You might also like
- Clandestine Approach To The Synthesis of p2p From PhenylpropenesDocument5 pagesClandestine Approach To The Synthesis of p2p From PhenylpropenesIgor Consoli Wandscheer100% (1)
- Setco PDFDocument3 pagesSetco PDFPrafullachandra ParikhNo ratings yet
- Chapter 1 Basics of Process Engineers PDFDocument23 pagesChapter 1 Basics of Process Engineers PDFThiruThirunavukkarasu100% (1)
- He 300 Omsu80Document11 pagesHe 300 Omsu80onur tezmanNo ratings yet
- HDPE EloallitasaDocument34 pagesHDPE EloallitasaCraigUnderwood100% (1)
- US5241749 Rod Baffle DesignDocument12 pagesUS5241749 Rod Baffle Designashish.itbhuNo ratings yet
- McMurry Chapter 8Document72 pagesMcMurry Chapter 8Christine TapawanNo ratings yet
- Chemical Resistance Chart GlovesDocument8 pagesChemical Resistance Chart Glovesjitendertalwar1603No ratings yet
- Bim 2018 - RR PDFDocument166 pagesBim 2018 - RR PDFCitra Adelina Sitorus100% (1)
- Products For Radiation CuringDocument12 pagesProducts For Radiation CuringJuan Angel DechimaNo ratings yet
- Kiln PDFDocument134 pagesKiln PDFpanji akbarNo ratings yet
- Ipa-Water SeparationDocument8 pagesIpa-Water SeparationkashifwarsiNo ratings yet
- United States Patent 19: 45 Date of Patent: Jul. 14, 1998Document16 pagesUnited States Patent 19: 45 Date of Patent: Jul. 14, 1998sudeep kumarNo ratings yet
- Tela Azul Metros C.Unitario: Materia Prima DirectaDocument8 pagesTela Azul Metros C.Unitario: Materia Prima DirectaBryansMartínezQuevedoNo ratings yet
- United States Patent: Kwolek (45) June 20, 1972Document58 pagesUnited States Patent: Kwolek (45) June 20, 1972Bala RajuNo ratings yet
- 1111 1111 11111 Iiiiiiijiiqlqilisiqqjziiiqhiiii 111 1111 1 - 111 MLDocument7 pages1111 1111 11111 Iiiiiiijiiqlqilisiqqjziiiqhiiii 111 1111 1 - 111 MLDiego CowesNo ratings yet
- U Mted States Patent (151 3,637,017: Gale Et Al. (451 Jan. 25, 1972Document9 pagesU Mted States Patent (151 3,637,017: Gale Et Al. (451 Jan. 25, 1972Eng MohammedNo ratings yet
- Pub47 h3 PDFDocument18 pagesPub47 h3 PDFROMULO CUBIDNo ratings yet
- Patent Document PDFDocument10 pagesPatent Document PDFTaraChandraChouhanNo ratings yet
- Fuente de Alimentación 12 VoltiosDocument8 pagesFuente de Alimentación 12 VoltiosEmer nelsonNo ratings yet
- United States Patent (19) : (22 Filed: May 23, 1972Document8 pagesUnited States Patent (19) : (22 Filed: May 23, 1972shaikh rehmanNo ratings yet
- Anti-Vibration Bars For Boiler Tubes With Protective ShieldsDocument6 pagesAnti-Vibration Bars For Boiler Tubes With Protective ShieldsNico GallosNo ratings yet
- UntitledDocument1,056 pagesUntitledValentinNo ratings yet
- Wiebe 1933Document7 pagesWiebe 1933fabianobertoni4025No ratings yet
- St. Hisz, E: 3N NRKDocument9 pagesSt. Hisz, E: 3N NRKSyahrulSubaktiNo ratings yet
- 1201-996 Ayer Tawar Packing ListDocument1 page1201-996 Ayer Tawar Packing ListMuhammad FirdausNo ratings yet
- United States Patent (19) 11 Patent Number: 6,113,782Document22 pagesUnited States Patent (19) 11 Patent Number: 6,113,782Vansala GanesanNo ratings yet
- 'Hull 110 X 11,45 M - Weight-CalculationDocument1 page'Hull 110 X 11,45 M - Weight-Calculationahlan zulfakhriNo ratings yet
- United States Patent (10) Patent N0.: US 8,851,163 B2Document15 pagesUnited States Patent (10) Patent N0.: US 8,851,163 B2Diseno VATNo ratings yet
- Rule (1) L: On Address On Licence 202tDocument7 pagesRule (1) L: On Address On Licence 202tRoshniNo ratings yet
- Bulletin-71 - Knockout DimensionsDocument4 pagesBulletin-71 - Knockout DimensionsTinkyTonk86No ratings yet
- Bentoni̇t SaflaştirmaDocument6 pagesBentoni̇t SaflaştirmaakramNo ratings yet
- 0 1 20L 5Lsl7 A S: United States Patent (191Document10 pages0 1 20L 5Lsl7 A S: United States Patent (191Citra Adelina SitorusNo ratings yet
- United States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Document10 pagesUnited States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Mateus GaygerNo ratings yet
- Aft End ConstructionDocument18 pagesAft End ConstructionMade AgusNo ratings yet
- Us7216511 PDFDocument15 pagesUs7216511 PDFCatanescu Alexandru-LaurentiuNo ratings yet
- United States Patent (191: Muller Et Al. (11) Patent Number: (45) Date of PatentDocument9 pagesUnited States Patent (191: Muller Et Al. (11) Patent Number: (45) Date of PatentCitra Adelina SitorusNo ratings yet
- United States Patent (191: Kato Et AlDocument17 pagesUnited States Patent (191: Kato Et AlPTR77No ratings yet
- 'CS', 'E (4) Attorney Agent, or Firm-Robert H. Earp, IIIDocument12 pages'CS', 'E (4) Attorney Agent, or Firm-Robert H. Earp, IIIIonescu ViorelNo ratings yet
- United States Patent: 72 Inventor Ray H. LeeDocument8 pagesUnited States Patent: 72 Inventor Ray H. Leekat78904No ratings yet
- American T R Metal DetectorDocument11 pagesAmerican T R Metal DetectorAkram KareemNo ratings yet
- 09.04.2021 ItdcDocument9 pages09.04.2021 ItdcRoshniNo ratings yet
- Wheel PWR GenerationDocument8 pagesWheel PWR GenerationAsad Ahmed KhanNo ratings yet
- Us5755830 PDFDocument13 pagesUs5755830 PDFHalyzah YaniNo ratings yet
- United States Patent: SchofieldDocument14 pagesUnited States Patent: SchofieldAGUAVIVANJNo ratings yet
- US3095343Document11 pagesUS3095343Sebastian GonzalezNo ratings yet
- Us 5228327Document32 pagesUs 5228327Aziz FassisNo ratings yet
- Rule: AuctionDocument11 pagesRule: AuctionRoshniNo ratings yet
- United States PatentDocument10 pagesUnited States PatentendhylakausuNo ratings yet
- CD ToolsDocument5 pagesCD ToolsThiện VõNo ratings yet
- United Vstates Patent: OsgoodDocument5 pagesUnited Vstates Patent: OsgoodAhmadNo ratings yet
- Patent DocumentDocument14 pagesPatent Documentcmhg1982No ratings yet
- Brochure - Jamal PIPEDocument20 pagesBrochure - Jamal PIPEMavia KhanNo ratings yet
- 1999 - Us5931240 - Drill Bit Concave Steering Channel For Horizontal Directional DrillingDocument7 pages1999 - Us5931240 - Drill Bit Concave Steering Channel For Horizontal Directional DrillingCường Nguyễn QuốcNo ratings yet
- Material MEP Works - Pipe Project MBI-TDocument8 pagesMaterial MEP Works - Pipe Project MBI-TKurnianda Dian WulandariNo ratings yet
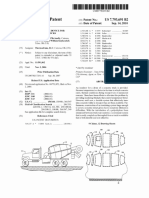
- Concrete Mixing TrucksDocument20 pagesConcrete Mixing Truckszdravko markovicNo ratings yet
- Us 6012901Document8 pagesUs 6012901B Bala Venkata GaneshNo ratings yet
- .30 (7.63) MauserDocument1 page.30 (7.63) MauserDar LuNo ratings yet
- David Donoghue Tax Bill 10-1-09 Page 1Document1 pageDavid Donoghue Tax Bill 10-1-09 Page 1JonLumbraNo ratings yet
- AD0305567(T300破甲弹)Document43 pagesAD0305567(T300破甲弹)114514No ratings yet
- Lefever1967 PDFDocument5 pagesLefever1967 PDFAlina BurduceaNo ratings yet
- LG SkothDocument7 pagesLG SkothNURI ONUR CATAKNo ratings yet
- Capillary Rheometry As A Technique For Predicting Annas ArchiveDocument13 pagesCapillary Rheometry As A Technique For Predicting Annas ArchiveJohn BenedictNo ratings yet
- 7 /7 y y o R/: - ¿ F / Steel IndustriesDocument1 page7 /7 y y o R/: - ¿ F / Steel IndustriesRandolph Lukas Veas RubioNo ratings yet
- United States Patent (19) : Meretsky Et Al. (11) 4,210,859Document17 pagesUnited States Patent (19) : Meretsky Et Al. (11) 4,210,859Pierre ClaudeNo ratings yet
- Sejarah MitsuboshiDocument4 pagesSejarah MitsuboshiCitra Adelina SitorusNo ratings yet
- Gasification of Selected Woody PlantsDocument8 pagesGasification of Selected Woody PlantsCitra Adelina SitorusNo ratings yet
- ESB 321M116700 SpecSheetDocument2 pagesESB 321M116700 SpecSheetCitra Adelina SitorusNo ratings yet
- TEPZZ Z8Z - 87B - T: European Patent SpecificationDocument10 pagesTEPZZ Z8Z - 87B - T: European Patent SpecificationCitra Adelina SitorusNo ratings yet
- Calculating Power of Extruder Melt Sections: by Stephen J. DerezinskiDocument8 pagesCalculating Power of Extruder Melt Sections: by Stephen J. DerezinskiCitra Adelina SitorusNo ratings yet
- United States Patent 0 ": Patented August 23, 1966Document3 pagesUnited States Patent 0 ": Patented August 23, 1966Citra Adelina SitorusNo ratings yet
- ThermodynamicsDocument7 pagesThermodynamicsCitra Adelina SitorusNo ratings yet
- MTT655 W2 ExtrusionDocument13 pagesMTT655 W2 ExtrusionCitra Adelina SitorusNo ratings yet
- United States Patent (10) Patent No.: US 6,326,458 B1Document26 pagesUnited States Patent (10) Patent No.: US 6,326,458 B1Citra Adelina SitorusNo ratings yet
- United States Patent (191: Muller Et Al. (11) Patent Number: (45) Date of PatentDocument9 pagesUnited States Patent (191: Muller Et Al. (11) Patent Number: (45) Date of PatentCitra Adelina SitorusNo ratings yet
- Viscosity of Liquid, YawsDocument27 pagesViscosity of Liquid, YawsCitra Adelina SitorusNo ratings yet
- Prediction of High Pressure Liquid Heat Capacities of Organic Compounds by A Group Contribution MethodDocument7 pagesPrediction of High Pressure Liquid Heat Capacities of Organic Compounds by A Group Contribution MethodCitra Adelina SitorusNo ratings yet
- Us1995970 PDFDocument3 pagesUs1995970 PDFCitra Adelina SitorusNo ratings yet
- 0 1 20L 5Lsl7 A S: United States Patent (191Document10 pages0 1 20L 5Lsl7 A S: United States Patent (191Citra Adelina SitorusNo ratings yet
- Iiihhhhhhhhiiihiii: United States Patent 19 11 Patent Number: 5,118,388Document8 pagesIiihhhhhhhhiiihiii: United States Patent 19 11 Patent Number: 5,118,388Citra Adelina SitorusNo ratings yet
- Umted States Patent (19) (11) Patent Number: 4,789,726: Hutchinson (45) Date of Patent: Dec. 6, 1988Document5 pagesUmted States Patent (19) (11) Patent Number: 4,789,726: Hutchinson (45) Date of Patent: Dec. 6, 1988Citra Adelina SitorusNo ratings yet
- Gugus Fungsi PDFDocument104 pagesGugus Fungsi PDFsofyan novrizalNo ratings yet
- Techno-Economic Assessment About Sodium Lauryl Ether SulfateDocument3 pagesTechno-Economic Assessment About Sodium Lauryl Ether SulfateIntratec SolutionsNo ratings yet
- A01 305Document18 pagesA01 305jaimeNo ratings yet
- Bansal Classes Organic Part 2Document195 pagesBansal Classes Organic Part 2Brain MasterNo ratings yet
- Chapter 9-Alkynes 7 Unsaturations 9 Unsaturations 5 UnsaturationsDocument19 pagesChapter 9-Alkynes 7 Unsaturations 9 Unsaturations 5 Unsaturations張湧浩No ratings yet
- TLC Plate of BHETDocument6 pagesTLC Plate of BHETbitisa5368No ratings yet
- Chapter 10 Wade 7th - 2Document27 pagesChapter 10 Wade 7th - 2Afra FitrianitaNo ratings yet
- Alchol, Ethor Phenol Ex-1Document12 pagesAlchol, Ethor Phenol Ex-1Subhangi MohantyNo ratings yet
- Propanediols, in Ullmann's Encyclopedia of Industrial ChemistryDocument10 pagesPropanediols, in Ullmann's Encyclopedia of Industrial ChemistryRaquel Garcia GasparNo ratings yet
- Polyols From SorbitolDocument1 pagePolyols From SorbitolA MahmoodNo ratings yet
- Alkenes Structure, Nomenclature, and An Introduction To ReactivityDocument77 pagesAlkenes Structure, Nomenclature, and An Introduction To ReactivityFlores Velázquez MarianaNo ratings yet
- Brassylic Acid PVCDocument4 pagesBrassylic Acid PVCSudha Raman-ShadakshariNo ratings yet
- Addition Reactions With Formation of Carbon-Oxygen Bonds: (Iii) Glycol Forming ReactionsDocument12 pagesAddition Reactions With Formation of Carbon-Oxygen Bonds: (Iii) Glycol Forming ReactionsAnish MandalNo ratings yet
- The Pinacol-Pinacolone RearrangementDocument9 pagesThe Pinacol-Pinacolone RearrangementParag MehtaNo ratings yet
- Mehanizmi Organskih Reakcija: Drawing Simple Resonance StructuresDocument56 pagesMehanizmi Organskih Reakcija: Drawing Simple Resonance StructuresTomislav ČavalNo ratings yet
- B MehtaDocument1,616 pagesB MehtaVaishnu S. NairNo ratings yet
- Feasibility Study of Hexamethylene Diisocyanate ProductionDocument3 pagesFeasibility Study of Hexamethylene Diisocyanate ProductionIntratec SolutionsNo ratings yet
- Review: Oxidative Alkene Cleavage by Chemical and Enzymatic MethodsDocument15 pagesReview: Oxidative Alkene Cleavage by Chemical and Enzymatic MethodsExsel Winata 1890001No ratings yet
- Techno-Economic Assessment About Precipitated SilicaDocument3 pagesTechno-Economic Assessment About Precipitated SilicaIntratec SolutionsNo ratings yet
- Appendix Q - Ions For Determining Unknown StructuresDocument70 pagesAppendix Q - Ions For Determining Unknown StructureselenitabastosNo ratings yet
- Common Name 11thDocument16 pagesCommon Name 11thCheryl ChaudhariNo ratings yet
- 2014 Isocyanate and Phosgene Free Routes PDFDocument17 pages2014 Isocyanate and Phosgene Free Routes PDFPilar MayaNo ratings yet
- 03 Oct 2017 165018050WXRK8H9TGBLSameerwadiPreFeasibilityDocument11 pages03 Oct 2017 165018050WXRK8H9TGBLSameerwadiPreFeasibilityarif thoha bariklanaNo ratings yet
- Accesorios de MuestreoDocument5 pagesAccesorios de MuestreodattwNo ratings yet