You might also like
- Taller Jabones Artesanales y Cosmética NaturalDocument9 pagesTaller Jabones Artesanales y Cosmética NaturalJulian Cuta89% (9)
- El Discernimiento de Espíritus Según San Ignacio de LoyolaDocument6 pagesEl Discernimiento de Espíritus Según San Ignacio de LoyolaAlfonso Alcañiz Perales100% (1)
- PuristerilDocument6 pagesPuristerilMyriam J CárdenasNo ratings yet
- Consolidado de Pruebas Baremos NeuropsicologíaDocument28 pagesConsolidado de Pruebas Baremos NeuropsicologíaJuan José Pabón100% (2)
- Diseño de un economizador para recuperar calor de gases de combustiónDocument32 pagesDiseño de un economizador para recuperar calor de gases de combustiónJuliana CastellanosNo ratings yet
- Tecnica de La Alta Tension PDFDocument6 pagesTecnica de La Alta Tension PDFPedro Nuñez SuarezNo ratings yet
- Medición de PresiónDocument1 pageMedición de PresiónJuliana CastellanosNo ratings yet
- Aceites esenciales: Origen, cultivo y extracciónDocument3 pagesAceites esenciales: Origen, cultivo y extracciónJuliana CastellanosNo ratings yet
- Reseña CriticaDocument1 pageReseña CriticaJuliana CastellanosNo ratings yet
- Evidencia Informe Analizar El Proceso de Extracción de Aceites EsencialesDocument4 pagesEvidencia Informe Analizar El Proceso de Extracción de Aceites EsencialesJuliana Castellanos100% (1)
- Ensayo Qué Es El IpmaDocument1 pageEnsayo Qué Es El IpmaJuliana CastellanosNo ratings yet
- IAMB-1513 - 202002P - Juliana Castellanos Cárcamo - O1C2Document4 pagesIAMB-1513 - 202002P - Juliana Castellanos Cárcamo - O1C2Juliana CastellanosNo ratings yet
- Actividad 2 - Desarrollo SostenibleDocument2 pagesActividad 2 - Desarrollo SostenibleJuliana CastellanosNo ratings yet
- Cuestionario (1) - JULIANA CASTELLANOS - Seminario Formulación de Proyecto - Desarrollo Sostenible - CualitativoDocument7 pagesCuestionario (1) - JULIANA CASTELLANOS - Seminario Formulación de Proyecto - Desarrollo Sostenible - CualitativoJuliana CastellanosNo ratings yet
- Evidencia Cuadros Comparativos - Comparar Las Características de Los Extractos y Las EsenciasDocument3 pagesEvidencia Cuadros Comparativos - Comparar Las Características de Los Extractos y Las EsenciasJuliana CastellanosNo ratings yet
- RESUMEN Moda y Hogar SostenibleDocument7 pagesRESUMEN Moda y Hogar SostenibleJuliana CastellanosNo ratings yet
- Construcción Escuela Música UTBDocument10 pagesConstrucción Escuela Música UTBJuliana CastellanosNo ratings yet
- Seminario de Profundización. Modulo 2Document3 pagesSeminario de Profundización. Modulo 2Juliana CastellanosNo ratings yet
- Construcción pavimento vías bajo tránsitoDocument5 pagesConstrucción pavimento vías bajo tránsitoJuliana CastellanosNo ratings yet
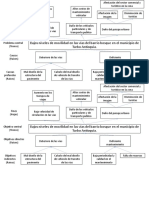
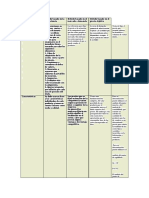
- Arbol Del ProblemaDocument3 pagesArbol Del ProblemaJuliana CastellanosNo ratings yet
- INTERCAMBIADORDocument22 pagesINTERCAMBIADORJuliana CastellanosNo ratings yet
- Final 1er ModuloDocument5 pagesFinal 1er ModuloJuliana CastellanosNo ratings yet
- 48044-Texto Del Artículo-81190-1-10-20150203 PDFDocument10 pages48044-Texto Del Artículo-81190-1-10-20150203 PDFJuliana CastellanosNo ratings yet
- Autoevaluación 202015Document1 pageAutoevaluación 202015Juliana CastellanosNo ratings yet
- 48044-Texto Del Artículo-81190-1-10-20150203 PDFDocument10 pages48044-Texto Del Artículo-81190-1-10-20150203 PDFJuliana CastellanosNo ratings yet
- GTC93 PDFDocument29 pagesGTC93 PDFAnonymous DrQCSUQ4No ratings yet
- Parcial Ii de Diseño de PlantasDocument1 pageParcial Ii de Diseño de PlantasJuliana CastellanosNo ratings yet
- Seminario de Profundización. Modulo 2Document3 pagesSeminario de Profundización. Modulo 2Juliana CastellanosNo ratings yet
- Acuerdo de CátedraDocument8 pagesAcuerdo de CátedraJuliana CastellanosNo ratings yet
- Diseño de Banda Transportadora-Paula RoaDocument14 pagesDiseño de Banda Transportadora-Paula RoaJuliana CastellanosNo ratings yet
- Autoevaluación 202015Document1 pageAutoevaluación 202015Juliana CastellanosNo ratings yet
- Diseño IntercambiadorDocument6 pagesDiseño IntercambiadorJuliana CastellanosNo ratings yet
- Resumen Sistema Integrado de GestionDocument7 pagesResumen Sistema Integrado de GestionJuliana CastellanosNo ratings yet
- Técnicas muestreo materialesDocument6 pagesTécnicas muestreo materialesJuliana CastellanosNo ratings yet
- Trabajo Final Seminario BienDocument13 pagesTrabajo Final Seminario Bienleannis sanchezNo ratings yet
- Grupo 5 Diseño Curricular y Diseño Didáctico Tama Dos La Educación DigitalDocument4 pagesGrupo 5 Diseño Curricular y Diseño Didáctico Tama Dos La Educación DigitalPedro Jadiv OleverNo ratings yet
- Cuadro Comparativo Unidad 7Document2 pagesCuadro Comparativo Unidad 7Arely Reyes MarNo ratings yet
- Inbound MarketingDocument13 pagesInbound MarketingCeleste VeraNo ratings yet
- Indiana Jorrat. Tesis - de Ella Se DecíaDocument10 pagesIndiana Jorrat. Tesis - de Ella Se DecíaMay MartinezNo ratings yet
- Formato de Tareas Extra - AnalogicasDocument8 pagesFormato de Tareas Extra - AnalogicasJuan Gabriel Jimenez MerinoNo ratings yet
- Herman - Unas Huellas Rabínicas en El CarneroDocument9 pagesHerman - Unas Huellas Rabínicas en El CarneroLuis Castellví LaukampNo ratings yet
- Análisis y Modificación de la ConductaDocument18 pagesAnálisis y Modificación de la ConductamarleimanNo ratings yet
- Enciclopedia de Notafilia y Escripofilia EspañolaDocument34 pagesEnciclopedia de Notafilia y Escripofilia EspañolaJose Antonio Castellanos100% (2)
- Licencia Excepcional RS-2020-15059878-APN-MTDocument2 pagesLicencia Excepcional RS-2020-15059878-APN-MTTodo Noticias100% (1)
- Polietileno Alta DensidadDocument2 pagesPolietileno Alta DensidadLuis Barreiro LudeñaNo ratings yet
- Recursos Naturales de PanamaDocument15 pagesRecursos Naturales de PanamaCRISTINA79% (14)
- Ciniif 7Document16 pagesCiniif 7Blanca DccqNo ratings yet
- ProblemasDocument22 pagesProblemasSegundo Cristian Toledo MendozaNo ratings yet
- FONPLATA - Investor Presentation 2Q-21 Esp Final PDFDocument26 pagesFONPLATA - Investor Presentation 2Q-21 Esp Final PDFAlejandro LopezNo ratings yet
- Ensayo VitaDocument5 pagesEnsayo VitaMaria TaipeNo ratings yet
- Tema Epidemiología NutricionalDocument22 pagesTema Epidemiología NutricionalAsun RMNo ratings yet
- Psu Lenguaje y ComunicacionDocument65 pagesPsu Lenguaje y ComunicacionSandy Liseth SanchezNo ratings yet
- Guia de Etica Del Derecho 2021Document6 pagesGuia de Etica Del Derecho 2021Cinthia ZamarripaNo ratings yet
- Taller Tratado de Libre ComercioDocument8 pagesTaller Tratado de Libre ComercioBEATRIZ MARIETHNo ratings yet
- Ejercicios Repaso Tercer Parcial EstadísticaDocument7 pagesEjercicios Repaso Tercer Parcial EstadísticaJosue Hernandez100% (1)
- Gestores BibliograficosDocument21 pagesGestores BibliograficosFABIO ANDRE CHOQUE CARRASCONo ratings yet
- V. Filosofía Árabe y Filosofía JudíaDocument20 pagesV. Filosofía Árabe y Filosofía JudíaHomer KamesNo ratings yet
- Técnica y Arte - El Desafío de La Investigación SocialDocument7 pagesTécnica y Arte - El Desafío de La Investigación SocialPEPE CASADONo ratings yet
- Ensayo de MarshalDocument18 pagesEnsayo de MarshaljesusNo ratings yet
- Informe DescriptivoDocument14 pagesInforme DescriptivoRonalTorresUscuvilcaNo ratings yet