.5e) Altura de la cuchilla central en entradas y salidas. Drenaje
5.5 Desarme total en molinos
5.6 Marcar todos los componentes de los molinos
5.7 Desmontar, engrasar y agrupar esteras de los conductores
intermedios
5.8 Extracción, engrase y agrupación de los ejes motrices y de cola de
los conductores intermedios
5.9 Protección de Guarderas y bastidores de los conductores
5.10 Revisión de coupling y cuadrados
5.11 Destape, medición y colocación ordenada de tapas superiores de
vírgenes
5.12 Limpieza, inspección y medición de bronces mayores y
chumaceras laterales
5.13 Revisión de masas
5.14 Protección de collarines
5.15 Extracción de coronas y pestañas
5.16 Limpieza y revisión de coronas
5.17 Extracción y desmonte de soportes de cuchillas centrales
5.18 Limpieza y revisión de vírgenes y bancazas
5.19 Llenar modelo I22 A con datos de molinos
5.19.1ª) Chequeo de desgastes laterales de quijadas de las vírgenes
SEMANAS
PUNTO DETALLE
1ª 2ª 3ª 4ª 5ª
5.19.2 Diferencia de nivel entre la línea de centro de la masa y el centro
31 de Octubre del 2009 GF-PR-P01 V01 Página 36 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
del eje de la catalina
5.19.3 Diferencia de nivel entre ambas vírgenes
5.19.4 Paralelismo entre vírgenes y catalinas
5.20 Limpieza y revisión en zona de contacto entre bancazas y las
bases de concreto
5.21 Limpieza y revisión de electroimanes
5.22 Extracción de las empaquetaduras de los acumuladores
hidráulicos, revisión y engrase de las barras
5.23 Limpieza de túneles de acceso a tornillos de fundación de molinos
y engranes
5.24 Sacar cadenas y tablillas de rast de bagacillo
5.25 Sacar y limpiar bastidores de coladores de guarapo
5.26 limpieza y secado de fuentes y canales de molinos.
5.27 vaciado y limpieza de las bateas de grasa.
6 MAQUINAS DE MOLER
6.1 desarme y revisión de los elementos de las maquinas
6.2 revisión de los cilindros
6.3 desarme y comprobación de chumaceras de la cruceta
6.4 desarme y comprobación de chumaceras de la biela.
6.5 comprobar estado del muñón y ajuste del palto
6.6 Sacar y comprobar válvula de admisión y escape de maquinas
corliss.
6.7 destapar y revisar pedestal principal de cada maquina
6.8 revisión de voladoras
6.9 recogida y limpieza y conservación de la correa del regulador.
7 TREN DE ENGRANES
7.1 extracción de lubricantes, limpieza y revisión de todos los
componentes de los engranes.
7.2 destape e inspección de los componentes de los reductores.
8 CONDUCTOR DE BAGAZO
8.1 soplado de conductores de bagazo
8.2 desmonte y desame en tramos de 20 pies, de los conductores de
bagazo
9 CERNIDORES DE BAGACILLO
9.1 limpieza, protección e instalación de las telas perforadas de los
cernidores.
10 CALDEROS
10.1 aumento de la dosis de sulfato trisodico , durante los tres últimos
días de zafra
10.2 extracción de fondo cada 4 horas en cada caldera (3 últimos días)
10.3 extracción de fondo cada 2 horas en cada caldera (ultimas 24
horas)
10.4 preparación y hervidura de calderas después de liquidada la casa
de calderas
10.5 limpieza exterior de todas las calderas.
10.6 prueba hidrostática de las calderas
10.7 extracción de agua, limpieza y secado, calderas de tubos de agua
rectas.
10.8 aplicación de tuberías a las calderas
10.9 soplado exterior de las calderas después de la limpieza de los
hornos.
11 HORNOS
11.1 limpieza de los hornos
11.2 limpieza de los mecanismos de los sopletes de horno, quemadores
y ventiladores
11.3 limpieza de tuberías de petróleo.
12 CALENTADORES
12.1 limpieza con agua caliente alcalizada de todo el sistema de jugo
hasta los calentadores inclusive
12.2 Limpieza con potaza mientras se liquida la C calderas
12.3 Destapar calentadores
12.4 Prueba hidrostática a los calentadores
13 CLARIFICADORES
13.1 Revisión del fondo y bandejas para detectar tierra o cachaza
13.2 Limpieza del clarificador
31 de Octubre del 2009 GF-PR-P01 V01 Página 37 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
13.3 Secar y limpiar todas las tuberías de corrida de jugo
13.4 Desarme, raspado, limpieza y protección de todas las cajas de
corrida
13.5 Desarme, limpieza y protección de las bombas de cachaza
13.6 Secado interior de los clarificadores
14 FILTROS ROTATIVOS DE CACHAZA
14.1 Limpieza de la batea con agua caliente a presión
14.2 Limpieza del tambor del filtro
14.3 Abrir y limpiar todo el equipo auxiliar del filtro
14.4 Sacar las bandas y guardar en lugar seguro
14.5 Sacar las telas y revisar respaldos y tambor
15 EVAPORADORES DE TACHOS
15.1 Limpieza química de todos los cuerpos de evaporadores y vapor -
cells
15.2 Limpieza de tanques tuberías y recipientes de la casa de calderas
15.3 Pruebas de hermeticidad después de liuidado el evaporador
15.4 Prueba hidrostática a los vasos de evaporadores y tachos
15.5 Dejar abiertos los registros de hombres de los cuerpos y los
fondos
15.6 Limpieza y revisión de todos los separadores de arrastre en todos
los cuerpos de tacos y evaporadores
15.7 Pintar todos los cuerpos de chapa de hierro y tuberías de
vaporación del cuerpo al condensador
15.8 Revisión diafragmas interiores de los separadores
15.9 Extracción de fluses de los vasos (dos por sección)
15.10 Determinar espesor de fondos, envolventes y tubos de
evaporación.
16 CONDENSADORES
16.1 Revisión del estado físico de los registros de los condensadores.
Protección
16.2 Determinar espesor de los componentes de los condensadores
17. CRISTALIZADORES GRANEROS Y SEMILLEROS
17.1 Limpieza con vapor y protección de cristalizadores, graneros y
semilleros
18. CANALES Y TUBERIAS
18.1 Limpieza de canales y tuberías
18.2 Drenaje de las tuberías de la fábrica.
19. CENTRIFUGAS, MEZCLADORES SINFINES O VIBRADORES
19.1 Limpieza de las centrifugas
19.2 Extracción y revisión de las telas y entretelas
19.3 Raspado y pintura de las canastas.
19.4 Protección de grasa a los ejes y poleas de centrifugas
19.5 Recoger las correas de las centrifugas
19.6 Conservación de las centrifugas automáticas y semiautomáticas
19.7 Lavado y protección de mezcladores, sinfines o vibradores
20. PESAS DE AZUCAR Y MAQUINAS DE COSER SACOS
20.1 Soplado y protección de pesas de azúcar
20.2 Limpieza, engrase y envoltura de las partes movibles de las
maquinas de marcar sacos.
21. MAQUINAS DE MARCAR SACOS
21.1 Limpieza, engrase y envoltura de las partes móviles de las
maquinas de marcar sacos
22. ESTERAS PORTATILES CONDUCTORAS DE SACOS
22.1 Lavado con agua caliente a presión de todas las esteras portátiles
conductoras de sacos
22.2 Engrase y atomización con aceite del conductor
23. MAQUINAS DE VAPOR
23.1 Desarme de las maquinas de vapor, revisión de aros y cilindros.
Protección
23.2 Limpieza y engrase del mecanismo de distribución y regulación
23.3 Recoger y limpiar las correas del control del regulador. Guardarlas
23.4 Dejar abiertas todas las válvulas de drenaje
24. TURBINAS DE VAPOR PARA MOVIMIENTO MECANICO
24.1 Destapar y revisar sus partes y protegerlas. Informar
anormalidades a la delegación. Taparla.
31 de Octubre del 2009 GF-PR-P01 V01 Página 38 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
24.2 Sacar los enfriadores de aceite, limpiarlos y colocarlos de nuevo
24.3 Drenaje de agua y conservación de aceite
24.4 Guardar y preservar aditamentos externos de las turbinas, que
pudieran romperse durante las reparaciones
25. REDUCTORES DE VELOCIDAD
25.1 Destapar e inspeccionar reductores. Drenaje de agua en el aceite
26. BOMBAS
26.1 Destape, limpieza y engrase de las bombas
26.2 Revisión de bombas de vacío tipo válvulas aire plana
26.3 Revisión de bombas de vacío tipo nash
26.4 Revisión de bombas de vacío de pistón de alta velocidad
26.5 Revisión de compresores de aire
27. TURBOGENERADORES
27.1 Destape y revisión de todas sus partes de las turbinas de vapor
27.2 Engrasar mecanismo externo del regulador
27.3 Protección de las turbinas contra la corrosión
27.4 Proteger con pintura anticorrosivo por paradas mayores de un año
27.5 Limpieza e inspección de los asientos de las válvulas de
regulación
27.6 Recoger para su conservación el aceite de los turbogeneradores
27.7 Limpieza de todo el sistema de lubricación
27.8 Destapar los generadores extraer el rotor y colocarlo en burros
27.9 Dar calor a los rotores y estatores de los generadores
27.10Darle vuelta a los generadores que quedan armados
27.11Cubrir los rotores y estatores que queden desarmados
28. MOTORES ELECTRICOS
28.1 Desarme, limpieza y secado de los motores eléctricos
28.2 Envoltura de los motores que están limpios
28.3 Pintar los motores eléctricos que lo requieran
28.4 Calentamiento con bombillos a motores eléctricos de mas de 50
HP
28.5 Protección de los motores durante la limpieza final del ingenio
28.6 Protección de interruptores, controles de arranque, paneles de
distribución de motores eléctricos.
29. CORREAS.
29.1 Desmontar y limpiar todas las correas para su conservación
29.2 Enrollar y marcar las correas, poniéndolas en un lugar fresco
30. INSTRUMENTOS
30.1 Conservación de instrumentos
31. BOMBILLOS ELECTRICOS
31.1 Recogida de los bombillos eléctricos
32. CARTUCHOS Y FUSIBLES
32.1 Recoger y guardar todos los cartuchos fusibles
33. LUBRICADORES MECANICOS Y COPILLAS DE LUBRICACION
33.1 Recoger, identificar y proteger los lubricadores mecánicos y
copillas
34. REGULADORES Y CONTROLADORES DE PH
34.1 Limpieza y protección de reguladores y controladores de ph
35. PLANTA DE TRATAMIENTO
35.1 Eliminación de todos los sedimentos en reactores y/o piscinas de
decantación
35.2 Comprobación de accesorios
35.3 Comprobación de los bordes de los canales de agua (su
horizontalidad)
35.4 Hermeticidad de los equipos
35.5 Protección con anticorrosivo
36. FILTROS MECANICOS Y DE INTERCAMBIO IONICO
36.1 Comprobación de las superficies metálicas
36.2 Comprobar los materiales filtrantes y el material intercambiador
36.3 Eliminar incrustaciones de 1 pulg. del material filtrante e
intercambiador y añadir las mismas cantidades
36.4 Preservación de material filtrante e intercambiador
37. TANQUERIA
37.1 Limpieza de la tanqueria
37.2 Hermeticidad
31 de Octubre del 2009 GF-PR-P01 V01 Página 39 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
37.3 Protección con anticorrosivo
38. HERRAMIENTAS PORTATILES
38.1 Recoger e inventariar todas las herramientas portátiles
II. CONDICIONES PREVIAS LA PRUEBA
31 de Octubre del 2009 GF-PR-P01 V01 Página 40 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
BUENO REGULAR MALO
1.- Abastecimiento de combustibles y
lubricantes
2.- Alumbrado general
3.- Prueba de todos los motores eléctricos
4.- Prueba hidrostática de los calderos
5.- Tratamiento externo al agua de calderas
6.- Achique de los tragantes
7.- Calentamiento previo de los hornos
8.- Medición del aislamiento a tierra de los
motores y generadores que se probaran
el dia de la prueba
9.- Llenado con agua del enfriadero
10.- Prueba de las tuberías de vacío
III. HORNOS Y CALDERAS
SE HIZO DIFICULTADES
SI NO SI NO
1.- Comprobar establecimiento del tiro
2.- Comprobar funcionamiento de equipos de
alimentación de agua (bombas, válvulas,
tuberías, etc)
3.- Revisión de botellas y niveles de agua
4.- Comprobación de válvulas de conexión al
domo
5.- Comprobación de alarmas de alto y bajo
nivel
6.- Comprobación de válvulas de extracción
de fondo
7.- Comprobación de válvulas de extracción
de superficie
8.- Comprobación de compuertas de tiro
9.- Comprobación de compuertas de
regulación de aire de los ventiladores a los
hornos.
10.-comprobar funcionamiento de sopladores
de hollin.
11.- comprobación de las compuertas de
alimentación de bagazo.
12.- comprobación de las compuertas de
alimentación calderos.
13.- comprobación del nivel de aceite o grasa
de los ventiladores de tiro forzado e
inducido y funcionamiento de los mismos.
14.- comprobación de los quemadores de
petróleo.
15.- revisión de salideros en la caldera.
16.- comprobación del funcionamiento de
economizadores.
17.- comprobación del funcionamiento de
filtros.
31 de Octubre del 2009 GF-PR-P01 V01 Página 41 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
18.- comprobación del funcionamiento de
calentadores.
19.- comprobación del funcionamiento de
desgasificadotes.
20.- comprobación del funcionamiento de
equipos de tratamiento de agua de
alimentador.
21.- comprobación de la instrumentación del
área.
22.- levantar presión con las válvulas de pie y
las purgas de todo el sistema de tuberías y
recipientes abiertos.
23.- comprobación de funcionamiento de las
trampas.
24.- comprobación de funcionamiento de los
conductores de bagacillo (tablillas,
cadenas, etc.)
IV MANIPULACION DE CAÑA Y PLANTA
MOLEDORA
1.- comprobar que las válvulas de pie de las
maquinas y sus by-pass se encuentren
abiertas.
2.- comprobar que las válvulas de escape de
las maquinas estén abiertas.
3.- revision deliren de engrases para detectar
la presencia de hierros o herramientas
olvidadas.
4.- revision de los molinos para detectar la
presencia de hierros o herramientas
olvidadas.
5.- limpieza de la superficie expuesta de los
collarines de los quijos.
6.- comprobar que todos los lubricadores,
copillas de grasas o sistemas
centralizados, tengan lubricantes.
7.- calentamiento lento del equipo motriz de
vapor de los molinos.
8.- comprobación de los reguladores de las
maquinas de moler.
9.- Ajustes de las raspadores y cuchillas
centrales , tocando fondo en los cientos de
las masas.
10.- Comprobación de los sistemas
hidráulicos.
11.- comprobación de las bombas de guarapo
crudo.
12.- comprobación de las bombas de
maceración o imbibición.
13.- comprobación de los variadores de carros
y camiones.
14.- comprobación de las esteras de caña.
15.- comprobación de las cuchillas picadoras
de caña
31 de Octubre del 2009 GF-PR-P01 V01 Página 42 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
16.- comprobación de las desfibradoras.
17.- comprobación de los electroimanes
18.- comprobación de los ciutch neumáticos.
V PLANTA ELECTRICA
1.- comprobar funcionamiento de trampas de
vapor.
2.- comprobar funcionamiento y ajuste de la
bomba auxiliar de aceite de todas las
turbinas.
3.- revisión de las tuberías de circulación de
aceite.
4.- comprobar funcionamiento de válvulas de
admisión de vapor.
5.- Mantener las purgas completamente
abiertas.
6.- comprobar que las válvulas de escape a la
atmósfera se encuentren abiertas.
7.- mantener girando la tubería lentamente, no
menos de 20 minutos.
8.- limpieza de los anillos de excitación del
campo del alternador y ajuste de los
carbones
9.- Comprobar el sistema de circulación de
enfriamiento
10.- Comprobación del funcionamiento de los
equipos de purificación de aire a los
generadores
11.- Comprobar el funcionamiento del
regulador de velocidad
12.- Comprobar el consumo de corriente de
excitación sin carga
13.- Revisión de los carbones, anillos y
conmutador de la excitatriz
14.- Comprobación del ajuste de disparo de
sobre velocidad de todas las turbinas del
ingenio
15.- Reporte de los ajustes de disparo
16.- Prueba del equipo de sincronización
17.- Comprobación de los motores eléctricos
del tipo abierto
18.- Comprobación del estado de las
escobillas en los motores eléctricos de
rotor bonibnado
19.- Comprobación de los arranques
magnéticos y manuales
VI. CASA DE CALDERAS
1.- Comprobación de los equipos de
preparación de lechada
2.- Comprobación de los pesos de jugo
3.- Comprobación de los descalizadores
4.- Prueba de la cámara de vapor y los fluses
de los calentadores, con agua a presión
5.- Prueba del sistema de vacío
6.- Comprobación de las bombas de inyección
31 de Octubre del 2009 GF-PR-P01 V01 Página 43 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
y rechazo
7.- Comprobación de canales de rechazo
8.- Comprobación de los sprays del enfriadero
9.- Comprobación de la caída de vacío
permisible
10.- Comprobación de las bombas de cachaza
11.- Comprobación del sistema de movimiento
de los clarificadores
12.- Comprobación de los registros, válvulas,
etc de los clarificadores
13.- Comprobación del funcionamiento de los
cristalizadores
14.- Comprobación de las tuberías principales
y sus válvulas
15.- Comprobación de las válvulas de
seguridad de la línea de vapor de escape
16.- Comprobación de equipos automáticos de
inyectar vapor directo a la línea general de
escape
17.- Comprobación de la hermeticidad del
sistema de vacío de los filtros
18.- Comprobación del ajuste del cierre del
vacío de alta de los filtros
19.- Comprobación general del
funcionamiento de los filtros de cachaza
20.- Bombeo de agua del tanque de jugo al
clarificador
21.- Comprobación de salideras en los vasos
evaporadores
22.- Comprobación de las válvulas de vapor a
los calentadores
23.- Comprobación con presión de las
cámaras de vapor de los vasos
evaporadores
24.- Comprobación de bombas y tanques de
meladura y mieles
25.- Pasar agua de los tanques a todos los
tacos
26.- Comprobación de salideros en los tachos
27.- Pase de agua de un tacho a otro
28.- Comprobación del vacío en todos los
tacos
29.- Comprobación con presión de las
cámaras de vapor en los tacos
30.- Comprobación del funcionamiento de los
mezcladores y su sistema de
calentamiento
31.- Comprobación de la velocidad de trabajo
en vacío de las centrifugas hidráulicas o
de correa
32.- Comprobación del sistema de transmisión
embrague frenos, etc. de las centrifugas
manuales
33.- Comprobación de los equipos de control
31 de Octubre del 2009 GF-PR-P01 V01 Página 44 de 45
Manual de Buenas Practicas de Fabricación GF-PR-P01 V01
del ciclo de trabajo y ajustes de tiempo de
las centrifugas semiautomáticas
34.- Comprobación de los equipos auxiliares
de centrífugas
35.- Revisión de la tolva de azúcar sobre la
gasa
36.- Comprobación del funcionamiento de la
pesa de azúcar
37.- Comprobación del funcionamiento de las
maquinas de coser, sacos, marcadores,
pateadores.
38.- Comprobación de los conductores que
llevan azúcar a l almacén
39.- Comprobación de todos los instrumentos
de medición y control del área
VII CONCLUSIONES
1.- Los principales problemas detectados
durante la prueba fueron
1)
2)
3)
4)
5)
31 de Octubre del 2009 GF-PR-P01 V01 Página 45 de 45
You might also like
- Elaborar Chicha MoradaDocument15 pagesElaborar Chicha MoradaAngel Suarez100% (3)
- COMO FUNCIONA UNA PLANTA EXTRACTORA DE ACEITE DE PALMA AFRICANA - INDUSTRIAS AVM - COLOMBIA - Spanish (AutoDocument8 pagesCOMO FUNCIONA UNA PLANTA EXTRACTORA DE ACEITE DE PALMA AFRICANA - INDUSTRIAS AVM - COLOMBIA - Spanish (AutoHjalmar LinoNo ratings yet
- Análisis Caso 4 - Grupo 12Document14 pagesAnálisis Caso 4 - Grupo 12Yenny Ortega100% (1)
- Elaborar Macerados de FrutasDocument10 pagesElaborar Macerados de FrutasAngel SuarezNo ratings yet
- Proceso de elaboración de anisadoDocument6 pagesProceso de elaboración de anisadoAngel SuarezNo ratings yet
- Elaboracion de NectarDocument12 pagesElaboracion de NectarAngel SuarezNo ratings yet
- Elaboracion de NectarDocument12 pagesElaboracion de NectarAngel SuarezNo ratings yet
- Mapa Conceptual Del Concepto de SCM y Las Fases PDFDocument2 pagesMapa Conceptual Del Concepto de SCM y Las Fases PDFJoseLuis Rodriguez EncinaNo ratings yet
- Parcial 1 COMPRASDocument7 pagesParcial 1 COMPRASSandra Milena Monroy Gamboa93% (15)
- 09 Ejercicios Resueltos Sobre El Modelo WilsonDocument5 pages09 Ejercicios Resueltos Sobre El Modelo WilsonDiego Cañibano Pelaez50% (2)
- Modelo de InventariosDocument71 pagesModelo de InventariosEdgar Miguel Bravo EsquenNo ratings yet
- 2018-2 GESCAL Practica 4-5Document9 pages2018-2 GESCAL Practica 4-5Manuel VeraNo ratings yet
- Proyecto de Tesis Ñique Davila - AtlanticaDocument35 pagesProyecto de Tesis Ñique Davila - AtlanticaZhuin PbNo ratings yet
- Ae - Proyecto - Diseño de Maquina para Fabricacion de Adobes para Ladrillos - S16 - Grupo 01Document82 pagesAe - Proyecto - Diseño de Maquina para Fabricacion de Adobes para Ladrillos - S16 - Grupo 01ANSHELO GEINER DÁVILA RAMOSNo ratings yet
- GRUPO 6 Practica 3Document8 pagesGRUPO 6 Practica 3Gustavo MontufarNo ratings yet
- Azucar Organica Usaid 2010Document90 pagesAzucar Organica Usaid 2010Repositorio de la Biblioteca de la DEA-MAG-PYNo ratings yet
- IngEcoAltExc09 2020 MDocument26 pagesIngEcoAltExc09 2020 MAlan CuelaNo ratings yet
- Tif Proceso de Manufactura Final 1 1Document33 pagesTif Proceso de Manufactura Final 1 1Gabriel Quispe CalcinaNo ratings yet
- Proceso de Fabricación de Las Llantas de CauchoDocument6 pagesProceso de Fabricación de Las Llantas de Cauchohector1992BLUENo ratings yet
- Producción de Harina de PescadoDocument17 pagesProducción de Harina de Pescadorr345100% (1)
- Tesis Roger y RichardDocument196 pagesTesis Roger y RichardRaúl ChávezNo ratings yet
- PotenciaDocument4 pagesPotenciaLiseth HenriquezNo ratings yet
- Solucionario Semana 6Document3 pagesSolucionario Semana 6Shirley Marlene Carreño RojasNo ratings yet
- PCP Practica 04Document5 pagesPCP Practica 04Eduardo ConchaNo ratings yet
- Plan reducir inventario Throsel-Teskey 40Document4 pagesPlan reducir inventario Throsel-Teskey 40GUILLERMO VASQUEZ RESTREPONo ratings yet
- Proyecto #2Document7 pagesProyecto #2Steven Perdomo CruzNo ratings yet
- Autonoma San Francisco: EstructuraDocument3 pagesAutonoma San Francisco: Estructuraayde_salcedo0% (1)
- San Miguel SACDocument32 pagesSan Miguel SACLuis TrujilloNo ratings yet
- Impacto de fallas en planificación de MolitaliaDocument157 pagesImpacto de fallas en planificación de MolitaliaGelzy Vanessa LCNo ratings yet
- Lab de Ing de MetodosDocument6 pagesLab de Ing de MetodosRuth Mery Ccahuantico CasaNo ratings yet
- Ingneiería de SoftwareDocument2 pagesIngneiería de SoftwareLuis Enrique Quintana RojasNo ratings yet
- Grupo 3 TAF 2-31-07 FinalDocument24 pagesGrupo 3 TAF 2-31-07 FinalNIMA ZAMBRANO RAUL JESUSNo ratings yet
- 2 Ejer Optimizacion Modelos DiscretosDocument2 pages2 Ejer Optimizacion Modelos Discretosdilan taleroNo ratings yet
- Mapa de Procesos Cemento PacasmayoDocument3 pagesMapa de Procesos Cemento PacasmayoBrissa Rodriguez VarasNo ratings yet
- Diagramas de Operaciones y de FlujoDocument8 pagesDiagramas de Operaciones y de FlujoDiego PovedaNo ratings yet
- Problema P1.54Document6 pagesProblema P1.54Juan Carlos Pinto CastilloNo ratings yet
- TornilloDocument76 pagesTornilloVictor Torres MartinezNo ratings yet
- Informe Final Mermas FaboceDocument23 pagesInforme Final Mermas FaboceErick Rocha RodriguezNo ratings yet
- RECOPILACION GUIA Del DocenteDocument28 pagesRECOPILACION GUIA Del DocenteID Lex StoneNo ratings yet
- Gestión de La Cadena de Abastecimiento de La Empresa Casa CrossDocument60 pagesGestión de La Cadena de Abastecimiento de La Empresa Casa CrossJulia Palomares SalazarNo ratings yet
- Problema 3Document5 pagesProblema 3Alejandro TrejoNo ratings yet
- Trabajo FinalDocument31 pagesTrabajo FinalVictor Enrique Valdiviezo SaavedraNo ratings yet
- Informe de Practicas-FinalDocument27 pagesInforme de Practicas-FinalGuiller GPNo ratings yet
- Ejerc - Mantoo - EjemploDocument1 pageEjerc - Mantoo - EjemploricardoNo ratings yet
- Ficha Tecnica 11560Document3 pagesFicha Tecnica 11560Fredy Gutierrez BarrigaNo ratings yet
- Actividad 5 - GRUPO 5Document6 pagesActividad 5 - GRUPO 5Carlos Muñoz vitorNo ratings yet
- Peruvian Mining LiberalizationDocument10 pagesPeruvian Mining Liberalizationmirella rojasNo ratings yet
- MODELO DE OPTIMIZACION DE LA PRODUCCION DE LA PANADERIA Ricos PanDocument3 pagesMODELO DE OPTIMIZACION DE LA PRODUCCION DE LA PANADERIA Ricos PanJorge Alexander Quispe ChambiNo ratings yet
- Procesos de Manufactura - Examen Final IN179Document6 pagesProcesos de Manufactura - Examen Final IN179Jean GonzalesNo ratings yet
- Mermelada orgánica de papaya andinaDocument68 pagesMermelada orgánica de papaya andinaRivera Duran Patricia YeslyNo ratings yet
- Ficha Por Producto Dwasi Cafe.Document6 pagesFicha Por Producto Dwasi Cafe.Fiorella Cruz DelgadoNo ratings yet
- Actividad #11 - Prueba de Hipótesis para La MediaDocument2 pagesActividad #11 - Prueba de Hipótesis para La MediaJose Purizaca0% (2)
- 2018 - Comibol - Rendicion Publica 2017Document43 pages2018 - Comibol - Rendicion Publica 2017Bocamina ComibolNo ratings yet
- Memoria Calculo Refrigeracion - Camara Chocolates - LindleyDocument6 pagesMemoria Calculo Refrigeracion - Camara Chocolates - LindleyAndre BarrettNo ratings yet
- Diseño Turbina Wells PDFDocument11 pagesDiseño Turbina Wells PDFMackinder LijarzaNo ratings yet
- ENSAYO - S.O.S Vida SubmarinaDocument4 pagesENSAYO - S.O.S Vida SubmarinaKeidy Lorena SalazarNo ratings yet
- AstelDocument6 pagesAstelPaolaNo ratings yet
- Ejercicios PlaneaciónDocument3 pagesEjercicios PlaneaciónKenedid Velazquez100% (1)
- Demanda Independiente AlexanderDocument14 pagesDemanda Independiente AlexanderALEJANDRO MUnOZ BARRAGANNo ratings yet
- Análisis de costos y beneficios del proyecto Central Térmica El FaroDocument7 pagesAnálisis de costos y beneficios del proyecto Central Térmica El FaroINGENIEROS RIMAX SACNo ratings yet
- Optimización de producción con programación linealDocument72 pagesOptimización de producción con programación linealLuciana GonzalezNo ratings yet
- Proyecto Final de Ingeniería de PlantasDocument37 pagesProyecto Final de Ingeniería de PlantasTatiana Jackeline Ortiz GonzalezNo ratings yet
- Ejercicios resueltos de localización y tamaño de proyecto para cervecería y fábrica de baldosasDocument3 pagesEjercicios resueltos de localización y tamaño de proyecto para cervecería y fábrica de baldosasAnonymous uKxrEpJ2vNo ratings yet
- Plan de Mantenimiento-DanielDocument27 pagesPlan de Mantenimiento-DanielDANIEL RICARDO LACHE GONZALEZNo ratings yet
- Plan de MantenimientoDocument111 pagesPlan de MantenimientoPatrick Yanqui ReyesNo ratings yet
- MantenimientoDocument72 pagesMantenimientoGerardo NuriNo ratings yet
- Plan de Mantenimiento para Diez Camionetas Que Trabajan Ocho Horas de Día y Ocho Horas de NocheDocument43 pagesPlan de Mantenimiento para Diez Camionetas Que Trabajan Ocho Horas de Día y Ocho Horas de NocheFabian JimenezNo ratings yet
- Equipo 2 Plan de Mantenimiento a Bomba CentrifuaDocument55 pagesEquipo 2 Plan de Mantenimiento a Bomba Centrifuagarcia namorado julio andresNo ratings yet
- Informe de Investigación Mecatronica FINAL ACY 18-12-2018Document108 pagesInforme de Investigación Mecatronica FINAL ACY 18-12-2018EdwinCordovaPazNo ratings yet
- 10 Razones Que Te Haran Consumir Avena A Partir de HoyDocument4 pages10 Razones Que Te Haran Consumir Avena A Partir de HoyAngel SuarezNo ratings yet
- Pasaportes ReductoresDocument2 pagesPasaportes ReductoresAngel SuarezNo ratings yet
- GESTION D ECAMBIO Y TALENTO HUMANO DiapositivasDocument11 pagesGESTION D ECAMBIO Y TALENTO HUMANO DiapositivasAngel SuarezNo ratings yet
- CENTRAL AZUCARERA CHUCARAPI PAMPABLANCA S 3 10 PM Ultimo EnviadoDocument25 pagesCENTRAL AZUCARERA CHUCARAPI PAMPABLANCA S 3 10 PM Ultimo EnviadoAngel SuarezNo ratings yet
- Proyecto Mejoramiento Extraccion en Industria AzucareraDocument6 pagesProyecto Mejoramiento Extraccion en Industria AzucareraAngel SuarezNo ratings yet
- Antecedentes PRESENTAR MATRIZ DE CONSISTENCIA DE TRABAJO DE MAESTRIADocument7 pagesAntecedentes PRESENTAR MATRIZ DE CONSISTENCIA DE TRABAJO DE MAESTRIAAngel SuarezNo ratings yet
- Cuánta Agua Necesita Un OlivoDocument3 pagesCuánta Agua Necesita Un OlivoAngel SuarezNo ratings yet
- 3 Increibles Bebidas Que Acelerará El Proceso de Digestión en 15 MinutosDocument2 pages3 Increibles Bebidas Que Acelerará El Proceso de Digestión en 15 MinutosAngel SuarezNo ratings yet
- Estadistica Eficiencias 1999 - 2018 - NineDocument4 pagesEstadistica Eficiencias 1999 - 2018 - NineAngel SuarezNo ratings yet
- Ids Examen Modulo 8Document37 pagesIds Examen Modulo 8Angel SuarezNo ratings yet
- Jabon Liquido para ManosDocument1 pageJabon Liquido para ManosAngel SuarezNo ratings yet
- Lo Que Se Tiene Que Hacer en ArequipaDocument1 pageLo Que Se Tiene Que Hacer en ArequipaAngel SuarezNo ratings yet
- Desinfectantes Dióxido de CloroDocument11 pagesDesinfectantes Dióxido de CloroAngel SuarezNo ratings yet
- Formación del profesorado en educación emocional y crecimiento personal con el modelo PRHDocument18 pagesFormación del profesorado en educación emocional y crecimiento personal con el modelo PRHAngel SuarezNo ratings yet
- Manual de Yogurt FrutadoDocument8 pagesManual de Yogurt FrutadoAngel SuarezNo ratings yet
- Liderazgo Trabajo de ClaseDocument3 pagesLiderazgo Trabajo de ClaseAngel SuarezNo ratings yet
- Desarrollo Personal y Liderazgo en La EscuelaDocument15 pagesDesarrollo Personal y Liderazgo en La EscuelaAngel SuarezNo ratings yet
- Examen Module 1 FABRICACION DE EMBUTIDOSDocument11 pagesExamen Module 1 FABRICACION DE EMBUTIDOSAngel SuarezNo ratings yet
- CURSO DE CONTROL DE CALIDAD - docxRECTIFICDocument75 pagesCURSO DE CONTROL DE CALIDAD - docxRECTIFICAngel SuarezNo ratings yet
- Pasaportes de BombasDocument12 pagesPasaportes de BombasAngel SuarezNo ratings yet
- Calidad Educativa y Clima OrganizacionalDocument18 pagesCalidad Educativa y Clima OrganizacionalAngel SuarezNo ratings yet
- Elaborar VinoDocument18 pagesElaborar VinoAngel SuarezNo ratings yet
- Procedimiento Desarrollo Templa Masa Primera 2010Document11 pagesProcedimiento Desarrollo Templa Masa Primera 2010Angel SuarezNo ratings yet
- Ternurizacion de CarneDocument6 pagesTernurizacion de CarneAngel Suarez RamosNo ratings yet
- Unidad 5 SimulacionDocument11 pagesUnidad 5 Simulacion12345alex12345100% (2)
- Ejemplo Tarea Gestion de StockDocument15 pagesEjemplo Tarea Gestion de StockLuis García CampañaNo ratings yet
- Distribucion y LogisticaDocument205 pagesDistribucion y LogisticalandospmNo ratings yet
- Compra Gestion StockDocument3 pagesCompra Gestion StockDaniel Cam UrquizoNo ratings yet
- Examen final semana 8 - Sistemas de inventarioDocument25 pagesExamen final semana 8 - Sistemas de inventarioAnonymous QREMfo100% (3)
- Análisis del Sistema de Abastecimientos de Grandes Tiendas del SurDocument48 pagesAnálisis del Sistema de Abastecimientos de Grandes Tiendas del SurHumberto Rodríguez100% (3)
- Proyecto de Grado Jerson Forero y Julian Lemus 20 de JunioDocument115 pagesProyecto de Grado Jerson Forero y Julian Lemus 20 de JunioJimmyPardoNo ratings yet
- Gestión de inventarios: costos, objetivos y tipos enDocument11 pagesGestión de inventarios: costos, objetivos y tipos enIvonne HernandezNo ratings yet
- MRPDocument18 pagesMRPCarlos Hernandez100% (1)
- Modelos negocios e-businessDocument14 pagesModelos negocios e-businessAnonymous 4nbfQMNo ratings yet
- Trabajo Final Plasma Cad. Sum.Document14 pagesTrabajo Final Plasma Cad. Sum.laurabel01No ratings yet
- Granja InventarioDocument14 pagesGranja InventarioYemi Rodriguez VilchezNo ratings yet
- Preguntas Sin Respuestas ExamenDocument11 pagesPreguntas Sin Respuestas ExamenCebas CeoNo ratings yet
- Informe Seven ElevenDocument10 pagesInforme Seven ElevenKiara Valverde WestreicherNo ratings yet
- Curso AlmacenDocument65 pagesCurso AlmacenHurtadoLuisNo ratings yet
- Gestión de InventariosDocument4 pagesGestión de InventariosLizbeth ÁlvarezNo ratings yet
- Presentacion Unidad 7Document14 pagesPresentacion Unidad 7Residencia Blanca Serena0% (1)
- Planificación y Control de ProducciónDocument32 pagesPlanificación y Control de ProducciónPaola Leal MoraNo ratings yet
- Inventario MultinivelDocument15 pagesInventario MultinivelDaniel Perez Lescano50% (2)
- Actividades Logisticas NestleDocument25 pagesActividades Logisticas NestleHfrozt Remover Stromhawk75% (4)
- Análisis de procesos y propuesta de mejoras en ORTOSSUR S.A. de C.VDocument39 pagesAnálisis de procesos y propuesta de mejoras en ORTOSSUR S.A. de C.VYolanda RuizNo ratings yet
- 06-Cl-Resumen Gestion de Stocks y Compras-100415Document40 pages06-Cl-Resumen Gestion de Stocks y Compras-100415nicocla94maram100% (1)
- Cadena Abaste & Costos CosDocument42 pagesCadena Abaste & Costos Cosalexpia22No ratings yet
- La Gestión Del AprovisionamientoDocument7 pagesLa Gestión Del AprovisionamientojoseproanioNo ratings yet
- Modelo de Wilson - Ejercicios de cálculo de volumen óptimo de pedidoDocument3 pagesModelo de Wilson - Ejercicios de cálculo de volumen óptimo de pedidoMarvin MejíaNo ratings yet
- Ejercicio Aplicacion LagrangeDocument84 pagesEjercicio Aplicacion LagrangeLaura BarreraNo ratings yet