You might also like
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979From EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNo ratings yet
- CLB 21303 Process Instrumentatio N and ControlDocument48 pagesCLB 21303 Process Instrumentatio N and ControlanisNo ratings yet
- Basics of Instrumentation: Measuring PressureDocument96 pagesBasics of Instrumentation: Measuring PressureVishal Kumar Laddha100% (1)
- Controls & InstrumentationDocument23 pagesControls & Instrumentationसचिन उरुणकर100% (1)
- Industrial Instrumentation Ch.E-401Document15 pagesIndustrial Instrumentation Ch.E-401Junaid JohnsonNo ratings yet
- Boiler Operation On DcsDocument4 pagesBoiler Operation On Dcsarif100% (2)
- Introduction to Process Control SystemsDocument36 pagesIntroduction to Process Control SystemsAneketh GurumurthiNo ratings yet
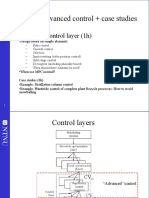
- Part 5: Advanced Control + Case StudiesDocument52 pagesPart 5: Advanced Control + Case StudiestahermohNo ratings yet
- ElastomerDocument41 pagesElastomersasiNo ratings yet
- Basic of Instrumentation EyassDocument34 pagesBasic of Instrumentation EyassLu'ay ElyaeNo ratings yet
- Basic CourseDocument97 pagesBasic CourseAhmed KhairyNo ratings yet
- Fluidised Bed Combustion For Clean Energy (Contents)Document22 pagesFluidised Bed Combustion For Clean Energy (Contents)Manas Kumar SamantarayNo ratings yet
- The ECOSSE Control HyperCourseDocument234 pagesThe ECOSSE Control HyperCoursefri_13thNo ratings yet
- ControlDocument54 pagesControlaread moelNo ratings yet
- Boiler Instrumentation and ControlsDocument23 pagesBoiler Instrumentation and ControlsVora Vishal100% (2)
- Process Control Unit 4 NotesDocument21 pagesProcess Control Unit 4 NotesiamananujrNo ratings yet
- Boiler Control Loops and SuperheatersDocument63 pagesBoiler Control Loops and SuperheatersKalai SelvanNo ratings yet
- 43 (Lecture - Instrumentation For P&ID's - Cookbook)Document55 pages43 (Lecture - Instrumentation For P&ID's - Cookbook)Trí NguyễnNo ratings yet
- DCS PresentationDocument266 pagesDCS Presentationsina20795100% (1)
- Burner Management SystemDocument42 pagesBurner Management SystemGeorge J AlukkalNo ratings yet
- (English (Auto-Generated) ) How Color Blind People See The World (DownSub - Com)Document6 pages(English (Auto-Generated) ) How Color Blind People See The World (DownSub - Com)Trung LêNo ratings yet
- Technical Interview Questions For Instrumentation EngineeringDocument48 pagesTechnical Interview Questions For Instrumentation EngineeringtejasNo ratings yet
- IOSR JournalsDocument6 pagesIOSR JournalsInternational Organization of Scientific Research (IOSR)No ratings yet
- Birendra KumarDocument50 pagesBirendra KumarAhmed YousryNo ratings yet
- Distributed Control System Interview Questions - DCS Engineer QuestionsDocument22 pagesDistributed Control System Interview Questions - DCS Engineer Questionsahmed messallamNo ratings yet
- Boiler ParameterDocument2 pagesBoiler ParameterFieNo ratings yet
- Distillation PresentationDocument38 pagesDistillation PresentationMohamed BalbaaNo ratings yet
- Fired HeatersDocument40 pagesFired HeatersAhmad Riaz KhanNo ratings yet
- Rule of Thumb: Distillation and Gas AdsorptionDocument2 pagesRule of Thumb: Distillation and Gas AdsorptionChristina Joana GuzmanNo ratings yet
- Boiler Operator Interview Questions and Answers Guide.: Global GuidelineDocument9 pagesBoiler Operator Interview Questions and Answers Guide.: Global GuidelinenarayananaliveNo ratings yet
- Overview of Reliability Engineering: Eric MarsdenDocument34 pagesOverview of Reliability Engineering: Eric MarsdenLuis Gonzalo100% (1)
- EDD Electrostatic De-ionisation DeviceDocument37 pagesEDD Electrostatic De-ionisation DeviceWilliam Burry F. GellaNo ratings yet
- Basic Instrumentation and Process ControlDocument2 pagesBasic Instrumentation and Process ControlathariqubalNo ratings yet
- Power Plant OperationDocument5 pagesPower Plant OperationAthira NairNo ratings yet
- BoilersDocument46 pagesBoilersGurvir Singh MaviNo ratings yet
- Chap 1a - Instrumentation and PID DiagramDocument20 pagesChap 1a - Instrumentation and PID Diagramraj varmanNo ratings yet
- InstrumentationDocument3 pagesInstrumentationdesignselvaNo ratings yet
- Boiler Safety Program Boiler ProgramDocument8 pagesBoiler Safety Program Boiler Programsalman akbarNo ratings yet
- A Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantDocument9 pagesA Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantInternational Journal of Research in Engineering and ScienceNo ratings yet
- Intro to Air-Fuel Ratio Control Methods and TechnologiesDocument18 pagesIntro to Air-Fuel Ratio Control Methods and TechnologiesnithiyanandhamNo ratings yet
- Process Dynamics and ControlDocument32 pagesProcess Dynamics and ControltapsiiiiNo ratings yet
- Power Plant Instrumentation Unit 2Document10 pagesPower Plant Instrumentation Unit 2Mohit Rana100% (2)
- Instrumentation and Control Valves 1Document31 pagesInstrumentation and Control Valves 1Ahmed ElShoraNo ratings yet
- Boilers Commisioning: BY Thermax Babcock & WilcoxDocument20 pagesBoilers Commisioning: BY Thermax Babcock & WilcoxBv RaoNo ratings yet
- MitroDocument53 pagesMitroMiftakhul KhoirudinNo ratings yet
- Lesson 05 - Main Steam CycleDocument20 pagesLesson 05 - Main Steam CycleAlvaro ObispoNo ratings yet
- Introduction to Process Control Feedback and Feedforward ControlDocument30 pagesIntroduction to Process Control Feedback and Feedforward ControlRyle ArbonNo ratings yet
- Instrumentation and Control EngineeringDocument28 pagesInstrumentation and Control EngineeringnedimsonNo ratings yet
- Instrumentation and Control of Chemical ReactorDocument13 pagesInstrumentation and Control of Chemical Reactorpra578100% (2)
- Boiler OperationDocument14 pagesBoiler OperationjmayurrNo ratings yet
- The Session Will Start at 13:05 and Will Be Recorded: Please Login To Socrative Student: Room Name: Weston3103Document21 pagesThe Session Will Start at 13:05 and Will Be Recorded: Please Login To Socrative Student: Room Name: Weston3103EMILY BLANDFORDNo ratings yet
- Basic of BoilerDocument107 pagesBasic of Boilerjohn_kadier651No ratings yet
- Compressor control operation and maintenance guideDocument58 pagesCompressor control operation and maintenance guideAlaa Shahwan100% (1)
- An Overview of FBC Boiler: Compiled BY S.S.AcharyaDocument56 pagesAn Overview of FBC Boiler: Compiled BY S.S.AcharyaMusycal Fynnc100% (1)
- Claus Process (Tail Gas Application)Document19 pagesClaus Process (Tail Gas Application)Vimal KumarNo ratings yet
- Industrial Instrumentation NotesDocument13 pagesIndustrial Instrumentation NotesArun RajeshNo ratings yet
- Gas ChromatographyDocument13 pagesGas ChromatographyrositaNo ratings yet
- Introduction To Process Automation - Process ControlDocument46 pagesIntroduction To Process Automation - Process ControlAli Asgerov100% (1)
- CLB 21303 Process Instrumentation and ControlDocument48 pagesCLB 21303 Process Instrumentation and ControlSyafiqIsmiNo ratings yet
- Calibration Handbook of Measuring Instruments ExcerptDocument49 pagesCalibration Handbook of Measuring Instruments Excerptcampapess50% (2)
- FuzzyDocument6 pagesFuzzyAffify AfifyNo ratings yet
- Calibration Handbook of Measuring Instruments ExcerptDocument49 pagesCalibration Handbook of Measuring Instruments Excerptcampapess50% (2)
- Define All The Process Variable and State Their Unit of MeasurementDocument12 pagesDefine All The Process Variable and State Their Unit of MeasurementAffify AfifyNo ratings yet
- 6.8 Primary Element Symbols: Previous PageDocument10 pages6.8 Primary Element Symbols: Previous PageAffify AfifyNo ratings yet
- Air CompressorsDocument43 pagesAir CompressorsagileengrNo ratings yet
- Industrial Automation TrainingDocument14 pagesIndustrial Automation TrainingAffify AfifyNo ratings yet
- Role of Microstructure in Sucker Rod String Failures in Oil Well ProductionDocument22 pagesRole of Microstructure in Sucker Rod String Failures in Oil Well ProductionAffify AfifyNo ratings yet
- Pressure System Awareness Training - Revised 2013Document43 pagesPressure System Awareness Training - Revised 2013anarNo ratings yet
- Level Controller CalibratDocument13 pagesLevel Controller CalibratAffify AfifyNo ratings yet
- تحميل كتاب دورة أساسيات التحكم الليDocument5 pagesتحميل كتاب دورة أساسيات التحكم الليAffify AfifyNo ratings yet
- GAMBICA ATEX and Power Drive Systems User Guide No 4 2nd Edition PDFDocument32 pagesGAMBICA ATEX and Power Drive Systems User Guide No 4 2nd Edition PDFAffify AfifyNo ratings yet
- Air Compressor: Selection & ApplicationDocument30 pagesAir Compressor: Selection & ApplicationAnonymous mNQq7ojNo ratings yet
- شرح المحول الكهربيDocument88 pagesشرح المحول الكهربيAffify Afify100% (1)
- INTAS - Trasformers - Measurements of Losses On Tests EXPLICA PRUEBASDocument17 pagesINTAS - Trasformers - Measurements of Losses On Tests EXPLICA PRUEBASMiguelNo ratings yet
- Classic Control Course - Tamer AhmedDocument55 pagesClassic Control Course - Tamer Ahmedwadhahesmaeel100% (6)
- Process ControlDocument46 pagesProcess ControlAffify AfifyNo ratings yet
- Process ControlDocument46 pagesProcess ControlAffify AfifyNo ratings yet
- Simatic Working With STEP 7Document112 pagesSimatic Working With STEP 7Slavisa LejicNo ratings yet
- 3 Process Control Strategies You Need To Know White Paper PDFDocument3 pages3 Process Control Strategies You Need To Know White Paper PDFAffify AfifyNo ratings yet
- The Process of Crude Oil Refining: Upstream Activities InvolveDocument51 pagesThe Process of Crude Oil Refining: Upstream Activities InvolveAffify AfifyNo ratings yet
- Process ControlDocument46 pagesProcess ControlAffify AfifyNo ratings yet
- Control Loop InfoDocument2 pagesControl Loop InfoNasirNo ratings yet
- TemperatureDocument49 pagesTemperatureSriteja JosyulaNo ratings yet
- Pneumatic Controllers Use TheDocument9 pagesPneumatic Controllers Use TheAffify AfifyNo ratings yet
- Pressure Relief Devices Scott OstrowskiDocument82 pagesPressure Relief Devices Scott OstrowskiAffify AfifyNo ratings yet
- D3517Document11 pagesD3517Cristhian AndresNo ratings yet
- PIPENET VISION User Interface ChapterDocument47 pagesPIPENET VISION User Interface Chapterelvithaf67% (3)
- Solids Liquids GasesDocument7 pagesSolids Liquids Gaseskrichenkyandex.ruNo ratings yet
- Application of Pascal LawDocument5 pagesApplication of Pascal Lawᴘʜᴏᴛᴏɢʀᴀᴘʜʏ ᴄʀʏꜱɪꜱNo ratings yet
- Dec International Technical Specifications - Pressure Loss Flexible DuctingDocument14 pagesDec International Technical Specifications - Pressure Loss Flexible DuctingNguyễn Anh TuấnNo ratings yet
- InstructionManual200 300Document4 pagesInstructionManual200 300manish kumarNo ratings yet
- Physics and AnaesthesiaDocument6 pagesPhysics and AnaesthesiaSuresh Kumar100% (1)
- Aoe 2104 F 06 HW 2 SolDocument2 pagesAoe 2104 F 06 HW 2 SolmgskumarNo ratings yet
- IC-8 Chilled Water SequenceDocument4 pagesIC-8 Chilled Water Sequencevirtech0% (1)
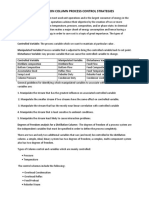
- Control of Simple Distillation TowersDocument46 pagesControl of Simple Distillation TowersDian Ardiansyah100% (1)
- Cargo Ventilation System On Liquefied Gas CarriersDocument19 pagesCargo Ventilation System On Liquefied Gas CarriersLukasz ZablockiNo ratings yet
- Hydraulic Pressure Test Procedure For Prs Chemical Cutter Parts Above The Chemical CylinderDocument5 pagesHydraulic Pressure Test Procedure For Prs Chemical Cutter Parts Above The Chemical CylinderdocrafiNo ratings yet
- Valvula Proporcional Norgren 140Document2 pagesValvula Proporcional Norgren 140Base SistemasNo ratings yet
- General NearWellbore w3 4 StudentDocument194 pagesGeneral NearWellbore w3 4 StudentKanji WijayaNo ratings yet
- Hydrostatics Bench and Pressure MeasurementsDocument7 pagesHydrostatics Bench and Pressure MeasurementsAbdallah Hisham AdailehNo ratings yet
- Production Performance EvaluationDocument42 pagesProduction Performance EvaluationJesús Omar Seferiano GarcíaNo ratings yet
- Fluid Structure Models For Dynamic Studies of Dam-Water Systems PDFDocument10 pagesFluid Structure Models For Dynamic Studies of Dam-Water Systems PDFhamidNo ratings yet
- An Introduction To Air Density and Density Altitude CalculationsDocument22 pagesAn Introduction To Air Density and Density Altitude CalculationsvietrossNo ratings yet
- Compact BOP Section 7 - Maintenance + TestingDocument9 pagesCompact BOP Section 7 - Maintenance + TestingLawrence FernandesNo ratings yet
- Ambient Crude Oil StorageDocument13 pagesAmbient Crude Oil StoragesachinumaryeNo ratings yet
- Thermodynamics: Prepared By: Prof. Rene D. EstemberDocument8 pagesThermodynamics: Prepared By: Prof. Rene D. EstemberCece100% (1)
- LRFD Aashto 3-27-38Document12 pagesLRFD Aashto 3-27-38HFLORESHERRAIZNo ratings yet
- 042032-1001-A - GB - Operating & Maintenance ManualDocument20 pages042032-1001-A - GB - Operating & Maintenance ManualRonald RoblesNo ratings yet
- Interview Questions InstrumentDocument53 pagesInterview Questions InstrumentQamar Hassan IqbalNo ratings yet
- Class14 Annotated Module04 Problems PDFDocument14 pagesClass14 Annotated Module04 Problems PDFArya dbdbNo ratings yet
- Designofwallsbin00ketcuoft BW PDFDocument612 pagesDesignofwallsbin00ketcuoft BW PDFmohamnamam100% (2)
- SCES1094 Tutorial 2Document21 pagesSCES1094 Tutorial 2SN2-0622 NURUL ADLYNA BINTI LOKMANNo ratings yet
- Chapter 14.1 & 14.2 Matter, Thermal Energy & Fluid PropertiesDocument82 pagesChapter 14.1 & 14.2 Matter, Thermal Energy & Fluid Propertiesct3hNo ratings yet
- All Tests From Cl.6.1 To 6.7Document8 pagesAll Tests From Cl.6.1 To 6.7getachew ligerNo ratings yet
- 920 User ManualDocument2 pages920 User ManualPraba YuwanaNo ratings yet