You might also like
- Aws B5.1-2003 PDFDocument21 pagesAws B5.1-2003 PDFMonica Yohanna Vera50% (2)
- Aws b2.1.1.205Document25 pagesAws b2.1.1.205Aliakbar Ghaderi100% (2)
- AWS G2.3M-G2.3-2012 - Guide For The Joining of Solid Solution Austenitic Stainless SteelsDocument108 pagesAWS G2.3M-G2.3-2012 - Guide For The Joining of Solid Solution Austenitic Stainless SteelsLuis VargasNo ratings yet
- Aws A5.10Document12 pagesAws A5.10KureiNo ratings yet
- AWS-D10.11-1987 RP For Root Pass Welding of Pipe Without BackingDocument20 pagesAWS-D10.11-1987 RP For Root Pass Welding of Pipe Without BackingtuanNo ratings yet
- Gas Tungsten Arc Welding of Austenitic Stainless Steel (M-8/P-8/S-8, Group 1), 1/16 Through 1-1/2 Inch Thick, ER3XX, As-Welded ConditionDocument23 pagesGas Tungsten Arc Welding of Austenitic Stainless Steel (M-8/P-8/S-8, Group 1), 1/16 Through 1-1/2 Inch Thick, ER3XX, As-Welded ConditionRemmy Torres Vega100% (3)
- SWPS Aws B2.1-8-212-2001Document19 pagesSWPS Aws B2.1-8-212-2001dietersima100% (4)
- Guide For The Fusion Welding of Titanium and Titanium AlloysDocument14 pagesGuide For The Fusion Welding of Titanium and Titanium AlloysA SoniNo ratings yet
- Aws B4.0 (2000)Document113 pagesAws B4.0 (2000)Dhamu100% (3)
- Guide For The Gas Shielded Arc Welding of Aluminum and Aluminum Alloy PipeDocument38 pagesGuide For The Gas Shielded Arc Welding of Aluminum and Aluminum Alloy PipeCGRRNo ratings yet
- AWS B2.1-1-234-2006 SWPS Argon Plus 25% CO2 FCAW of Carbon Steel E7XT-X, As-Welded or PWHT Co PDFDocument21 pagesAWS B2.1-1-234-2006 SWPS Argon Plus 25% CO2 FCAW of Carbon Steel E7XT-X, As-Welded or PWHT Co PDFahmed100% (1)
- Astm A578 - 07 PDFDocument5 pagesAstm A578 - 07 PDFMuhammad Maulana100% (1)
- Welding Table WPS & PQR Check List (Sheet, 2 Pages)Document2 pagesWelding Table WPS & PQR Check List (Sheet, 2 Pages)abomanar100486375% (4)
- AWS Inspection Pocket BookDocument40 pagesAWS Inspection Pocket BookBrant AkkanNo ratings yet
- AWS B2.1.002 - 1990 Standard Welding Procedure Specification (WPS) For PDFDocument12 pagesAWS B2.1.002 - 1990 Standard Welding Procedure Specification (WPS) For PDFmasv792512100% (1)
- G2 4-G2 4M-2014Document58 pagesG2 4-G2 4M-2014Peter Lopez67% (3)
- Norma AWSDocument17 pagesNorma AWSFRANCISCO TORRES100% (2)
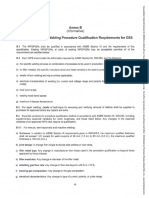
- Standard Welding Procedure Specification (SWPS) For: Site LicenseDocument21 pagesStandard Welding Procedure Specification (SWPS) For: Site LicensePradeep100% (1)
- D18 1-D18 1M-2009pvDocument7 pagesD18 1-D18 1M-2009pvRodrigo Carneiro0% (3)
- Aws B2.1-1 8-006-2002Document18 pagesAws B2.1-1 8-006-2002udom100% (1)
- Aws C5.5 (2003) Rp-GtawDocument131 pagesAws C5.5 (2003) Rp-GtawIsmail Karmana100% (2)
- AWS D18 1 D18 1M 2009 PreDocument14 pagesAWS D18 1 D18 1M 2009 PreJeffersonGutiérrez43% (7)
- Wrought Austenitic Stainless Steel Piping Fittings: Standard Specification ForDocument8 pagesWrought Austenitic Stainless Steel Piping Fittings: Standard Specification FormilecsaNo ratings yet
- Aws A5.1 (1991) PDFDocument57 pagesAws A5.1 (1991) PDFRenier KoenNo ratings yet
- Aws B2.1.011 91Document12 pagesAws B2.1.011 91Martin Urriza VelazquezNo ratings yet
- Shielded Metal Arc Welding of Carbon Steel (M-1/P-1/S-1, Group 1 or 2), 1/8 Through 1-1/2 Inch Thick, E7018, As-Welded or PWHT ConditionDocument25 pagesShielded Metal Arc Welding of Carbon Steel (M-1/P-1/S-1, Group 1 or 2), 1/8 Through 1-1/2 Inch Thick, E7018, As-Welded or PWHT ConditionSrinivasa Rao100% (3)
- How To Use Bridge Cam GaugeDocument1 pageHow To Use Bridge Cam GaugePaul MathewNo ratings yet
- Aws B5 15 2010Document26 pagesAws B5 15 2010Mohamedkheireddine100% (2)
- AWS A5.32-1997 Specification For Welding Shielding GasesDocument26 pagesAWS A5.32-1997 Specification For Welding Shielding GasesIngrid Elena Pardo CadenasNo ratings yet
- Welding Run SheetDocument1 pageWelding Run Sheetittiphon31100% (2)
- ITP (Inspection and Test Plans) - NSW, AUSDocument14 pagesITP (Inspection and Test Plans) - NSW, AUSJaques Brice Lo Nascimento50% (2)
- B2 4-2012PVDocument8 pagesB2 4-2012PVArjun KumarNo ratings yet
- Api TR 938-CDocument7 pagesApi TR 938-CAdrian Gonzalez100% (1)
- Basics of Piping Scribd PDFDocument60 pagesBasics of Piping Scribd PDFmohamed sheerazNo ratings yet
- Specification For Carbon Steel Electrodes For Flux Cored Arc WeldingDocument5 pagesSpecification For Carbon Steel Electrodes For Flux Cored Arc WeldingAna Lagunes0% (1)
- A262-15 Standard Practices For Detecting Susceptibility To Intergranular Attack in Austenitic Stainless SteelsDocument20 pagesA262-15 Standard Practices For Detecting Susceptibility To Intergranular Attack in Austenitic Stainless Steelstjt477980% (5)
- Asme - bpvc.v.2010 - Art 9Document3 pagesAsme - bpvc.v.2010 - Art 9felipefistNo ratings yet
- Informatica Powercenter CourseDocument8 pagesInformatica Powercenter CourseThameemNo ratings yet
- Aws D10.12 - 00 MS PipeDocument45 pagesAws D10.12 - 00 MS PipeLora Boyd86% (7)
- BBQ - Behaviour Based Quality CardDocument2 pagesBBQ - Behaviour Based Quality Cardittiphon31No ratings yet
- ITP For Storage TankDocument6 pagesITP For Storage Tankittiphon3194% (17)
- Astm G 48Document9 pagesAstm G 48nisha_khanNo ratings yet
- Aluminium WPSDocument2 pagesAluminium WPSAnonymous yCpjZF1rF100% (1)
- ASME B16.34 - Valves - Flanged, Threaded and Welding EndsDocument190 pagesASME B16.34 - Valves - Flanged, Threaded and Welding EndsAvik BhaiNo ratings yet
- AWS c7.4mDocument7 pagesAWS c7.4mromanosky11No ratings yet
- Guide For Welding Ferritic/Austenitic Duplex Stainless Steel Piping and TubingDocument29 pagesGuide For Welding Ferritic/Austenitic Duplex Stainless Steel Piping and Tubingarnoldbatista55100% (2)
- Astm A609 A609m-12 (R18) 1.02Document9 pagesAstm A609 A609m-12 (R18) 1.02Edson Julio S R100% (1)
- Aws A5 5 PDFDocument55 pagesAws A5 5 PDFNO ONE100% (1)
- Astm e 407Document22 pagesAstm e 407Vinicio Parra100% (1)
- 3 Creating Customer Value & Customer RelationshipsDocument35 pages3 Creating Customer Value & Customer RelationshipsFaryal MasoodNo ratings yet
- AWS C5.5M - 2003.tmpDocument131 pagesAWS C5.5M - 2003.tmpSaputra Huda100% (1)
- Astm E92 PDFDocument9 pagesAstm E92 PDFoscar_sm77No ratings yet
- Overview ASME BPVC Section XIDocument31 pagesOverview ASME BPVC Section XIsergioprybyszNo ratings yet
- Economic Base TheoryDocument5 pagesEconomic Base TheoryBagus AndriantoNo ratings yet
- Commonly Used Welding CodesDocument21 pagesCommonly Used Welding CodesgregkilatonNo ratings yet
- Astm A995 A995m 13 2013 PDFDocument4 pagesAstm A995 A995m 13 2013 PDFdelta lab sangli0% (1)
- Aws D18.2Document1 pageAws D18.2Alejandro Valdés Rojas100% (3)
- DocumentDocument2 pagesDocumentJhazreel BiasuraNo ratings yet
- VSM TrainingDocument90 pagesVSM Trainingjoaoalcada100% (1)
- Workplace Parking LevyDocument10 pagesWorkplace Parking LevyparkingeconomicsNo ratings yet
- AWS C5.1-73 Plasma Arc Welding PDFDocument76 pagesAWS C5.1-73 Plasma Arc Welding PDFkrishnatejanitdgpNo ratings yet
- Section 138 NIDocument19 pagesSection 138 NINagmani Kumar100% (1)
- 1-Outokumpu-Welding Stainless-Steel-Handbook PDFDocument36 pages1-Outokumpu-Welding Stainless-Steel-Handbook PDFTuTuy AnNo ratings yet
- d10 6-d10 6mPVDocument6 pagesd10 6-d10 6mPVDhanush Nair0% (1)
- Pipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Document0 pagesPipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Siddiqui Abdul KhaliqNo ratings yet
- Astm A-833-17Document5 pagesAstm A-833-17Mos Peerapat100% (2)
- Advances in Welding For Sanitary DesignsDocument34 pagesAdvances in Welding For Sanitary Designskart_rlNo ratings yet
- How Can I Study For and Pass The AWS CWEng Exam - QuoraDocument2 pagesHow Can I Study For and Pass The AWS CWEng Exam - QuoraMarceloToccoNo ratings yet
- Aws D18.2.2009Document2 pagesAws D18.2.2009smlvl01No ratings yet
- Aws B2.1.006Document11 pagesAws B2.1.006benderman1No ratings yet
- Ensaio de CorrosãoDocument9 pagesEnsaio de CorrosãoLeonardo MartinsNo ratings yet
- Aws B2.1-1 8-010-02Document18 pagesAws B2.1-1 8-010-02udomNo ratings yet
- Specification For Filler Metals For Brazing and Braze WeldingDocument11 pagesSpecification For Filler Metals For Brazing and Braze WeldingRodolfo MontoyaNo ratings yet
- The Steel Pipe Buyer'S GuideDocument8 pagesThe Steel Pipe Buyer'S Guideramnadh803181No ratings yet
- Asme Sec Viii-1 Quick ReferenceDocument1 pageAsme Sec Viii-1 Quick ReferenceManish542No ratings yet
- Create Storage LocationDocument6 pagesCreate Storage LocationganeshNo ratings yet
- 17 Safety InventoryDocument47 pages17 Safety Inventorymishrakanchan 2396No ratings yet
- FEA V Poole - Complaint For Declaratory and Injunctive ReliefDocument14 pagesFEA V Poole - Complaint For Declaratory and Injunctive Reliefamydaniels99No ratings yet
- DetailsDocument3 pagesDetailsJayson DicksonNo ratings yet
- Natalie ResumeDocument1 pageNatalie Resumeapi-430414382No ratings yet
- Chapter 4 Risks and Materiality: Learning ObjectivesDocument11 pagesChapter 4 Risks and Materiality: Learning ObjectivesMohsin BasheerNo ratings yet
- Business Tour, DubaiDocument12 pagesBusiness Tour, DubaiVIVEKNo ratings yet
- BPR MethodologiesDocument29 pagesBPR MethodologiesOsamah S. Alshaya100% (1)
- Leagal Challenges For The Customs Regarding The Counterfeit Goods in Transit - A Study With Refernce To The Nokia CaseDocument49 pagesLeagal Challenges For The Customs Regarding The Counterfeit Goods in Transit - A Study With Refernce To The Nokia CaseAmit Sudarsan/ VideaimIPNo ratings yet
- EBG New Vendors Shipping GuidlinesDocument3 pagesEBG New Vendors Shipping Guidlinesmorshed_mahamud7055No ratings yet
- BCM Development SDN BHD V The Titular Roman Catholic Bishop of Malacca JohorDocument18 pagesBCM Development SDN BHD V The Titular Roman Catholic Bishop of Malacca JohorfatinsaraNo ratings yet
- Lincoln Automatic Lubrication SystemsDocument8 pagesLincoln Automatic Lubrication Systemsromaoj671No ratings yet
- Investment and Portfolio ManagementDocument16 pagesInvestment and Portfolio ManagementmudeyNo ratings yet
- Books of PDocument13 pagesBooks of PicadeliciafebNo ratings yet
- Corporations PDFDocument16 pagesCorporations PDFkylee MaranteeNo ratings yet
- 4309 NSUARB-ML-Nov 14, 2013Document319 pages4309 NSUARB-ML-Nov 14, 2013unclegnarleyNo ratings yet
- MarutiDocument42 pagesMarutiVineet SinglaNo ratings yet
- 17 SDDDocument6 pages17 SDDioi123No ratings yet
- Good Housekeeping PresentationDocument25 pagesGood Housekeeping PresentationNelson Jay EscotoNo ratings yet
- Tata Aig Booklet BackcoverDocument9 pagesTata Aig Booklet Backcoversushant pathakNo ratings yet
- BA5025-Logistics ManagementDocument12 pagesBA5025-Logistics Managementjayasree.krishnan7785No ratings yet
- Legal Complaint by Opternative Alleging Online Eye Test Trade Secret Theft by Warby ParkerDocument25 pagesLegal Complaint by Opternative Alleging Online Eye Test Trade Secret Theft by Warby ParkerJosh Constine100% (1)
- ReviewerDocument27 pagesReviewerJedaiah CruzNo ratings yet