You might also like
- Bulk Material Handling: Practical Guidance for Mechanical EngineersFrom EverandBulk Material Handling: Practical Guidance for Mechanical EngineersRating: 5 out of 5 stars5/5 (1)
- Flow of Bulk Solids in Chute Design PDFDocument11 pagesFlow of Bulk Solids in Chute Design PDFluiasnadradeNo ratings yet
- A Review On Numerical and Experimental Study of Screw ConveyorDocument4 pagesA Review On Numerical and Experimental Study of Screw ConveyorMangatur SimamoraNo ratings yet
- Dunlop Conveyor Belt Design Manual - HTMLDocument38 pagesDunlop Conveyor Belt Design Manual - HTMLForbes Kamba100% (1)
- CEMA-Standard Skirtboard WidthDocument1 pageCEMA-Standard Skirtboard WidthachmatNo ratings yet
- Chute Calculation ExampleDocument1 pageChute Calculation ExampleBimal DeyNo ratings yet
- Handling of Bulk Solids: Theory and PracticeFrom EverandHandling of Bulk Solids: Theory and PracticeRating: 4.5 out of 5 stars4.5/5 (5)
- Pelton WheelDocument5 pagesPelton WheelMuhammedShafiNo ratings yet
- Bins, Bunkers & Silos - FinalDocument24 pagesBins, Bunkers & Silos - FinalLokesh SrivastavaNo ratings yet
- FinePowderFlow Bins Hoppers JenikeDocument10 pagesFinePowderFlow Bins Hoppers JenikesaverrNo ratings yet
- Bulk Materials Handling in The Mining IndustryDocument12 pagesBulk Materials Handling in The Mining IndustrypabulumzengNo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Chutes Design PDFDocument11 pagesChutes Design PDFWaris La Joi Wakatobi100% (1)
- Jenikes' TheoryDocument209 pagesJenikes' TheoryMohammad Bataineh100% (1)
- Bulk SolidsDocument7 pagesBulk SolidsHafizAB9No ratings yet
- Design Efficient FeedersDocument16 pagesDesign Efficient FeedersKalyani GangulianNo ratings yet
- Chute Design Jenike - Complex Calcs PDFDocument5 pagesChute Design Jenike - Complex Calcs PDFGeorge McMullinNo ratings yet
- Bulk Solids HandlingDocument27 pagesBulk Solids Handlinghenoliv100% (1)
- Flexowell - 2013 - EnglischDocument5 pagesFlexowell - 2013 - Englischeduardo_chaban100% (1)
- Helix Delta T-5 - HelpDocument274 pagesHelix Delta T-5 - Helpgkforoghan100% (1)
- Belt Feeder Design: Starting Load Calculations: A.E. Maton, AustraliaDocument4 pagesBelt Feeder Design: Starting Load Calculations: A.E. Maton, AustraliaJakes100% (1)
- Effective Bin DesignDocument8 pagesEffective Bin DesignGeorge Markas100% (1)
- Stockpile SegregationDocument2 pagesStockpile SegregationEdwin BatallanosNo ratings yet
- Designing Hoppers, Bins, and Silos For Reliable Flow - AIChEDocument13 pagesDesigning Hoppers, Bins, and Silos For Reliable Flow - AIChEmohsenNo ratings yet
- Transfer Station Design For Iron OreDocument7 pagesTransfer Station Design For Iron Oreedmond1000No ratings yet
- Modern Technological Developments in The Storage and Handling of Bulk Solids - EditDocument26 pagesModern Technological Developments in The Storage and Handling of Bulk Solids - Editpavan317No ratings yet
- Sole PlatesDocument12 pagesSole Platesjonodo89No ratings yet
- Conveyor Idler StandardsDocument10 pagesConveyor Idler StandardsObiwan1483100% (1)
- Apron Feeders: High Return On Investment Low Maintenance Costs Low Production CostsDocument8 pagesApron Feeders: High Return On Investment Low Maintenance Costs Low Production CostsarsanioseNo ratings yet
- 24941-100-30R-G01-00073 Tunra 6299 Report FinalDocument96 pages24941-100-30R-G01-00073 Tunra 6299 Report FinalcmahendrNo ratings yet
- Bucket ElevatorDocument6 pagesBucket ElevatorbetojulioNo ratings yet
- Chute Performance and Design For Rapid Flow Conditions PDFDocument8 pagesChute Performance and Design For Rapid Flow Conditions PDFEdgar SanchezNo ratings yet
- Modern Tools For Hopper Design: by Tim Freeman, Freeman TechnologyDocument8 pagesModern Tools For Hopper Design: by Tim Freeman, Freeman TechnologyRashmi RaniNo ratings yet
- Concepts of Feeder Design and Performance in Relation To Loading BuDocument24 pagesConcepts of Feeder Design and Performance in Relation To Loading BuSandi ApriandiNo ratings yet
- Frank Loeffler - Pipe Tube Conveyor PDFDocument12 pagesFrank Loeffler - Pipe Tube Conveyor PDFIgor San Martín Peñaloza0% (1)
- Bulk Material Handling Conveying SilosDocument3 pagesBulk Material Handling Conveying SilosRodrigo GarcíaNo ratings yet
- Belt Conveyor Design Dunlop 2Document161 pagesBelt Conveyor Design Dunlop 2Fares BorniNo ratings yet
- Conveyor BeltDocument2 pagesConveyor BeltSholhan AzizNo ratings yet
- Tracking FDA 0105Document21 pagesTracking FDA 0105최문섭No ratings yet
- Optimizing Screw ConveyorDocument6 pagesOptimizing Screw ConveyorChem.Engg100% (1)
- Apron FeederDocument12 pagesApron FeederMidDeL'OrmeNo ratings yet
- Extract From The Book Belt FeederDocument93 pagesExtract From The Book Belt FeederPushp Dutt100% (1)
- Design of Belt and Apron Feeders An Over PDFDocument13 pagesDesign of Belt and Apron Feeders An Over PDFarsanioseNo ratings yet
- RATIONAL DESIGN OF CONVEYOR CHUTES - J Rozentals PDFDocument9 pagesRATIONAL DESIGN OF CONVEYOR CHUTES - J Rozentals PDFJakesNo ratings yet
- Particle ClassifierDocument9 pagesParticle ClassifierDion Julio IskandarNo ratings yet
- Chute Design Considerations For Feeding and TransferDocument11 pagesChute Design Considerations For Feeding and TransferWaris La Joi WakatobiNo ratings yet
- Redesign of A Tata Steel Transfer Chute PDFDocument85 pagesRedesign of A Tata Steel Transfer Chute PDFsergio71No ratings yet
- Iso 5293 1981Document8 pagesIso 5293 1981Rajaram JayaramanNo ratings yet
- Mechanical Design GuideDocument51 pagesMechanical Design GuideRyanNo ratings yet
- Engineered Class Pulley BrochureDocument8 pagesEngineered Class Pulley BrochureLazzarus Az GunawanNo ratings yet
- Bucket Elevator: Albano, Mar Jarryd Sasing, Wilbert Merafuentes, Andrew Corilla ReylandDocument16 pagesBucket Elevator: Albano, Mar Jarryd Sasing, Wilbert Merafuentes, Andrew Corilla ReylandAndrew Merafuentes50% (2)
- Fatigue Failures of Welded Conveyor DrumsDocument11 pagesFatigue Failures of Welded Conveyor DrumsWashington MoraisNo ratings yet
- Design and Analysis of Screw ConveyorDocument21 pagesDesign and Analysis of Screw Conveyoravinash1987No ratings yet
- Belt Bucket Elevator DesignDocument14 pagesBelt Bucket Elevator Designking100% (1)
- Bulk Solid HandlingDocument52 pagesBulk Solid Handlingrajasekar21No ratings yet
- The Evolution of The Pipe ConveyorDocument9 pagesThe Evolution of The Pipe ConveyorJohnjun ChenNo ratings yet
- 1.1 Design Features of Bucket Elevator: Package M10: Auxiliary Equipment - Maintenance and RepairDocument56 pages1.1 Design Features of Bucket Elevator: Package M10: Auxiliary Equipment - Maintenance and RepairDilnesa EjiguNo ratings yet
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Solid Particulates: Particulate Solid in Bulk: Dr. Motasem SaidanDocument16 pagesSolid Particulates: Particulate Solid in Bulk: Dr. Motasem SaidanMalak HindiNo ratings yet
- Report On Comparison Among Current Industrial Scale Lignite Drying TechnologiesDocument29 pagesReport On Comparison Among Current Industrial Scale Lignite Drying TechnologiesDaniellaMradNo ratings yet
- A Simple Approach For Evaluating PerformanceDocument6 pagesA Simple Approach For Evaluating PerformanceDaniellaMradNo ratings yet
- Teaching Reaction Engeneering Using Attanaible Region PDFDocument7 pagesTeaching Reaction Engeneering Using Attanaible Region PDFDaniellaMradNo ratings yet
- 1 s2.0 S2238785416300382 MainDocument7 pages1 s2.0 S2238785416300382 MainDaniellaMradNo ratings yet
- BiCMOS FabricationDocument7 pagesBiCMOS FabricationMahabub Hossain100% (1)
- Copper and Its AlloysDocument6 pagesCopper and Its AlloysNaidra AbarquezNo ratings yet
- QC Radiologic TechnologyDocument20 pagesQC Radiologic TechnologyMa. Charlotte CabaleNo ratings yet
- Respond Basket Book 2021-CompressedDocument198 pagesRespond Basket Book 2021-CompressedpapujapuNo ratings yet
- E83 10a Standard Practice For Verification and Classification of Extensometer Systems 1Document14 pagesE83 10a Standard Practice For Verification and Classification of Extensometer Systems 1Ruben HernandezNo ratings yet
- GCSE AQA Chemistry 8642 Paper 1Document28 pagesGCSE AQA Chemistry 8642 Paper 1walidabdulrahman96No ratings yet
- Design Optimization of A Solenoid-Based Electromagnetic Soft Actuator With Permanent Magnet CoreDocument5 pagesDesign Optimization of A Solenoid-Based Electromagnetic Soft Actuator With Permanent Magnet CoreVinit MhatreNo ratings yet
- Sauli PrinciplesDocument35 pagesSauli PrinciplesSeb TegNo ratings yet
- Reinforcement of PlateDocument33 pagesReinforcement of PlateUmer FarooqNo ratings yet
- 7 Review of Fundamentals - Heat and Mass TransferDocument20 pages7 Review of Fundamentals - Heat and Mass TransferPRASAD326100% (2)
- Tamang: SAFE Analysis & Design ReportDocument52 pagesTamang: SAFE Analysis & Design ReportSudip ShresthaNo ratings yet
- JIS G4103 Grade SNCM439: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearDocument4 pagesJIS G4103 Grade SNCM439: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearsaputraNo ratings yet
- Fluid Mechanics HydraulicsDocument420 pagesFluid Mechanics Hydraulicsanonymousdi3noNo ratings yet
- Chapter 5 McmurryDocument23 pagesChapter 5 McmurryCarolina XavierNo ratings yet
- Chemistry and Association of Vanadium Compounds in Heavy Oil and Bitumen, and Implications For Their Selective RemovalDocument14 pagesChemistry and Association of Vanadium Compounds in Heavy Oil and Bitumen, and Implications For Their Selective RemovalMelNo ratings yet
- F07 Hw11a PDFDocument12 pagesF07 Hw11a PDFLuis ZambranoNo ratings yet
- NACA TN-3273 Compressibility Factor For SteamDocument62 pagesNACA TN-3273 Compressibility Factor For SteamR LNo ratings yet
- Bio 024 - Session 1 Sas Nursing (New Format) - WatermarkDocument7 pagesBio 024 - Session 1 Sas Nursing (New Format) - WatermarkMaria Vannesa Anne SalvacionNo ratings yet
- Science MELCsDocument27 pagesScience MELCsMaryAnnFontanillaOrdonoNo ratings yet
- PierDocument4 pagesPierAtulkumar ManchalwarNo ratings yet
- LRFDDocument14 pagesLRFDKrischanSayloGelasanNo ratings yet
- N4 Electrotechnics April 2020 MemorandumDocument8 pagesN4 Electrotechnics April 2020 MemorandumPetro Susan BarnardNo ratings yet
- Engine Lubrication & Cooling Systems: SectionDocument5 pagesEngine Lubrication & Cooling Systems: SectionGastonNo ratings yet
- NF FilmTec LiNE XD PDS 45 D04532 enDocument3 pagesNF FilmTec LiNE XD PDS 45 D04532 enHuynh le ManNo ratings yet
- ExtrusionDocument15 pagesExtrusionSaad Ur RehmanNo ratings yet
- Brdy 6ed Ch20 ElectrochemistryDocument126 pagesBrdy 6ed Ch20 ElectrochemistryAchmad Rochliadi100% (1)
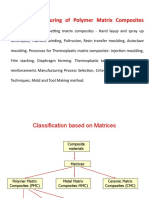
- UNIT-II: Manufacturing of Polymer Matrix CompositesDocument67 pagesUNIT-II: Manufacturing of Polymer Matrix CompositesVsr RaoNo ratings yet
- Baldwin-Lomax Model - CFD-Wiki, The Free CFD ReferenceDocument5 pagesBaldwin-Lomax Model - CFD-Wiki, The Free CFD Referencepicams_picamsNo ratings yet
- PYQs Mechanical Operation 1990 2021 1660247465560Document115 pagesPYQs Mechanical Operation 1990 2021 1660247465560durgesh patelNo ratings yet