You might also like
- Innovacion Lab 6Document2 pagesInnovacion Lab 6Mauricio Denis Quispe AvilesNo ratings yet
- Reductores MecanicosDocument9 pagesReductores MecanicosRo SantosNo ratings yet
- Ad. MantenimientoDocument6 pagesAd. MantenimientoMauricio Denis Quispe AvilesNo ratings yet
- Informe GmawDocument11 pagesInforme GmawMauricio Denis Quispe AvilesNo ratings yet
- Fallas en EngranesDocument3 pagesFallas en Engranesenip_225100% (1)
- SENSORDocument1 pageSENSORMauricio Denis Quispe AvilesNo ratings yet
- Hoja Tecnica Alambron TrefileriaDocument2 pagesHoja Tecnica Alambron TrefileriaMauricio Denis Quispe AvilesNo ratings yet
- LABoratorioDocument2 pagesLABoratorioMauricio Denis Quispe AvilesNo ratings yet
- Cuestionario GtawDocument4 pagesCuestionario GtawMauricio Denis Quispe AvilesNo ratings yet
- Habiladades Trabajo en EquipoDocument3 pagesHabiladades Trabajo en EquipoMauricio Denis Quispe AvilesNo ratings yet
- MOLIENDASDocument17 pagesMOLIENDASMauricio Denis Quispe AvilesNo ratings yet
- Plan y Ejecucion de Mantenimiento para Una Bomba CentrifugaDocument6 pagesPlan y Ejecucion de Mantenimiento para Una Bomba CentrifugaMauricio Denis Quispe AvilesNo ratings yet
- Fallas en EngranesDocument3 pagesFallas en Engranesenip_225100% (1)
- Actividad CZSDocument1 pageActividad CZSEdson Sulca BernalNo ratings yet
- Actividad CZSDocument1 pageActividad CZSEdson Sulca BernalNo ratings yet
- Habiladades Trabajo en EquipoDocument3 pagesHabiladades Trabajo en EquipoMauricio Denis Quispe AvilesNo ratings yet
- Maquina BowperDocument13 pagesMaquina BowperMauricio Denis Quispe AvilesNo ratings yet
- Maquina BowperDocument13 pagesMaquina BowperMauricio Denis Quispe AvilesNo ratings yet
- GordoDocument9 pagesGordoMauricio Denis Quispe AvilesNo ratings yet
- ANSIEDADDocument11 pagesANSIEDADMauricio Denis Quispe AvilesNo ratings yet
- Soldadura Con Electro de TungstenoDocument7 pagesSoldadura Con Electro de TungstenoMauricio Denis Quispe AvilesNo ratings yet
- RamonDocument2 pagesRamonMauricio Denis Quispe AvilesNo ratings yet
- C3A-Miranda Gomez Mario Antonio - Lab 14Document5 pagesC3A-Miranda Gomez Mario Antonio - Lab 14Mauricio Denis Quispe AvilesNo ratings yet
- Acople Rigido HoyDocument1 pageAcople Rigido HoyMauricio Denis Quispe AvilesNo ratings yet
- Carlos Quispe MestasDocument17 pagesCarlos Quispe MestasMauricio Denis Quispe AvilesNo ratings yet
- Tecnología de Materiales LAB 3 (Autoguardado)Document6 pagesTecnología de Materiales LAB 3 (Autoguardado)Mauricio Denis Quispe AvilesNo ratings yet
- Rubrica de Calculo y EstadisticaDocument2 pagesRubrica de Calculo y EstadisticaMauricio Denis Quispe AvilesNo ratings yet
- GordoDocument9 pagesGordoMauricio Denis Quispe AvilesNo ratings yet
- Sistema de Gestion de SeguridadDocument1 pageSistema de Gestion de SeguridadMauricio Denis Quispe AvilesNo ratings yet
- Tesis de Exploracion Geologica y Estimacion de Reservas Minerales Mina Los Incas - Ayacucho 2013Document100 pagesTesis de Exploracion Geologica y Estimacion de Reservas Minerales Mina Los Incas - Ayacucho 2013XhamlVeraNo ratings yet
- Cualquier Cosa Que Yo Diga Tres Veces Es Verdad (Marcelo Bertuccio, 1997)Document17 pagesCualquier Cosa Que Yo Diga Tres Veces Es Verdad (Marcelo Bertuccio, 1997)marcelobertuccioNo ratings yet
- Gestion Del Agua 2013 PDFDocument48 pagesGestion Del Agua 2013 PDFJulian GonzalezNo ratings yet
- Guia de Actividades y Rúbrica de Evaluación - Unidad 1 - Paso 2 - Ponencia Avance 1 - Sentidos de La Experiencia y Relación Entre ActoresDocument7 pagesGuia de Actividades y Rúbrica de Evaluación - Unidad 1 - Paso 2 - Ponencia Avance 1 - Sentidos de La Experiencia y Relación Entre ActoresClaudia GarcesNo ratings yet
- Condicionamiento OperanteDocument24 pagesCondicionamiento OperanteJuliana GomezNo ratings yet
- Práctica 3 WordDocument4 pagesPráctica 3 WordYordy Buleje CardenasNo ratings yet
- Examen Resuelto Matemáticas 1ºESO - Números DecimalesDocument4 pagesExamen Resuelto Matemáticas 1ºESO - Números DecimalesQueti GutierrezNo ratings yet
- 2-Lineas Cortas, Medias y LargasDocument24 pages2-Lineas Cortas, Medias y LargasJesús Rodríguez RodríguezNo ratings yet
- Metrado Inst Electricas N.E.Document4 pagesMetrado Inst Electricas N.E.Estefano J. DamonteNo ratings yet
- Beatriz Andrea Rivera Paz HVPRTCLDocument26 pagesBeatriz Andrea Rivera Paz HVPRTCLdanimasueraNo ratings yet
- Embarazo y EpilepsiaDocument12 pagesEmbarazo y EpilepsiaJose CornejoNo ratings yet
- Inbound 6482583581859146906Document15 pagesInbound 6482583581859146906Abel Quispe SantosNo ratings yet
- El Día Del Tsunami de Agosto de 1868Document15 pagesEl Día Del Tsunami de Agosto de 1868jorge_rivera1002No ratings yet
- Inversiones S&LDocument7 pagesInversiones S&Ldel valleNo ratings yet
- Plan Orden y LimpiezaDocument13 pagesPlan Orden y LimpiezaAngela SalazarNo ratings yet
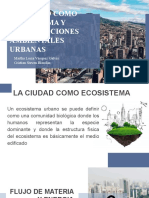
- La Ciudad Como Ecosistema y Perturbaciones Ambientales UrbanasDocument13 pagesLa Ciudad Como Ecosistema y Perturbaciones Ambientales UrbanascristianNo ratings yet
- Dieta RavennaDocument5 pagesDieta RavennaAndrea PersiaNo ratings yet
- MentiraDocument22 pagesMentiraBonich22 Bonich22No ratings yet
- Hijos de PoseidónDocument19 pagesHijos de PoseidónCrhistian Vera Zavala100% (1)
- Dicc. de CompetenciasDocument1 pageDicc. de CompetenciasEvelyn Di LourNo ratings yet
- Cuestionario de Analisis QuimicoDocument2 pagesCuestionario de Analisis Quimicojesus caceres livoraNo ratings yet
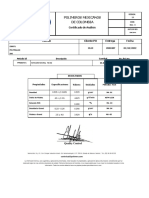
- Certicado de Calidad de Materia PrimaDocument3 pagesCerticado de Calidad de Materia PrimaEDUAR ENRIQUE RIOS VEGANo ratings yet
- Transformaciones GeometricasDocument17 pagesTransformaciones Geometricassarah penaNo ratings yet
- Libro de Produccion-1Document148 pagesLibro de Produccion-1marielaNo ratings yet
- Alimentador de Placas PDFDocument13 pagesAlimentador de Placas PDFMaxwell Carrasco SantiNo ratings yet
- Para Mapa MentalDocument4 pagesPara Mapa MentalTahgNo ratings yet
- Producots Con Leche ReconstituidaDocument7 pagesProducots Con Leche ReconstituidaJERSON DARIO LEYTON MONTA�ONo ratings yet
- Firma Personal ResposteriaDocument2 pagesFirma Personal ResposteriaAlexander Asis González OlivaresNo ratings yet
- Problemas Propuestos Gravitacion UniversalDocument1 pageProblemas Propuestos Gravitacion Universallord_minazaval300350% (2)
- Pruebas de Hermeticidad Oaxaca - 2497Document7 pagesPruebas de Hermeticidad Oaxaca - 2497Jose CardenasNo ratings yet