You might also like
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Determine necessary preheat temperature for steel weldingDocument11 pagesDetermine necessary preheat temperature for steel weldingromanosky11No ratings yet
- Microstructure-Property Relationships in HAZ of New 13% CR Martensitic Stainless SteelsDocument8 pagesMicrostructure-Property Relationships in HAZ of New 13% CR Martensitic Stainless SteelstazzorroNo ratings yet
- Quenching Hardening Review PaperDocument10 pagesQuenching Hardening Review PapertazzNo ratings yet
- Solidificatin Behavior Of.... PK Nanavati - IwjDocument9 pagesSolidificatin Behavior Of.... PK Nanavati - IwjPurvesh NanavatiNo ratings yet
- Prediction of Hardness Distribution in Steel Heat A Ffected ZoneDocument11 pagesPrediction of Hardness Distribution in Steel Heat A Ffected ZonejakeNo ratings yet
- Phase Diagrams:: The Iron-Iron Carbide (Fe-Fe3C) Diagram or Iron-Carbon (Fe-C) Equilibrium DiagramDocument46 pagesPhase Diagrams:: The Iron-Iron Carbide (Fe-Fe3C) Diagram or Iron-Carbon (Fe-C) Equilibrium DiagramUsman FarooqNo ratings yet
- Great Minds of Carbon Equivalent - 1 PDFDocument3 pagesGreat Minds of Carbon Equivalent - 1 PDFSiva SubramaniNo ratings yet
- Great Minds of Carbon Equivalent CompleteDocument14 pagesGreat Minds of Carbon Equivalent CompleteColonelprivate100% (1)
- Low Pressure Carburizing CycleDocument6 pagesLow Pressure Carburizing Cycledwimukh360No ratings yet
- AISI4130Jominytest PDFDocument6 pagesAISI4130Jominytest PDFDanny Andres Garcia JimenezNo ratings yet
- Coarsening of Vanadium Carbide Carbonitride and Nitride in Low Alloy SteelsDocument13 pagesCoarsening of Vanadium Carbide Carbonitride and Nitride in Low Alloy SteelsK S RamakrishnaNo ratings yet
- Welding PreheatingDocument13 pagesWelding PreheatingkenzsugiyantoNo ratings yet
- Effect of Alloying Elements On Thermal Wear 2006 Journal of Iron and Steel RDocument7 pagesEffect of Alloying Elements On Thermal Wear 2006 Journal of Iron and Steel RJesus ZilchNo ratings yet
- Influencia de La Composicion en Temperaturas Criticas en Soldaduras de Acero Tipo 410Document15 pagesInfluencia de La Composicion en Temperaturas Criticas en Soldaduras de Acero Tipo 410Sebastián Correa ParadaNo ratings yet
- Calculo de Dureza Del AceroDocument9 pagesCalculo de Dureza Del Acerojose.figueroa@foseco.comNo ratings yet
- Prevention of Solidification Cracking PDFDocument8 pagesPrevention of Solidification Cracking PDFMohamedNo ratings yet
- Ferritic Stainless Steels For High-Temperature Applications: Stabilization of The Microstructure by Solid State Precipitation of MX CarbonitridesDocument10 pagesFerritic Stainless Steels For High-Temperature Applications: Stabilization of The Microstructure by Solid State Precipitation of MX CarbonitridesVenkatesh PandianNo ratings yet
- Chart Method To Calculate PreheatDocument11 pagesChart Method To Calculate Preheatrent63No ratings yet
- Tribology in Industry: S.C. Nwigbo, S.O. Mbam, C.U. AtuanyaDocument13 pagesTribology in Industry: S.C. Nwigbo, S.O. Mbam, C.U. AtuanyatyoNo ratings yet
- Calculo Del Precalentamiento en SoldadurasDocument6 pagesCalculo Del Precalentamiento en SoldadurasezequielpasqualiNo ratings yet
- Damage Analysis of Catalyst Tube of Reformer FurnaceDocument9 pagesDamage Analysis of Catalyst Tube of Reformer FurnaceAnonymous xmSWrWbUKGNo ratings yet
- 02 Effect of Chemical Composition and ProcessingDocument49 pages02 Effect of Chemical Composition and ProcessingAli MoussaNo ratings yet
- A Brief Study On D-Ferrite Evolution in Dissimilar P91 and P92 Steel Weld Joint and Their Effect On Mechanical PropertiesDocument10 pagesA Brief Study On D-Ferrite Evolution in Dissimilar P91 and P92 Steel Weld Joint and Their Effect On Mechanical PropertiesJack WuNo ratings yet
- Lattice Expansion of Carbon-Stabilized Expanded Austenite: Scripta Materialia October 2010Document5 pagesLattice Expansion of Carbon-Stabilized Expanded Austenite: Scripta Materialia October 2010ShameekaNo ratings yet
- Hardenability of SteelDocument59 pagesHardenability of SteelKhaula M RausyanNo ratings yet
- Local Mechanical Properties of Dissimilar Metal TIG Welded Joints of CoCrFeMnNi High Entropy Alloy and AISI 304 Austenitic SteelDocument11 pagesLocal Mechanical Properties of Dissimilar Metal TIG Welded Joints of CoCrFeMnNi High Entropy Alloy and AISI 304 Austenitic SteelafabNo ratings yet
- Carbon Equivalent EquationDocument6 pagesCarbon Equivalent Equationrasnowmah2012No ratings yet
- P91 and Beyond Welding The New GeneratioDocument5 pagesP91 and Beyond Welding The New GeneratioBN JadhavNo ratings yet
- Evaluation of Performance of Resistance Spot Welded Joints With DifferentDocument8 pagesEvaluation of Performance of Resistance Spot Welded Joints With DifferentJoselo HRNo ratings yet
- The Influence of Oxygen Additions On Argon-Shielded Gas Metal Arc Welding ProcessesDocument11 pagesThe Influence of Oxygen Additions On Argon-Shielded Gas Metal Arc Welding ProcesseszoombadosNo ratings yet
- Mahfud, MusbahDocument5 pagesMahfud, MusbahFajar FadhilaNo ratings yet
- Engineering Failure AnalysisDocument9 pagesEngineering Failure AnalysisFranco Faza ZamoraNo ratings yet
- Aging and Machinability Interactions in Cast IronDocument11 pagesAging and Machinability Interactions in Cast Ironcleitononline4599No ratings yet
- 1992 - Niobium Additions in HP Heat-Resistant Cast Stainless SteelsDocument10 pages1992 - Niobium Additions in HP Heat-Resistant Cast Stainless SteelsLuiz Gustavo LimaNo ratings yet
- Oxygen Equivalent Effects On The Mechanical Properties of Titanium WeldsDocument12 pagesOxygen Equivalent Effects On The Mechanical Properties of Titanium WeldsGiustNo ratings yet
- Schaeffler Diagram PDFDocument16 pagesSchaeffler Diagram PDFrajesh_14No ratings yet
- Schaeffler Diagram PDFDocument16 pagesSchaeffler Diagram PDFrajesh_14No ratings yet
- Microstructure and mechanical properties of high-strength TRIP steelsDocument7 pagesMicrostructure and mechanical properties of high-strength TRIP steelsth34560No ratings yet
- C-22 Soldado 2Document13 pagesC-22 Soldado 2Igor FernandoNo ratings yet
- Influence - of - Strain - Rate - Temperature (R) On FCD 500-7Document8 pagesInfluence - of - Strain - Rate - Temperature (R) On FCD 500-7Jason WuNo ratings yet
- Prediction of solidification time for aluminum alloy castingsDocument13 pagesPrediction of solidification time for aluminum alloy castingsjanakNo ratings yet
- Development and Evaluation of A Ni-Cr-P Brazing Filler MetalDocument8 pagesDevelopment and Evaluation of A Ni-Cr-P Brazing Filler MetalAngel LeonNo ratings yet
- Hydrogen Control of Large Bottom Poured Forging Ingots at Ellwood Quality SteelsDocument14 pagesHydrogen Control of Large Bottom Poured Forging Ingots at Ellwood Quality SteelsJJNo ratings yet
- Constr Materials B PDFDocument72 pagesConstr Materials B PDFAgniva DuttaNo ratings yet
- Calculation of Carbon Diffusion Forcementation of Gear WheelsDocument10 pagesCalculation of Carbon Diffusion Forcementation of Gear WheelsTanzil ZaidiNo ratings yet
- Weld Heat-Affected-Zone Response To Elevated-Temperature DeformationDocument10 pagesWeld Heat-Affected-Zone Response To Elevated-Temperature DeformationTrushar ParmarNo ratings yet
- 5-Development of Pre-HeatingDocument5 pages5-Development of Pre-Heating電No ratings yet
- QuenchFactor Published vol.1No.32014IJMEADocument11 pagesQuenchFactor Published vol.1No.32014IJMEAMaRio S TerrazasNo ratings yet
- AOD Chapter12Document4 pagesAOD Chapter12Nguyễn Văn ThanhNo ratings yet
- Metals 12 01170Document15 pagesMetals 12 01170John TorrezNo ratings yet
- s11661 010 0334 ZDocument9 pagess11661 010 0334 ZinekNo ratings yet
- 1 s2.0 S0264127518302594 Main PDFDocument12 pages1 s2.0 S0264127518302594 Main PDFHoang AnhNo ratings yet
- Removal of Hydrogen, Nitrogen and Sulphur From Tool Steel During Vacuum DegassingDocument7 pagesRemoval of Hydrogen, Nitrogen and Sulphur From Tool Steel During Vacuum DegassingRasul BzNo ratings yet
- art3A10.10072Fs10973-014-4302-5Document8 pagesart3A10.10072Fs10973-014-4302-5andre santosNo ratings yet
- TMP 81 C1Document4 pagesTMP 81 C1FrontiersNo ratings yet
- 로우 히트 인풋 용접으로 다중 패스 FCAW-S 용접 금속의 충격 강도 향상Document6 pages로우 히트 인풋 용접으로 다중 패스 FCAW-S 용접 금속의 충격 강도 향상Rami GhorbelNo ratings yet
- 1 s2.0 S2352179123000947 MainDocument10 pages1 s2.0 S2352179123000947 MainLUIS DAVID RODRIGUEZ NU¥EZNo ratings yet
- Creep Crack Growth Properties of P91 and P22 Welded JointsDocument9 pagesCreep Crack Growth Properties of P91 and P22 Welded Jointsfernandosimic96No ratings yet
- Assembly RecordDocument1 pageAssembly RecordrizkyrNo ratings yet
- For Mild & High Tensile Strength Steel Use: Materials General ReviewDocument2 pagesFor Mild & High Tensile Strength Steel Use: Materials General ReviewrizkyrNo ratings yet
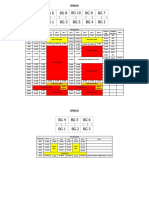
- 1 Ecr JPK Vii 2019Document1 page1 Ecr JPK Vii 2019rizkyrNo ratings yet
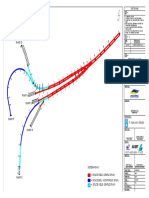
- Cikunir AllDocument1 pageCikunir AllrizkyrNo ratings yet
- Galvanized Steel Inspection GuideDocument4 pagesGalvanized Steel Inspection GuiderizkyrNo ratings yet
- For Mild & High Tensile Strength Steel Use: Materials General ReviewDocument2 pagesFor Mild & High Tensile Strength Steel Use: Materials General ReviewrizkyrNo ratings yet
- Norma ASTM PDFDocument21 pagesNorma ASTM PDFarturoNo ratings yet
- Rangkuman (Revisi. D)Document11 pagesRangkuman (Revisi. D)rizkyrNo ratings yet
- For Mild & High Tensile Strength Steel Use: Materials General ReviewDocument2 pagesFor Mild & High Tensile Strength Steel Use: Materials General ReviewrizkyrNo ratings yet
- Rapid Indentation Hardness Testing of Metallic Materials: Standard Test Method ForDocument4 pagesRapid Indentation Hardness Testing of Metallic Materials: Standard Test Method ForrizkyrNo ratings yet
- INSPECTION of Galvanize Product PDFDocument24 pagesINSPECTION of Galvanize Product PDFNasikhatul AmanahNo ratings yet
- The Metallurgy of Welding Processes and Joint DesignDocument35 pagesThe Metallurgy of Welding Processes and Joint DesignFajar SiradzNo ratings yet
- E 110 82 PDFDocument2 pagesE 110 82 PDFrizkyrNo ratings yet
- PM Master Data Template v1Document72 pagesPM Master Data Template v1Naseer SultanNo ratings yet
- Digital Logic Design - Switch Logic & Basic GatesDocument27 pagesDigital Logic Design - Switch Logic & Basic GatesTroon SoonNo ratings yet
- 1.11 CHEM FINAL Chapter 11 Sulfuric AcidDocument21 pages1.11 CHEM FINAL Chapter 11 Sulfuric AcidSudhanshuNo ratings yet
- 2 To 12F SM UT Armoured OFC-2Steel Wire Design Sheet-7.5 MMDocument3 pages2 To 12F SM UT Armoured OFC-2Steel Wire Design Sheet-7.5 MMTropic BazarNo ratings yet
- Austenitic Stainless SteelsDocument10 pagesAustenitic Stainless SteelsbramNo ratings yet
- RMA 3000 Remote Meter Assemblies Specifications: 34-ST-03-81, July 2017Document8 pagesRMA 3000 Remote Meter Assemblies Specifications: 34-ST-03-81, July 2017Amir LopezNo ratings yet
- Ey-H3l Yh1576Document44 pagesEy-H3l Yh1576jorgeNo ratings yet
- Oracle Data Integration - An Overview With Emphasis in DW AppDocument34 pagesOracle Data Integration - An Overview With Emphasis in DW Appkinan_kazuki104No ratings yet
- Lsantos - Reflecting Writing For Optimization ProjectDocument2 pagesLsantos - Reflecting Writing For Optimization Projectapi-341418797No ratings yet
- SERVICE MANUAL CRAWLER EXCAVATOR R210LC-7Document1 pageSERVICE MANUAL CRAWLER EXCAVATOR R210LC-7DmitryNo ratings yet
- Example 3 - S-Beam CrashDocument13 pagesExample 3 - S-Beam CrashSanthosh LingappaNo ratings yet
- ID Pengaruh Persistensi Laba Alokasi Pajak Antar Periode Ukuran Perusahaan PertumbuDocument21 pagesID Pengaruh Persistensi Laba Alokasi Pajak Antar Periode Ukuran Perusahaan PertumbuGheaMarisyaPuteriNo ratings yet
- Design & Fabrication of a Cost-Effective Agricultural DroneDocument57 pagesDesign & Fabrication of a Cost-Effective Agricultural DroneFatima Nasir R:29No ratings yet
- RelativedensityipgDocument2 pagesRelativedensityipgapi-310625232No ratings yet
- Displaymax JR 1500 SpecsDocument1 pageDisplaymax JR 1500 SpecsFRANCISCONo ratings yet
- Apriori AlgorithmDocument13 pagesApriori AlgorithmKiran JoshiNo ratings yet
- PDF Solution Manual For Gas Turbine Theory 6th Edition Saravanamuttoo Rogers CompressDocument7 pagesPDF Solution Manual For Gas Turbine Theory 6th Edition Saravanamuttoo Rogers CompressErickson Brayner MarBerNo ratings yet
- PTP - Level MethodsDocument23 pagesPTP - Level Methodssasikiran mNo ratings yet
- Curtis CatalogDocument9 pagesCurtis CatalogtharngalNo ratings yet
- Manuale Fancoil - Eng 2012-Rev02Document19 pagesManuale Fancoil - Eng 2012-Rev02ricardo daccacheNo ratings yet
- Microstation V8I Accudraw Basics: Bentley Institute Course GuideDocument80 pagesMicrostation V8I Accudraw Basics: Bentley Institute Course Guideh_eijy2743No ratings yet
- NewsDocument26 pagesNewsMaria Jose Soliz OportoNo ratings yet
- Unit 10Document18 pagesUnit 10ChaithraMalluNo ratings yet
- MSYS-1 0 11-ChangesDocument3 pagesMSYS-1 0 11-ChangesCyril BerthelotNo ratings yet
- NEC Article 250Document42 pagesNEC Article 250unknown_3100% (1)
- Lecture 1: Encoding Language: LING 1330/2330: Introduction To Computational Linguistics Na-Rae HanDocument18 pagesLecture 1: Encoding Language: LING 1330/2330: Introduction To Computational Linguistics Na-Rae HanLaura AmwayiNo ratings yet
- Module 4 - What Is The Required Rate of ReturnDocument2 pagesModule 4 - What Is The Required Rate of ReturnEthics BAENo ratings yet
- Service Manual: S&T Motors Co., LTDDocument94 pagesService Manual: S&T Motors Co., LTDJuliano PedrosoNo ratings yet
- Impeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLDocument1 pageImpeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLSenthilkumar RamalingamNo ratings yet
- Physical parameters shaping of Farwa Lagoon - LibyaDocument7 pagesPhysical parameters shaping of Farwa Lagoon - LibyaAsadeg ZaidNo ratings yet