You might also like
- Product Data Sheet: Evlink Charging Cable 10M 32A 3-Phase T2-T2 Iec Ev AccessoryDocument2 pagesProduct Data Sheet: Evlink Charging Cable 10M 32A 3-Phase T2-T2 Iec Ev Accessorymaurice86No ratings yet
- איוורור חדרי שנאים PDFDocument24 pagesאיוורור חדרי שנאים PDFשוהם בן טוביםNo ratings yet
- 3M Scotchlok 314Document2 pages3M Scotchlok 314maurice86No ratings yet
- SKMM MCMC Technical Code - Basic Civil Works Part 1Document49 pagesSKMM MCMC Technical Code - Basic Civil Works Part 1maurice86No ratings yet
- Learning Objectives: Evan ChaffeyDocument16 pagesLearning Objectives: Evan Chaffeymaurice86No ratings yet
- BEAMA Technical Bulletin - Part P & Part M - Multirow Consumer Unit Installation Height - Updated 2015Document1 pageBEAMA Technical Bulletin - Part P & Part M - Multirow Consumer Unit Installation Height - Updated 2015maurice86No ratings yet
- SBS Academy Overview V2Document1 pageSBS Academy Overview V2maurice86No ratings yet
- Vitamin D Paper in JISSN.: Home: CorrespondenceDocument19 pagesVitamin D Paper in JISSN.: Home: Correspondencemaurice86No ratings yet
- GE Water-Cooled Package Circuit Breaker Size Recommendation (Consultant Reference) 090120 With Indivual CalculationDocument1 pageGE Water-Cooled Package Circuit Breaker Size Recommendation (Consultant Reference) 090120 With Indivual Calculationmaurice86No ratings yet
- Lower Body Progressions and PregressionsDocument25 pagesLower Body Progressions and Pregressionsmaurice86No ratings yet
- Iclp2004 8 Surtees PDFDocument7 pagesIclp2004 8 Surtees PDFSyed Salman AliNo ratings yet
- Freebies Kitchen Section (DB Demarcation) 1Document3 pagesFreebies Kitchen Section (DB Demarcation) 1maurice86No ratings yet
- Workshop Presentation Group 6 r2 161205170945Document73 pagesWorkshop Presentation Group 6 r2 161205170945maurice86No ratings yet
- Recommendations On Storage Systems For BIPV Systems: Cea, Tecnalia March 2017Document44 pagesRecommendations On Storage Systems For BIPV Systems: Cea, Tecnalia March 2017maurice86No ratings yet
- Civil Law Act 1956Document38 pagesCivil Law Act 1956Ho Shun MingNo ratings yet
- Circular On CPD 002Document10 pagesCircular On CPD 002Hisham WanNo ratings yet
- GbiDocument14 pagesGbimaurice86No ratings yet
- Guidelines On OSH For Lighting at Workplace - PDF Versi BiDocument71 pagesGuidelines On OSH For Lighting at Workplace - PDF Versi BidannywdcgmailNo ratings yet
- Contractor measurements note for furniture layout planDocument8 pagesContractor measurements note for furniture layout planmaurice86No ratings yet
- 30-TNB Surat Akujanji & Tanggungrugi Dan Arahan Mula Kerja HDD TemplateDocument8 pages30-TNB Surat Akujanji & Tanggungrugi Dan Arahan Mula Kerja HDD Templatemaurice86No ratings yet
- 2 x 150mm Class C GI Pipe Road CrossingDocument1 page2 x 150mm Class C GI Pipe Road Crossingmaurice86No ratings yet
- Approval of Electrical Equipment - 2016 EditionDocument67 pagesApproval of Electrical Equipment - 2016 EditionMuhd NajeliNo ratings yet
- Cap Bank LegrandDocument62 pagesCap Bank LegrandNimahl Harikrishnan100% (1)
- Esah 3.1Document34 pagesEsah 3.1maurice86100% (1)
- Candelas Lumens and Lux Chapter SamplesDocument24 pagesCandelas Lumens and Lux Chapter Samplesish1394No ratings yet
- Menara TCM Infra Coordination PlanDocument1 pageMenara TCM Infra Coordination Planmaurice86No ratings yet
- Addendum On ESAH V3Document18 pagesAddendum On ESAH V3Hong Leong KuNo ratings yet
- DP10 Cat HlightDocument2 pagesDP10 Cat Hlightmaurice86No ratings yet
- Chapter 13 EX Wiring MethodsDocument51 pagesChapter 13 EX Wiring Methodsmaurice86No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- REPORT On Power Line Carrier CommunicationDocument28 pagesREPORT On Power Line Carrier CommunicationAshish Jain100% (4)
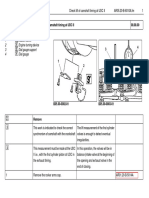
- AR05.20-B-6010A.fm Check Lift of Camshaft Timing at UDC II 08.08.00Document4 pagesAR05.20-B-6010A.fm Check Lift of Camshaft Timing at UDC II 08.08.00LUKASNo ratings yet
- Power and Eff WorksheetDocument6 pagesPower and Eff WorksheetYu ErinNo ratings yet
- Highway Engineering Rural Roads and Pavements (1921)Document391 pagesHighway Engineering Rural Roads and Pavements (1921)teslionNo ratings yet
- POWER JACK Report 35 PagesDocument35 pagesPOWER JACK Report 35 Pagesankush belkarNo ratings yet
- ZAPOSH CONSULTANCY MAKES WORKPLACES SAFERDocument40 pagesZAPOSH CONSULTANCY MAKES WORKPLACES SAFERJohn Paul Marin ManzanoNo ratings yet
- Evinrude E-TEC G2 Operator's Manual - ManualsLibDocument3 pagesEvinrude E-TEC G2 Operator's Manual - ManualsLibzizanNo ratings yet
- Entropy Problems AnswersDocument6 pagesEntropy Problems AnswersTots HolaresNo ratings yet
- Hydraulic Cartridge Logic Valves - Hydraulic ValveDocument2 pagesHydraulic Cartridge Logic Valves - Hydraulic Valveasif bashaNo ratings yet
- Manual Moto Rev 125Document33 pagesManual Moto Rev 125Mario Recio LoríaNo ratings yet
- Spring BarDocument3 pagesSpring BarAkinoJohnkennedy100% (1)
- CFMPresentation PowerPointDocument159 pagesCFMPresentation PowerPointClaudio Alves100% (1)
- Online Loan Application and Verification System AbstractDocument7 pagesOnline Loan Application and Verification System AbstractEdison Gregory100% (2)
- Canon Irc3200 Parts CatalogDocument313 pagesCanon Irc3200 Parts CatalogStratis SiderisNo ratings yet
- (WRC-SouthAfrica-2001-R. McKenzei) PRESMAC User GuideDocument80 pages(WRC-SouthAfrica-2001-R. McKenzei) PRESMAC User GuideStephenson Xavier Molina ArceNo ratings yet
- 5 Sol To s2 Phy PressureDocument7 pages5 Sol To s2 Phy PressureShreyan KhetaniNo ratings yet
- Sr. No. Description Material Grade Length (MM) Weight (KG)Document4 pagesSr. No. Description Material Grade Length (MM) Weight (KG)Shriniwas NaikNo ratings yet
- Inspection Test Plan For: Project TitleDocument1 pageInspection Test Plan For: Project TitleKarthi Keyan100% (2)
- Resume - Afiif Prima YunantoDocument3 pagesResume - Afiif Prima YunantoAfiif Prima YunantoNo ratings yet
- Canning 160513032223Document28 pagesCanning 160513032223Nitin SinghalNo ratings yet
- Chapter-XI-BOQ and Percentage Weightages-2279Document29 pagesChapter-XI-BOQ and Percentage Weightages-2279Prince AnejaNo ratings yet
- Marathon Special Products-601RJ 03-DatasheetDocument146 pagesMarathon Special Products-601RJ 03-DatasheetJoão Victor SarmieroNo ratings yet
- Instruction Manual of Gravity Destoner: Zhengzhou Chinatown Grain Machinery Co., LTDDocument9 pagesInstruction Manual of Gravity Destoner: Zhengzhou Chinatown Grain Machinery Co., LTD(Doc - Bto) Renato Alejandro Andara EscalonaNo ratings yet
- Buried PipeDocument11 pagesBuried PipeAKKI KUMARNo ratings yet
- Solar Wiring EbookDocument11 pagesSolar Wiring EbookLucian LazarutNo ratings yet
- Rhino MocksDocument3 pagesRhino MocksVenkateswararao KonjetiNo ratings yet
- Managing SAP BW Projects Part-2Document54 pagesManaging SAP BW Projects Part-2tupacshakrNo ratings yet
- WIND LOADING ANALYSIS - Wall Components and Cladding: Input DataDocument15 pagesWIND LOADING ANALYSIS - Wall Components and Cladding: Input DataMartin VenichNo ratings yet
- Iso+9000 3 1997Document38 pagesIso+9000 3 1997api-19846338No ratings yet
- Basics Configuration of PBX Nortel Meridain 81cDocument26 pagesBasics Configuration of PBX Nortel Meridain 81cGil HaleNo ratings yet