You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Fusion 2.5 User Manual - Q00000036 - EN - 00 - A.1 - 20160309Document206 pagesFusion 2.5 User Manual - Q00000036 - EN - 00 - A.1 - 20160309paul317871% (17)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Plugin-2004 Evinrude JohnsonDocument172 pagesPlugin-2004 Evinrude Johnsonjohnnyg02275% (4)
- Blade Depth Investigation On Cross-Flow Turbine by Numerical MethodDocument6 pagesBlade Depth Investigation On Cross-Flow Turbine by Numerical MethodSantiago GNo ratings yet
- Nergy and Nvironment: A Numerical Investigation of Flow Profile and Performance of A Low Cost Crossflow TurbineDocument22 pagesNergy and Nvironment: A Numerical Investigation of Flow Profile and Performance of A Low Cost Crossflow TurbineAnonymous h3huS5DlNo ratings yet
- Vector Control of Front-End Converters ForDocument10 pagesVector Control of Front-End Converters ForSantiago GNo ratings yet
- Zanette, Imbault, Tourabi - 2010 - A Design Methodology For Cross Flow Water TurbinesDocument13 pagesZanette, Imbault, Tourabi - 2010 - A Design Methodology For Cross Flow Water TurbinesephremNo ratings yet
- 2 PhDThesis Design Improvement of Crossflow Hydro TurbineDocument240 pages2 PhDThesis Design Improvement of Crossflow Hydro TurbineSantiago G100% (1)
- Cross-Flow Water Turbines Control Under Grid DisturbancesDocument6 pagesCross-Flow Water Turbines Control Under Grid DisturbancesSantiago GNo ratings yet
- Design Principles for High Efficiency Crossflow Hydro TurbinesDocument18 pagesDesign Principles for High Efficiency Crossflow Hydro TurbinesDragomirescu AndreiNo ratings yet
- A Design of An Axial Field Permanent Magnet Generator For Small-Scale Water Turbines - Focus On Stacking Factor Effects On PerformanceDocument5 pagesA Design of An Axial Field Permanent Magnet Generator For Small-Scale Water Turbines - Focus On Stacking Factor Effects On PerformanceSantiago GNo ratings yet
- Zanette, Imbault, Tourabi - 2010 - A Design Methodology For Cross Flow Water TurbinesDocument13 pagesZanette, Imbault, Tourabi - 2010 - A Design Methodology For Cross Flow Water TurbinesephremNo ratings yet
- Design Principles for High Efficiency Crossflow Hydro TurbinesDocument18 pagesDesign Principles for High Efficiency Crossflow Hydro TurbinesDragomirescu AndreiNo ratings yet
- Renewable Energy: Issam Salhi, Saïd Doubabi, Najib Essounbouli, Abdelaziz HamzaouiDocument9 pagesRenewable Energy: Issam Salhi, Saïd Doubabi, Najib Essounbouli, Abdelaziz HamzaouiSantiago GNo ratings yet
- A 1:1 Prototype of Power Generation System Based Upon Cross-Flow Water TurbinesDocument5 pagesA 1:1 Prototype of Power Generation System Based Upon Cross-Flow Water TurbinesSantiago GNo ratings yet
- Operation of Grid-Connected Cross-Flow Water Turbines in The Stall Region by Direct Power ControlDocument9 pagesOperation of Grid-Connected Cross-Flow Water Turbines in The Stall Region by Direct Power ControlSantiago GNo ratings yet
- Bases de Crossflow Turbines - CinkDocument8 pagesBases de Crossflow Turbines - CinkSantiago GNo ratings yet
- A Design of An Axial Field Permanent Magnet Generator For Small-Scale Water Turbines - Focus On Stacking Factor Effects On PerformanceDocument5 pagesA Design of An Axial Field Permanent Magnet Generator For Small-Scale Water Turbines - Focus On Stacking Factor Effects On PerformanceSantiago GNo ratings yet
- DVP-PLC Application Manual Programming GuideDocument749 pagesDVP-PLC Application Manual Programming GuideAli PadaryamNo ratings yet
- Blade Depth Investigation On Cross-Flow Turbine by Numerical MethodDocument6 pagesBlade Depth Investigation On Cross-Flow Turbine by Numerical MethodSantiago GNo ratings yet
- New Power Quality Solutions Especially Designed For Industrial ApplicationsDocument7 pagesNew Power Quality Solutions Especially Designed For Industrial ApplicationsSantiago GNo ratings yet
- Calidad de EnergíaDocument5 pagesCalidad de EnergíaSantiago GNo ratings yet
- TimeNET UserManual40 PDFDocument104 pagesTimeNET UserManual40 PDFSantiago GNo ratings yet
- Power Quality Analysis of A Low-Voltage Grid With A Solar Photovoltaic SystemDocument6 pagesPower Quality Analysis of A Low-Voltage Grid With A Solar Photovoltaic SystemSantiago GNo ratings yet
- Cutting Mechanics and ModelingDocument18 pagesCutting Mechanics and ModelingPercy RobertNo ratings yet
- Power Quality Analysis of A Low-Voltage Grid With A Solar Photovoltaic SystemDocument6 pagesPower Quality Analysis of A Low-Voltage Grid With A Solar Photovoltaic SystemSantiago GNo ratings yet
- Learning About Petri Net ToolboxDocument3 pagesLearning About Petri Net ToolboxSantiago GNo ratings yet
- A Comparison of Manufacturing Technologies in The Connecting Rod IndustryDocument20 pagesA Comparison of Manufacturing Technologies in The Connecting Rod IndustryShauvik DasNo ratings yet
- An Information Model For Product Development: A Case Study at PHILIPS ShaversDocument6 pagesAn Information Model For Product Development: A Case Study at PHILIPS ShaversSantiago GNo ratings yet
- Sensor OpticoDocument54 pagesSensor OpticoSantiago GNo ratings yet
- Cutting Mechanics and ModelingDocument18 pagesCutting Mechanics and ModelingPercy RobertNo ratings yet
- Introduction To Piston and Piston Material PDFDocument10 pagesIntroduction To Piston and Piston Material PDFShreeram BakthaNo ratings yet
- SN043a-EN-EU Design of Fixed Column Base JointsDocument23 pagesSN043a-EN-EU Design of Fixed Column Base JointsCenascenascenascenasNo ratings yet
- Assignment No. 1 Design Basis Report G+5 BuildingDocument34 pagesAssignment No. 1 Design Basis Report G+5 BuildingMerijanNo ratings yet
- Lift Boat Gear Lube: Typical Observations Product DescriptionDocument1 pageLift Boat Gear Lube: Typical Observations Product DescriptionRomankoNo ratings yet
- AUMA, Assembly InstructionsDocument2 pagesAUMA, Assembly InstructionsGordinhorsNo ratings yet
- Thermal Relief Valves: From The Automation List Department..Document1 pageThermal Relief Valves: From The Automation List Department..Sofyan HadiNo ratings yet
- Catalog Echipamente de Gresat Si Transfer Ulei PressolDocument104 pagesCatalog Echipamente de Gresat Si Transfer Ulei PressolvalentinNo ratings yet
- Form Forecast Order Tools Ahass 2020Document9 pagesForm Forecast Order Tools Ahass 2020Ahass Sukomoro MotorNo ratings yet
- BURNDY GK6426 SpecsheetDocument2 pagesBURNDY GK6426 SpecsheetDavidNo ratings yet
- pc200 7 Main Pump Test MethodDocument26 pagespc200 7 Main Pump Test Methodalfred100% (1)
- Gravity Sewer Acceptance Testing Results Sheet: Sewer Pipeline Pressure TestDocument1 pageGravity Sewer Acceptance Testing Results Sheet: Sewer Pipeline Pressure TestLulouch Raiz100% (1)
- Lab 2 Torsion Lab Instruction SpringDocument7 pagesLab 2 Torsion Lab Instruction SpringYong JinNo ratings yet
- 14070733Document27 pages14070733layaljamal2No ratings yet
- DE-18 Fuel Oil Injection Pump and Device Parts ListsDocument6 pagesDE-18 Fuel Oil Injection Pump and Device Parts ListsK.l. DhanaNo ratings yet
- Y-Geo New Combined Finite-Discrete Element Numerical Code For Geomechanical ApplicationsDocument14 pagesY-Geo New Combined Finite-Discrete Element Numerical Code For Geomechanical ApplicationsRicardo Huisa BustiosNo ratings yet
- GARDNER DENVER Style PZ10-11 Fluid End Assembly 5000 PSIDocument3 pagesGARDNER DENVER Style PZ10-11 Fluid End Assembly 5000 PSISebastian ParraNo ratings yet
- Floating Head Heat ExchangerDocument5 pagesFloating Head Heat ExchangerniralNo ratings yet
- Rock Anchoring and Bolt Systems: - Rod Series - Anchors - Equipment - InstallationDocument40 pagesRock Anchoring and Bolt Systems: - Rod Series - Anchors - Equipment - InstallationTarekNo ratings yet
- ME8091 Automobile Engineering1Document2 pagesME8091 Automobile Engineering1AyyanrajNo ratings yet
- Abdalla2003-Design Against Cracking at Openings in Reinforced Concrete Beams Strengthened With Composite SheetsDocument8 pagesAbdalla2003-Design Against Cracking at Openings in Reinforced Concrete Beams Strengthened With Composite Sheets010No ratings yet
- Midsized With Big Features.: Horizontal Directional Drilling SystemDocument2 pagesMidsized With Big Features.: Horizontal Directional Drilling SystemJose RodriguezNo ratings yet
- Owners manual for Maveric GK-32A go kartDocument18 pagesOwners manual for Maveric GK-32A go kartedgar santanaNo ratings yet
- DX SPLIT Acum L Cadx l50hzDocument21 pagesDX SPLIT Acum L Cadx l50hzFARIDNo ratings yet
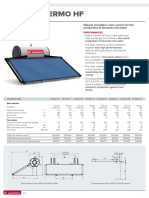
- Kairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionDocument4 pagesKairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionFILID MADNo ratings yet
- Overallstructure PDFDocument11 pagesOverallstructure PDFChhoan NhunNo ratings yet
- Identification Markings for Fasteners GuideDocument87 pagesIdentification Markings for Fasteners GuideasdfagNo ratings yet
- Renault Master BrochureDocument37 pagesRenault Master BrochureAdriano Freire SilvaNo ratings yet
- Numerical 3Document2 pagesNumerical 3Aakash AgarwalNo ratings yet
- Basics of Foundation Design PDFDocument433 pagesBasics of Foundation Design PDFGnkdsNo ratings yet
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringDocument69 pagesMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaNo ratings yet