You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 00 RRL Development of Bamboo Floor TilesDocument6 pages00 RRL Development of Bamboo Floor TilesShanaia Bual0% (1)
- Analysis of Strip Residual CurvaturesDocument9 pagesAnalysis of Strip Residual CurvaturesSachin JadhavNo ratings yet
- BP 1 - Stores Management ProcedureDocument14 pagesBP 1 - Stores Management Procedurevikrambakshi67No ratings yet
- Mechanisms of Wear in HSS Cutting ToolsDocument32 pagesMechanisms of Wear in HSS Cutting Toolsjyoti ranjan nayakNo ratings yet
- Production and Operations ManagementDocument79 pagesProduction and Operations ManagementKishore Kumar63% (16)
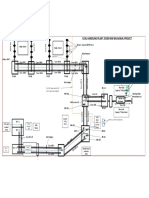
- Coal Handling Plant 2X500 MW Bhusawal Project: Conv 108 B Conv 108 B Conv 108 C Conv 108 BDocument1 pageCoal Handling Plant 2X500 MW Bhusawal Project: Conv 108 B Conv 108 B Conv 108 C Conv 108 BCHP 500 MW BTPSNo ratings yet
- Bearing NO. N-Clature Nama Alat Merk Type KeteranganDocument7 pagesBearing NO. N-Clature Nama Alat Merk Type Keteranganתומאס ישראלNo ratings yet
- EN16 Carbon Steel - 605M36T - Malaysia Carbon Steel SupplierDocument5 pagesEN16 Carbon Steel - 605M36T - Malaysia Carbon Steel SupplierSAMNo ratings yet
- Pipeline Coating PresentationDocument36 pagesPipeline Coating Presentationkudrat12100% (1)
- Sheet ResistanceDocument5 pagesSheet ResistancePriya BargalNo ratings yet
- List Learning ObjectiveDocument73 pagesList Learning Objectivekvaani100% (2)
- Electro-Pneumatic Lift and Carry Conveying SystemDocument4 pagesElectro-Pneumatic Lift and Carry Conveying SystemIJSTENo ratings yet
- Asme Sa-265 Specification For Nickel and Nickel-Base Alloy-Clad Steel PlateDocument7 pagesAsme Sa-265 Specification For Nickel and Nickel-Base Alloy-Clad Steel Platelucecita1902100% (1)
- A Review of Factors Affecting Toughness in Welded Steels PDFDocument23 pagesA Review of Factors Affecting Toughness in Welded Steels PDFsurendarNo ratings yet
- The Royal Institution of Naval Architects The Advantages of Composite Material in Marine Renewable Energy StructuresDocument7 pagesThe Royal Institution of Naval Architects The Advantages of Composite Material in Marine Renewable Energy StructuressimalaraviNo ratings yet
- Low-Energy Impact Behaviour of Laminated CompositeDocument78 pagesLow-Energy Impact Behaviour of Laminated CompositeAnh NguyenNo ratings yet
- Frameless Glass PartitionDocument30 pagesFrameless Glass PartitionFashionable JewelleryNo ratings yet
- Trim CatalogDocument20 pagesTrim CatalogMujjo SahbNo ratings yet
- Stress Corrosion CrackingDocument12 pagesStress Corrosion Crackingseraj ibramemNo ratings yet
- Tensile Test of SteelDocument7 pagesTensile Test of Steelcristina23No ratings yet
- IFB 2300 - BNZ MaterialsDocument2 pagesIFB 2300 - BNZ Materialsmiltone87No ratings yet
- Strength of Aluminum T-Joint Fillet WeldsDocument6 pagesStrength of Aluminum T-Joint Fillet WeldsmrnaeemNo ratings yet
- Unit5 Power Press MachineDocument39 pagesUnit5 Power Press MachineApechRanger100% (1)
- Types of Layout-PPCDocument14 pagesTypes of Layout-PPCPrajwal RahangdaleNo ratings yet
- Welding Shear Stud Connector Design Dimensions WeightsDocument2 pagesWelding Shear Stud Connector Design Dimensions WeightsinsurveyNo ratings yet
- The Inverse Hall-Petch Relation in Nanocrystalline Metals: A Discrete Dislocation Dynamics AnalysisDocument15 pagesThe Inverse Hall-Petch Relation in Nanocrystalline Metals: A Discrete Dislocation Dynamics Analysiskhazi ismanNo ratings yet
- 308 - Mapegrout t40 - GB PDFDocument4 pages308 - Mapegrout t40 - GB PDFSonu PathakNo ratings yet
- Assignment 2 MaterialsDocument2 pagesAssignment 2 Materialspoornima patil100% (1)
- Balaji Wafers PVT LTDDocument79 pagesBalaji Wafers PVT LTDSandya PrakashNo ratings yet
- ENCO Repport DENKA1Document19 pagesENCO Repport DENKA1Damian BaxendaleNo ratings yet