You might also like
- Extrusion Tank Whitepaper Rev 3 5 12Document5 pagesExtrusion Tank Whitepaper Rev 3 5 12Vamsi GantaNo ratings yet
- Cooling Times (Injection Molding)Document9 pagesCooling Times (Injection Molding)Alfredo AndradeNo ratings yet
- Differential Scanning Calorimetry (DSC) and Torque Rheometry: A Viable Combination For Determining Processing Parameters of Thermosetting PlasticsDocument7 pagesDifferential Scanning Calorimetry (DSC) and Torque Rheometry: A Viable Combination For Determining Processing Parameters of Thermosetting Plasticsgunawan refiadiNo ratings yet
- HMT PBLDocument15 pagesHMT PBLMuhammad Junaid Rajput FatimaNo ratings yet
- Peti, FerenczDocument7 pagesPeti, FerenczFajar FadhilaNo ratings yet
- Experiment No.5 DSC AnalysisDocument2 pagesExperiment No.5 DSC AnalysisSIDDHARTH BHASNEYNo ratings yet
- Experiment No. 4 TGA AnalysisDocument2 pagesExperiment No. 4 TGA AnalysisSIDDHARTH BHASNEYNo ratings yet
- Izod Test ReportDocument3 pagesIzod Test ReportzainabNo ratings yet
- Selection of DOE Parameters in Injection Molding - Suhas Kulkarni FIMMTECH Inc PDFDocument8 pagesSelection of DOE Parameters in Injection Molding - Suhas Kulkarni FIMMTECH Inc PDFAnonymous fCp1HRwpNo ratings yet
- Void Reduction in Autoclave Processing of Thermoset CompositesDocument5 pagesVoid Reduction in Autoclave Processing of Thermoset CompositesAbd BaghadNo ratings yet
- Effective Control of Warping During Injection Molding: Ming-Shyan Huang, Shih-Chih Nian, and Chih-Yang WuDocument4 pagesEffective Control of Warping During Injection Molding: Ming-Shyan Huang, Shih-Chih Nian, and Chih-Yang WuPrabhath SanjayaNo ratings yet
- Designing of Dilatometer For Measurement of Glass Transition Temperature of PolymersDocument14 pagesDesigning of Dilatometer For Measurement of Glass Transition Temperature of PolymersLavanya Kumar JainNo ratings yet
- Cycle Time Reduction in Injection Molding ProcessDocument9 pagesCycle Time Reduction in Injection Molding ProcessPFE100% (1)
- OS-T - 1090 - Linear Transient Heat Transfer Analysis of An Extended Surface Heat Transfer FinDocument19 pagesOS-T - 1090 - Linear Transient Heat Transfer Analysis of An Extended Surface Heat Transfer FinRenan LopesNo ratings yet
- Optimized Mold Temperature ControlDocument50 pagesOptimized Mold Temperature ControlSüleymanŞentürkNo ratings yet
- Barrel Temperature An Tec 2008Document7 pagesBarrel Temperature An Tec 2008Zenebe DebeluNo ratings yet
- Molded Underfill Material For FcbgaDocument5 pagesMolded Underfill Material For FcbgaavrudgeNo ratings yet
- Room Fire Model FDSDocument23 pagesRoom Fire Model FDSVlad KubinyeczNo ratings yet
- NIKE G097 R2 High Temperature ColorfastnessDocument6 pagesNIKE G097 R2 High Temperature ColorfastnessHenry Chao-Jen WangNo ratings yet
- Aplicacion en InglesDocument25 pagesAplicacion en InglesQuimico SalgueroNo ratings yet
- Li 2015Document6 pagesLi 2015Amr KamelNo ratings yet
- 2011zlinkonferencija PDFDocument7 pages2011zlinkonferencija PDFJuanLuisEsquivelNo ratings yet
- Free Abaqus Tutorial For Heat Transfer Analysis of A TeapotDocument11 pagesFree Abaqus Tutorial For Heat Transfer Analysis of A TeapotAnonymous PufNjgNo ratings yet
- To Display A Section View of Cooling Time at End of FillDocument1 pageTo Display A Section View of Cooling Time at End of FillDaniel Müller da VeigaNo ratings yet
- Tutorial PE Expansion 1Document6 pagesTutorial PE Expansion 1Javier TrujillanoNo ratings yet
- EDEM Tutorial: Heat TransferDocument11 pagesEDEM Tutorial: Heat TransferPakorn PrimeNo ratings yet
- Calculation of Processing Time and Heat Load During Food RefrigerationDocument10 pagesCalculation of Processing Time and Heat Load During Food RefrigerationMonowarul IslamNo ratings yet
- Open Ended Lab ThermodynamicsDocument10 pagesOpen Ended Lab Thermodynamicsrayanjutt1042No ratings yet
- SofteningDocument2 pagesSofteningmaizansofiaNo ratings yet
- Materials: Cure Cycle Optimization of Rapidly Cured Out-Of-Autoclave CompositesDocument15 pagesMaterials: Cure Cycle Optimization of Rapidly Cured Out-Of-Autoclave CompositesAbd BaghadNo ratings yet
- ME 423: Machine Design: Design of Scalp Cooling Systems For Preventing Alopecia During Chemotherapy Prof. Ramesh SinghDocument15 pagesME 423: Machine Design: Design of Scalp Cooling Systems For Preventing Alopecia During Chemotherapy Prof. Ramesh SinghTejas LadheNo ratings yet
- Tutorial 1b Computational Fluid Dynamics or Engineers 2016Document47 pagesTutorial 1b Computational Fluid Dynamics or Engineers 2016Muhammad Aulia Ramadhian100% (1)
- Calibration of Calorimeters and Thermal Analyzers.: S3 Project Raffort Théo, Bouvier Téo, Starosta Yvann, MCPC ADocument8 pagesCalibration of Calorimeters and Thermal Analyzers.: S3 Project Raffort Théo, Bouvier Téo, Starosta Yvann, MCPC AstarostaNo ratings yet
- Advanced Thermo Physical DataDocument10 pagesAdvanced Thermo Physical Dataana danNo ratings yet
- Softening Point ReportDocument10 pagesSoftening Point Reportmuhd qayyumNo ratings yet
- A) Process Description and Potential MaterialsDocument10 pagesA) Process Description and Potential MaterialsSaddy DipoNo ratings yet
- Heat SinkDocument14 pagesHeat Sinkabc fdsNo ratings yet
- 5 - Hoffmann, 2007 - Design of Hot Stamping Tools With Cooling SystemDocument4 pages5 - Hoffmann, 2007 - Design of Hot Stamping Tools With Cooling SystemCaio GrisottoNo ratings yet
- Name: Section (Day/Time) :: Me139L-Experimental Heat Transfer Prelab For Lab #5Document2 pagesName: Section (Day/Time) :: Me139L-Experimental Heat Transfer Prelab For Lab #5briant_93478No ratings yet
- Importance of DSC Rapid Cooling For The Analysis of Plastic Microwave Food TraysDocument6 pagesImportance of DSC Rapid Cooling For The Analysis of Plastic Microwave Food TrayssdhmtuNo ratings yet
- 04 MEC 093 Newspaper ArticleDocument7 pages04 MEC 093 Newspaper ArticleJuan Francisco Requejo ZevallosNo ratings yet
- Design and Analysis of Processor CoolingDocument4 pagesDesign and Analysis of Processor Coolingharsh rikameNo ratings yet
- Characterization of Shape Memory Polymers: Brent Volk Texas A&M University College Station, TexasDocument11 pagesCharacterization of Shape Memory Polymers: Brent Volk Texas A&M University College Station, TexasharryNo ratings yet
- Paper CompositesWorld Evonik Oct2017Document12 pagesPaper CompositesWorld Evonik Oct2017uzzy2No ratings yet
- Section 6: Heat Transfer: Autodesk Simulation WorkshopDocument25 pagesSection 6: Heat Transfer: Autodesk Simulation WorkshopMiguel Angel Munguia FloresNo ratings yet
- Five Essentials of Gel Refrigerant Design and Specification PDFDocument10 pagesFive Essentials of Gel Refrigerant Design and Specification PDFtantibaNo ratings yet
- Standard Operating Procedure Differential Scanning Calorimeter (DSC) in POWER Laboratory Model TA Q-20Document3 pagesStandard Operating Procedure Differential Scanning Calorimeter (DSC) in POWER Laboratory Model TA Q-20PRATIK CHAUHANNo ratings yet
- Simulation and Verification Mold Temperature Variation of Pulsed-CoolingDocument5 pagesSimulation and Verification Mold Temperature Variation of Pulsed-CoolingRafa BuitronNo ratings yet
- 3 Softening Point TestDocument6 pages3 Softening Point Testamer tayemNo ratings yet
- Elmer TutorialsDocument96 pagesElmer TutorialsMartin CaicedoNo ratings yet
- Fluent Analysis of A Car Radiator and Its ValidationDocument4 pagesFluent Analysis of A Car Radiator and Its ValidationMarle YashNo ratings yet
- Elmer GUI Tutorials: CSC - IT Center For Science December 19, 2018Document96 pagesElmer GUI Tutorials: CSC - IT Center For Science December 19, 2018Amr HitchNo ratings yet
- Conjugate Heat Transfer: Opening The SOLIDWORKS ModelDocument24 pagesConjugate Heat Transfer: Opening The SOLIDWORKS Modelaldo2306No ratings yet
- EDEM-FLUENT Tutorial: 2-Phase Lagrangian Simulation: Revision 2.2/2Document7 pagesEDEM-FLUENT Tutorial: 2-Phase Lagrangian Simulation: Revision 2.2/2gurpinder.rajgarh1331No ratings yet
- Ed - 5C.Result Interpretation - CoolingDocument14 pagesEd - 5C.Result Interpretation - CoolingrobNo ratings yet
- A Simulation Study of The Effect of Some Parameters in Thermal Analysis of Creep Feed GrindingDocument4 pagesA Simulation Study of The Effect of Some Parameters in Thermal Analysis of Creep Feed GrindingBasavaraj G LNo ratings yet
- Drying Curves of A Non-Porous SolidDocument6 pagesDrying Curves of A Non-Porous SolidRikun FauziNo ratings yet
- Energy Forms and Changes Simulations 1Document3 pagesEnergy Forms and Changes Simulations 1edwinNo ratings yet
- ACC WE DA0060 Thermal Insulation 1-0 Mar 2008Document12 pagesACC WE DA0060 Thermal Insulation 1-0 Mar 2008Iim Hilmi ArifNo ratings yet
- Design Basis ReportDocument9 pagesDesign Basis ReportRadhika KhandelwalNo ratings yet
- General Sciences ProblemsDocument9 pagesGeneral Sciences ProblemsArvn Christian Santicruz Flores0% (1)
- Copeland Compressors: A Brief Timeline of AchievementsDocument20 pagesCopeland Compressors: A Brief Timeline of AchievementsSamuel SamNo ratings yet
- Lecture 1.1 - Fire Fire EcologyDocument51 pagesLecture 1.1 - Fire Fire EcologyM KNo ratings yet
- Internship Report Vishal FinalDocument75 pagesInternship Report Vishal Finalpawar vishalNo ratings yet
- 3828A24006XDocument51 pages3828A24006XMarco KersulNo ratings yet
- The Cold Chain - Transport, Storage, Retail: Refrigeration, Air Conditioning and Heat PumpsDocument15 pagesThe Cold Chain - Transport, Storage, Retail: Refrigeration, Air Conditioning and Heat PumpsRobertoNo ratings yet
- Heat Tracing of Piping Systems - Effective Steam TracingDocument8 pagesHeat Tracing of Piping Systems - Effective Steam Tracingsowman tungNo ratings yet
- York Operation & Maitenance ManualDocument40 pagesYork Operation & Maitenance ManualTrunghieutc Hieu100% (3)
- Convective Heat Transfer Coefficients Table ChartDocument4 pagesConvective Heat Transfer Coefficients Table Chartmiguel_vera6592No ratings yet
- Tutorial 3 EP 209 - Thermal Physics: B B G G G GDocument2 pagesTutorial 3 EP 209 - Thermal Physics: B B G G G GAmeyNo ratings yet
- C 14Document26 pagesC 14pfylNo ratings yet
- A Worksheet On Earth's Internal Heat and Magmatism Week 3Document8 pagesA Worksheet On Earth's Internal Heat and Magmatism Week 3Ruth May-osNo ratings yet
- Emkarate Approvals 19 0104 RL ApprovalsDocument2 pagesEmkarate Approvals 19 0104 RL Approvalsmk saravananNo ratings yet
- ABF Project TrackingDocument34 pagesABF Project TrackingTakrimi IsmailNo ratings yet
- Sampath EmaniDocument3 pagesSampath EmaniSurya Sampath EmaniNo ratings yet
- Citation Study GuideDocument39 pagesCitation Study GuideJose Lara100% (4)
- Cooling Tower JurnalDocument11 pagesCooling Tower Jurnalkumpul tugasNo ratings yet
- KDC.klc Air Handling Unit-Thiết Bị Xử Lý Không Khí - AHUDocument14 pagesKDC.klc Air Handling Unit-Thiết Bị Xử Lý Không Khí - AHUNguyễn Đắc DuẩnNo ratings yet
- EDMT281426 (RZQ) FCQ (2 Chieu Inv) PDFDocument408 pagesEDMT281426 (RZQ) FCQ (2 Chieu Inv) PDFHải Trần Quốc100% (1)
- Envicool Cabinet Climate Control Solutions PDFDocument26 pagesEnvicool Cabinet Climate Control Solutions PDFRobinson J. Ramirez SanchezNo ratings yet
- York Ycjd60Document28 pagesYork Ycjd60Miguel AngelNo ratings yet
- Calculating Workplace WBGT From Meteorological Data: A Tool For Climate Change AssessmentDocument13 pagesCalculating Workplace WBGT From Meteorological Data: A Tool For Climate Change Assessmentمحمد عبدالرحمنNo ratings yet
- Double Pipe Heat ExchangerDocument88 pagesDouble Pipe Heat ExchangerirfanNo ratings yet
- 126 Ef 052016Document2 pages126 Ef 052016Asheesh KumarNo ratings yet
- Air Conditioners Determination - Exposure Draft March 2018Document64 pagesAir Conditioners Determination - Exposure Draft March 2018Kool PirateNo ratings yet
- Working Principle of VRF SystemDocument11 pagesWorking Principle of VRF Systemghazanfarhayat456No ratings yet
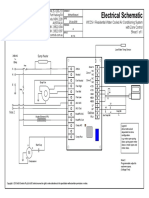
- Schematic WCCS 1Document1 pageSchematic WCCS 1kmNo ratings yet
- Oxy-Fuel Glass MeltingDocument19 pagesOxy-Fuel Glass MeltingKroze100% (1)