You might also like
- Electrical Correcting Elements in Automatic Control and Regulation CircuitsFrom EverandElectrical Correcting Elements in Automatic Control and Regulation CircuitsNo ratings yet
- Cascade ControlDocument10 pagesCascade ControlManoj RajagopalanNo ratings yet
- Automatic Controls for Heating and Air Conditioning: Principles and ApplicationsFrom EverandAutomatic Controls for Heating and Air Conditioning: Principles and ApplicationsRating: 4 out of 5 stars4/5 (2)
- As 1666.2-1995 Wire-Rope Slings - Care and UseDocument25 pagesAs 1666.2-1995 Wire-Rope Slings - Care and UseThaiminh VoNo ratings yet
- HP/LP Bypass Automation: Function DescriptionDocument14 pagesHP/LP Bypass Automation: Function DescriptionMohit GohilNo ratings yet
- HVAC Controls Answers CHP 1-5Document11 pagesHVAC Controls Answers CHP 1-5Cheuk To ChanNo ratings yet
- Steam Turbine Control Valve, Governing and Lube Oil System ExplainedDocument15 pagesSteam Turbine Control Valve, Governing and Lube Oil System ExplainedPrabhu Lohakare100% (1)
- Dry Low NoxDocument10 pagesDry Low NoxIvan Poma Montes100% (1)
- Subsea - Page 5Document82 pagesSubsea - Page 5lulalala8888100% (1)
- Boiler Instrumentation and ControlsDocument22 pagesBoiler Instrumentation and ControlsPranav KevadiyaNo ratings yet
- BMW E60 Engine Seals NotebookDocument24 pagesBMW E60 Engine Seals NotebookPeter McCracken100% (6)
- As 1358-2004 - Bursting Discs and DevicesDocument45 pagesAs 1358-2004 - Bursting Discs and DevicesThaiminh VoNo ratings yet
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- PDC Question BankDocument15 pagesPDC Question BankHardik PatoliyaNo ratings yet
- Boiler Instrumentation and Control Present Ti OnDocument17 pagesBoiler Instrumentation and Control Present Ti Onrajtheheartthrob_singh100% (1)
- Turbine Control SystemDocument8 pagesTurbine Control SystemZakariya50% (2)
- Maximizing Plant Performance with Coordinated Boiler and Turbine ControlDocument28 pagesMaximizing Plant Performance with Coordinated Boiler and Turbine ControlJhoNo ratings yet
- 11 ShipCtrlsystems 3020Document12 pages11 ShipCtrlsystems 3020Rajan BhandariNo ratings yet
- Designing A Water Feature - Tech BulletinDocument24 pagesDesigning A Water Feature - Tech BulletinLee BrazierNo ratings yet
- LS-16 Sullair ManualDocument112 pagesLS-16 Sullair Manualbinhleduc36100% (2)
- GE Power Systems Dry Low NOx 2.6 System OperationDocument10 pagesGE Power Systems Dry Low NOx 2.6 System OperationIvan Poma MontesNo ratings yet
- As 1627.2-1989 Metal Finishing - Preparation & PretreatmentDocument11 pagesAs 1627.2-1989 Metal Finishing - Preparation & PretreatmentThaiminh VoNo ratings yet
- As 1365 - 1996-Tolerance For Flat Rolled Steel ProductsDocument23 pagesAs 1365 - 1996-Tolerance For Flat Rolled Steel ProductsThaiminh Vo75% (4)
- Compressor & Turbine Piping Design ManualDocument34 pagesCompressor & Turbine Piping Design Manualsaminasritn100% (2)
- Fundamentals of cascade control systemsDocument6 pagesFundamentals of cascade control systemsCyrix.One100% (1)
- Governing Steam Turbine SpeedDocument128 pagesGoverning Steam Turbine Speedsaptarshi roy100% (3)
- Intelligent Braking System - SynopsisDocument6 pagesIntelligent Braking System - SynopsisTanviNo ratings yet
- Chapter 14 Governing SystemDocument7 pagesChapter 14 Governing Systemsambhu100% (1)
- Power Plant OperationDocument199 pagesPower Plant OperationVijay Bhargav Badam83% (6)
- 15-DLN1 Rev.1.0 April2001 (Dry Low NOx 1 System Operation)Document16 pages15-DLN1 Rev.1.0 April2001 (Dry Low NOx 1 System Operation)Bouazza100% (1)
- Coating Specification: 1. ScopeDocument4 pagesCoating Specification: 1. ScopeThaiminh Vo100% (2)
- TE2517 Vol.5BMSDocument367 pagesTE2517 Vol.5BMSdwight ferrer100% (1)
- Control SystemDocument8 pagesControl SystemEire SimanjuntakNo ratings yet
- Boiler Tuning BasicsDocument18 pagesBoiler Tuning BasicsLester Pino100% (1)
- Boiler Tuning BasicDocument25 pagesBoiler Tuning Basictrung2iNo ratings yet
- Controlling Fired Heaters: INTRODUCTION. The Purpose of A FiredDocument24 pagesControlling Fired Heaters: INTRODUCTION. The Purpose of A FiredAntonio MezzopreteNo ratings yet
- AS 1358-2004 - Bursting Discs and Devices PDFDocument45 pagesAS 1358-2004 - Bursting Discs and Devices PDFThaiminh VoNo ratings yet
- Cascade ControlDocument26 pagesCascade ControlIwan R S100% (1)
- Warning:: Start-Up and Operation Steam BoilersDocument16 pagesWarning:: Start-Up and Operation Steam BoilersSubburajMechNo ratings yet
- Boiler Safety Improvement For Safety Controls Utilizing Flow Measurement For InputDocument6 pagesBoiler Safety Improvement For Safety Controls Utilizing Flow Measurement For InputBIPUL Kumar SINGHNo ratings yet
- AV6+ BypassGeneralDescriptionDocument14 pagesAV6+ BypassGeneralDescriptionGaurav ChauhanNo ratings yet
- Tuning BoilerDocument6 pagesTuning BoilerGibby VonpoochcoughNo ratings yet
- Boiler-Tuning Basics, Part I: What Constitutes Good Control?Document11 pagesBoiler-Tuning Basics, Part I: What Constitutes Good Control?Udhayakumar VenkataramanNo ratings yet
- Cascade control strategy for temperature regulation in gas furnaces using secondary flow control loopDocument2 pagesCascade control strategy for temperature regulation in gas furnaces using secondary flow control loopAkash BodekarNo ratings yet
- Microcontroller Based Automatic Control of Generating Transformer 250 Mva Cooling SystemDocument5 pagesMicrocontroller Based Automatic Control of Generating Transformer 250 Mva Cooling SystemNIRANJAN KBNo ratings yet
- 3 Advanced ControlDocument10 pages3 Advanced ControlCupa no DensetsuNo ratings yet
- Under-Frequency and Over-Temperature Protection of Gas-Turbine Driven GeneratorsDocument5 pagesUnder-Frequency and Over-Temperature Protection of Gas-Turbine Driven GeneratorsvcharlesNo ratings yet
- CS LabReport 8Document10 pagesCS LabReport 8Muhammad AfzaalNo ratings yet
- Boiler Control: - Improving Efficiency of Boiler SystemsDocument4 pagesBoiler Control: - Improving Efficiency of Boiler SystemsAtef LasheenNo ratings yet
- Controllers and Sensors: Block 6 Control Hardware: Electric /pneumatic ActuationDocument12 pagesControllers and Sensors: Block 6 Control Hardware: Electric /pneumatic ActuationUche Avriel Asimov OputaNo ratings yet
- Auto 221chapter 2Document6 pagesAuto 221chapter 2Ben Aldrian Tariao IbañezNo ratings yet
- 1815 12 PDFDocument21 pages1815 12 PDFUmar IftikharNo ratings yet
- BUSTION MANAGEMENT - BOILER DRUM - SIEMENS - AD353-105r3 PDFDocument5 pagesBUSTION MANAGEMENT - BOILER DRUM - SIEMENS - AD353-105r3 PDFGeorge MarkasNo ratings yet
- Boiler Instrumentation and ControlsDocument23 pagesBoiler Instrumentation and Controlshayat umar bhat100% (4)
- Capricorn Modul Hidraulic Fisa Tehnica 14.03.2013 NA enDocument7 pagesCapricorn Modul Hidraulic Fisa Tehnica 14.03.2013 NA envalentin proseanchinNo ratings yet
- Indirect Natural Gas Flow MeasurementDocument3 pagesIndirect Natural Gas Flow MeasurementRago Ramirez GzzNo ratings yet
- Auxiliary Steam SystemDocument8 pagesAuxiliary Steam SystemSherwin SabandoNo ratings yet
- General: P - A - R - TCDocument18 pagesGeneral: P - A - R - TCMohamed MosaedNo ratings yet
- Sizing Selection Chart-25T 25TE 25E 25PT 25PTE-TI-1-1124-USDocument2 pagesSizing Selection Chart-25T 25TE 25E 25PT 25PTE-TI-1-1124-USDiegoNo ratings yet
- 0-System PhilosopyDocument4 pages0-System PhilosopydazcornishNo ratings yet
- HTHP Consistometer-Single&dualDocument20 pagesHTHP Consistometer-Single&dualAlok SinghNo ratings yet
- Process Systems Analysis and Control D Coughanowr 3rd Ed 2Document6 pagesProcess Systems Analysis and Control D Coughanowr 3rd Ed 2bismilishfaqNo ratings yet
- Estructura de Control Ejemplo (Eng)Document14 pagesEstructura de Control Ejemplo (Eng)Silvia QuentaNo ratings yet
- Ultra Series 3 Boiler ManualDocument108 pagesUltra Series 3 Boiler ManualEnfant PerduNo ratings yet
- 100-60 Electric Hot Gas Bypass Valves - 2Document12 pages100-60 Electric Hot Gas Bypass Valves - 2Carlos ReisNo ratings yet
- Technical Information Sheet: TIS#: 295 Date: March 27, 2009 Issued By: Mark Demick SubjectDocument5 pagesTechnical Information Sheet: TIS#: 295 Date: March 27, 2009 Issued By: Mark Demick SubjectradgorNo ratings yet
- Unit III Boiler Control IDocument26 pagesUnit III Boiler Control ILotus FlowerNo ratings yet
- Superheater Temperature ControlDocument9 pagesSuperheater Temperature ControlMeghanath AdkonkarNo ratings yet
- Cascade ControlDocument20 pagesCascade Controlthesimpleguy6No ratings yet
- Technical - Sales Catalogue - 0001101120 - 1.0Document44 pagesTechnical - Sales Catalogue - 0001101120 - 1.0alejovelNo ratings yet
- Sizing and Selection Chart 25T, 25TE, 25E, 25PT, 25PTE: How To Select and SizeDocument2 pagesSizing and Selection Chart 25T, 25TE, 25E, 25PT, 25PTE: How To Select and SizePaul Andre Cruz MolinaNo ratings yet
- X60349 Controls Philosophy P1Document9 pagesX60349 Controls Philosophy P1Karthy GanesanNo ratings yet
- NMC NOZZLE MIX BURNER CAPACITY TABLEDocument10 pagesNMC NOZZLE MIX BURNER CAPACITY TABLEThaiminh VoNo ratings yet
- CW2125Document9 pagesCW2125jamaljamal20No ratings yet
- Neo KoteDocument1 pageNeo KoteThaiminh VoNo ratings yet
- RIT Pipe Labeling Painting and Valve Tag Standard 03 01 2013 PDFDocument3 pagesRIT Pipe Labeling Painting and Valve Tag Standard 03 01 2013 PDFThaiminh Vo100% (1)
- Eclipse Single-Ended Radiant Tube Burners: Models SER450, SER600 & SER800Document18 pagesEclipse Single-Ended Radiant Tube Burners: Models SER450, SER600 & SER800Thaiminh VoNo ratings yet
- Combustion Control by Pulse Firing: SP-456 February, 2007Document8 pagesCombustion Control by Pulse Firing: SP-456 February, 2007Thaiminh VoNo ratings yet
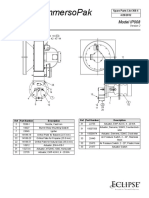
- V2 ImmersoPak IP008 SparePartsList 360-4Document1 pageV2 ImmersoPak IP008 SparePartsList 360-4Thaiminh VoNo ratings yet
- SP456Document1 pageSP456Thaiminh VoNo ratings yet
- S LB CombustifumeDocument20 pagesS LB CombustifumeThaiminh VoNo ratings yet
- Ba Markiv UsaDocument20 pagesBa Markiv UsaThaiminh VoNo ratings yet
- Ti p509 06 UsDocument4 pagesTi p509 06 UsThaiminh VoNo ratings yet
- Eclipse Single-Ended Ceramic Radiant Tube Burners: Model SER 450Document6 pagesEclipse Single-Ended Ceramic Radiant Tube Burners: Model SER 450Thaiminh VoNo ratings yet
- Ba Markiv UsaDocument20 pagesBa Markiv UsaThaiminh VoNo ratings yet
- Design and Application Details: Circular INCINO-PAK BurnersDocument6 pagesDesign and Application Details: Circular INCINO-PAK BurnersThaiminh VoNo ratings yet
- Stand Spec For Inspec Flushing Testing Piping SystmDocument12 pagesStand Spec For Inspec Flushing Testing Piping SystmThaiminh VoNo ratings yet
- Designing Your Compressed Air System - KAESER Compressor PDFDocument8 pagesDesigning Your Compressed Air System - KAESER Compressor PDFhugoNo ratings yet
- Designing Your Compressed Air System - KAESER Compressor PDFDocument8 pagesDesigning Your Compressed Air System - KAESER Compressor PDFhugoNo ratings yet
- Air-Pro Design Overview - 1Document4 pagesAir-Pro Design Overview - 1Thaiminh VoNo ratings yet
- Pipe and Valve IdentificationDocument27 pagesPipe and Valve Identificationanwerquadri100% (1)
- Air-Pro Corrosion Guide PDFDocument47 pagesAir-Pro Corrosion Guide PDFThaiminh VoNo ratings yet
- Pipe Rough ValuesDocument1 pagePipe Rough ValuesSpoonful BurnsideNo ratings yet
- Vsi 11Document8 pagesVsi 11Thaiminh VoNo ratings yet
- VirgoDocument8 pagesVirgorohitalurkarNo ratings yet
- MD01 - MD03 N.O. Manual Reset Solenoid Valves For Gas: Description Technical Specifications Available On RequestDocument1 pageMD01 - MD03 N.O. Manual Reset Solenoid Valves For Gas: Description Technical Specifications Available On Requestdiogo bluetiNo ratings yet
- 3 Port Solenoid Valve: Series S070Document24 pages3 Port Solenoid Valve: Series S070kemboenoerNo ratings yet
- 2-Way Solenoid Valves For Neutral Liquids and GasesDocument23 pages2-Way Solenoid Valves For Neutral Liquids and GasesJosé Luis Garcia GrijalvaNo ratings yet
- ISOVALVE Automatic Valve Specs and FunctionsDocument4 pagesISOVALVE Automatic Valve Specs and FunctionsDineshkumarNo ratings yet
- Seko Tekna Evo TPG DatasheetDocument4 pagesSeko Tekna Evo TPG Datasheetনিস্তব্ধতার প্রহরেNo ratings yet
- Control Solution: Technical BrochureDocument32 pagesControl Solution: Technical BrochurestarkingrefrigerationNo ratings yet
- FP06P Data SheetDocument1 pageFP06P Data Sheetcuatrillizos2015No ratings yet
- COD100 Non Power Auto Drain-MANUAL BOOKDocument26 pagesCOD100 Non Power Auto Drain-MANUAL BOOKRizkyNo ratings yet
- Systems Operation: Shutdown SIS Previous ScreenDocument18 pagesSystems Operation: Shutdown SIS Previous ScreenWladimir AmaguañaNo ratings yet
- Catalog Solenoid Valve Series 320 Asco en 3677110Document20 pagesCatalog Solenoid Valve Series 320 Asco en 3677110soft drinkNo ratings yet
- ASCO™ Solenoid Valves 356: Features & BenefitsDocument10 pagesASCO™ Solenoid Valves 356: Features & BenefitssrushtiNo ratings yet
- Pneumatic diaphragm valve selection guideDocument4 pagesPneumatic diaphragm valve selection guideedark2009No ratings yet
- Pneumatic TMT Rod Bending MachineDocument44 pagesPneumatic TMT Rod Bending MachineKokila ElecNo ratings yet
- 4V210-08 Solenoid Valve, 4V210-08, Airtac Type, Double Solenoid 5 - 2 WayDocument4 pages4V210-08 Solenoid Valve, 4V210-08, Airtac Type, Double Solenoid 5 - 2 WayTete GoriNo ratings yet
- Valves BasicsDocument94 pagesValves BasicsSamuel Onyewuenyi100% (1)
- Asco Minature PSOL ValvesDocument1 pageAsco Minature PSOL Valvesinstrumed_globalNo ratings yet
- Solenoid Valves: Systems OperationDocument2 pagesSolenoid Valves: Systems OperationSam SungNo ratings yet
- 01 - Assembly Instruction SB-V BB DN100Document31 pages01 - Assembly Instruction SB-V BB DN100mkpqNo ratings yet
- A-Dec CascadeMaster - Technical ManualDocument16 pagesA-Dec CascadeMaster - Technical ManualNgb FxNo ratings yet
- SMC CatalogDocument242 pagesSMC CatalogTripe CalinNo ratings yet
- Allenair CatalogDocument11 pagesAllenair CatalogasritaipNo ratings yet
- Irrigation System Operation and ControlDocument3 pagesIrrigation System Operation and Controljohn jose partidas gutierrezNo ratings yet