You might also like
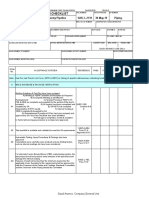
- SAIC-A-2015 Saudi Aramco Inspection ChecklistDocument8 pagesSAIC-A-2015 Saudi Aramco Inspection Checklistkarthi51289No ratings yet
- Saic A 2011Document8 pagesSaic A 2011jerinNo ratings yet
- Saudi Aramco Inspection Checklist: Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 31-Aug-11 PipingDocument12 pagesSaudi Aramco Inspection Checklist: Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 31-Aug-11 PipingAnonymous 4e7GNjzGWNo ratings yet
- Saic L 2139Document9 pagesSaic L 2139Kumar RNo ratings yet
- Satip - S-050-01Document4 pagesSatip - S-050-01LIJINNo ratings yet
- Saic L 2008 PDFDocument4 pagesSaic L 2008 PDFHesham HelalNo ratings yet
- Saep 351Document24 pagesSaep 351Raj KumarNo ratings yet
- 09 Samss 101Document9 pages09 Samss 101GOSP3 QC MechanicalNo ratings yet
- Materials System SpecificationDocument7 pagesMaterials System Specificationaanouar77No ratings yet
- SAUDIPIPINGMATTRACEDocument9 pagesSAUDIPIPINGMATTRACEMAZHARULNo ratings yet
- Saep 744Document7 pagesSaep 744Anonymous 4IpmN7OnNo ratings yet
- Saudi Aramco Inspection Checklist: Field Hydrostatic Testing of Isolation Valves SAIC-L-2042 25-May-05 MechDocument3 pagesSaudi Aramco Inspection Checklist: Field Hydrostatic Testing of Isolation Valves SAIC-L-2042 25-May-05 MechHamidNo ratings yet
- Saudi Aramco Test Report: Positive Material Identification (PMI) Report 30-Oct-17 MechDocument2 pagesSaudi Aramco Test Report: Positive Material Identification (PMI) Report 30-Oct-17 MechJagdishNo ratings yet
- Satip P 121 01 Rev 7 MPDocument7 pagesSatip P 121 01 Rev 7 MPmohamedqcNo ratings yet
- Saes A 114Document26 pagesSaes A 114abaanNo ratings yet
- Saudi Aramco Inspection Checklist: SAIC-L-1003 29-Jun-17Document1 pageSaudi Aramco Inspection Checklist: SAIC-L-1003 29-Jun-17Zia ur RehmanNo ratings yet
- SAES-H-204Document32 pagesSAES-H-204anandml100% (1)
- Satr-W-2010Document1 pageSatr-W-2010Joni Carino SuniNo ratings yet
- SAIC-L-2136 Rev 0Document3 pagesSAIC-L-2136 Rev 0philipyapNo ratings yet
- Saudi Aramco Inspection Checklist: FBE Rebar & Embedments Receiving Inspection SAIC-Q-1007 15-Nov-17 MAH-SA-CDocument3 pagesSaudi Aramco Inspection Checklist: FBE Rebar & Embedments Receiving Inspection SAIC-Q-1007 15-Nov-17 MAH-SA-CAbdul HannanNo ratings yet
- SAIC-A-2008 Rev 0Document3 pagesSAIC-A-2008 Rev 0Kristine Caye DatarioNo ratings yet
- SATIP-K-001-11 - AC Split Systems DX TypeDocument3 pagesSATIP-K-001-11 - AC Split Systems DX TypeRAMAKRISHNANo ratings yet
- III. Applicable Codes & Standards for Aramco ProjectsDocument5 pagesIII. Applicable Codes & Standards for Aramco ProjectsZain Ali KidwaiNo ratings yet
- Satip A 004 03Document3 pagesSatip A 004 03Anonymous 4e7GNjzGW100% (1)
- Saudi Aramco piping inspection planDocument2 pagesSaudi Aramco piping inspection planMuhammad Farukh ManzoorNo ratings yet
- 01-SAMSS-049 Reinforced Thermoset Resin (RTR) Pipe, Fittings and Adhesive Packing, Handling, Transportation and Storage 21-FEB-2012 PDFDocument8 pages01-SAMSS-049 Reinforced Thermoset Resin (RTR) Pipe, Fittings and Adhesive Packing, Handling, Transportation and Storage 21-FEB-2012 PDFasiqnaNo ratings yet
- Saudi Aramco Typical Inspection Plan Cross Country Above Ground PipeliDocument5 pagesSaudi Aramco Typical Inspection Plan Cross Country Above Ground PipeliShahbaz AhmadNo ratings yet
- Saudi Aramco Pressure Testing ProcedureDocument21 pagesSaudi Aramco Pressure Testing ProcedureDilshad AhemadNo ratings yet
- SAES-W-012 - Google Search3Document1 pageSAES-W-012 - Google Search3fayceal0% (1)
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerAbu Anas M.SalaheldinNo ratings yet
- Engineering Standard (SAES-A-100) Survy CoordDocument6 pagesEngineering Standard (SAES-A-100) Survy CoordPageduesca Rouel100% (2)
- Saudi Aramco tank inspection requirementsDocument2 pagesSaudi Aramco tank inspection requirementssridhar100% (1)
- A A A A A A: Saudi Aramco Inspection ChecklistDocument2 pagesA A A A A A: Saudi Aramco Inspection ChecklistAbdul HannanNo ratings yet
- Typical Inspection Plan (TIP) Index: Project Inspection Division / IAGDocument5 pagesTypical Inspection Plan (TIP) Index: Project Inspection Division / IAGvajidqcNo ratings yet
- Saudi Aramco Inspection Checklist: Re-Instatement/Punchlisting of Under Ground Pipeline SAIC-L-2133 25-May-05 PipeDocument7 pagesSaudi Aramco Inspection Checklist: Re-Instatement/Punchlisting of Under Ground Pipeline SAIC-L-2133 25-May-05 PipeAnonymous S9qBDVkyNo ratings yet
- 18-SAMSS-493 - Two Part Polyurethane Duct SealantDocument5 pages18-SAMSS-493 - Two Part Polyurethane Duct Sealantmedication abbasNo ratings yet
- SAUDI ARAMCO INSPECTION CHECKLIST FOR PRESSURE VESSELSDocument2 pagesSAUDI ARAMCO INSPECTION CHECKLIST FOR PRESSURE VESSELSkarthi51289No ratings yet
- SAUDI ARAMCO PRESSURE VESSEL INSPECTION CHECKLISTDocument2 pagesSAUDI ARAMCO PRESSURE VESSEL INSPECTION CHECKLISTnisha_khanNo ratings yet
- SAUDICHECK - WELD TRACKING DATABASEDocument5 pagesSAUDICHECK - WELD TRACKING DATABASEManoj KumarNo ratings yet
- Saudi Aramco Typical Inspection Plan: Pre-Engineered Metal Buildings SATIP-M-100-04 30-Apr-13 CivilDocument2 pagesSaudi Aramco Typical Inspection Plan: Pre-Engineered Metal Buildings SATIP-M-100-04 30-Apr-13 CivilJeffrey Lipata Jr.No ratings yet
- Saep 324Document13 pagesSaep 324Up WeldNo ratings yet
- 175 043000Document1 page175 043000Fahad AhmadNo ratings yet
- SAIC-A-2009 Rev 2Document5 pagesSAIC-A-2009 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- Saudi Aramco Inspection Checklist: SAIC-W-2032 24-Jul-18 Weld-Upgrade Aramco JNGLFP Propane System BI-21-00087 MacoDocument7 pagesSaudi Aramco Inspection Checklist: SAIC-W-2032 24-Jul-18 Weld-Upgrade Aramco JNGLFP Propane System BI-21-00087 MacojahaanNo ratings yet
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistJoni Carino Suni100% (1)
- SAIC-P-3007 Rev 7 FinalDocument20 pagesSAIC-P-3007 Rev 7 FinalEnginerShahzadGhaffarNo ratings yet
- Saes X 800Document12 pagesSaes X 800SIVANo ratings yet
- Saudi Aramco Test Report: In-Process Inspection of Field Coating SATR-H-2006 27-Jan-19 CoatDocument3 pagesSaudi Aramco Test Report: In-Process Inspection of Field Coating SATR-H-2006 27-Jan-19 CoatMoghal AliNo ratings yet
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistAbdul HannanNo ratings yet
- SATR-A-2011 Rev 2 - Re-Instatement Checklist (Form)Document2 pagesSATR-A-2011 Rev 2 - Re-Instatement Checklist (Form)deepa narayanNo ratings yet
- SAUDICO Aramco cleaning inspection checklistDocument4 pagesSAUDICO Aramco cleaning inspection checklistAnonymous S9qBDVkyNo ratings yet
- Saudi Aramco Inspection ChecklistDocument10 pagesSaudi Aramco Inspection ChecklistMAZHARULNo ratings yet
- Saudi Aramco Post-Test Reinstatement ChecklistDocument15 pagesSaudi Aramco Post-Test Reinstatement Checklistpookkoya thangalNo ratings yet
- Saudi Aramco Inspection Checklist: Piping / Equipment Internal Cleaning InspectionDocument4 pagesSaudi Aramco Inspection Checklist: Piping / Equipment Internal Cleaning InspectionDilshad Ahemad100% (1)
- SAIC-A-2006 Rev 6Document16 pagesSAIC-A-2006 Rev 6biplabpal2009No ratings yet
- SAIC-A-2006 Rev 7Document5 pagesSAIC-A-2006 Rev 7Shyam Sundar GayenNo ratings yet
- Saudi Aramco Reinstatement Procedure ChecklistDocument5 pagesSaudi Aramco Reinstatement Procedure ChecklistpravinNo ratings yet
- Saic-A-2006 Rev 62Document5 pagesSaic-A-2006 Rev 62pradeepthalava97No ratings yet
- Saudi Aramco Inspection ChecklistDocument8 pagesSaudi Aramco Inspection ChecklistsureshNo ratings yet
- Saudi Aramco Inspection Checklist: Internal Cleanliness Inspection of Heat Exchangers SAIC-E-2009 15-Nov-17 MechDocument3 pagesSaudi Aramco Inspection Checklist: Internal Cleanliness Inspection of Heat Exchangers SAIC-E-2009 15-Nov-17 MechmominNo ratings yet
- 2023 08 13T123254.637Document10 pages2023 08 13T123254.637Mahdi abanNo ratings yet
- DX SPLIT Acum L Cadx l50hzDocument21 pagesDX SPLIT Acum L Cadx l50hzFARIDNo ratings yet
- B30D 4Document150 pagesB30D 4Teknik MakinaNo ratings yet
- PPM High-Strength Anchor Bolt Peikko Group 05-2015Document36 pagesPPM High-Strength Anchor Bolt Peikko Group 05-2015Jody Inggil PambudiNo ratings yet
- Operation and Maintenance Manual FOR Winch TYPE: 07.02.08: (Acc. To MSC.1/Circ.1206)Document12 pagesOperation and Maintenance Manual FOR Winch TYPE: 07.02.08: (Acc. To MSC.1/Circ.1206)GogaNo ratings yet
- 2023-05-16 Package 21 OC Rev.4Document123 pages2023-05-16 Package 21 OC Rev.4pham locNo ratings yet
- Kit de Joint de Verin CaterpillarDocument2 pagesKit de Joint de Verin CaterpillarzephyrinNo ratings yet
- 32 Landing GearDocument176 pages32 Landing GearMaria Fernanda Nuñez RuizNo ratings yet
- Training Report HPGCLDocument34 pagesTraining Report HPGCLSidhant BhayanaNo ratings yet
- Brixton BX-125 Motorcycle User ManualDocument49 pagesBrixton BX-125 Motorcycle User ManualCARLOS GONZALEZNo ratings yet
- Man Truck Central On-Board Computer System Description T 64 2nd Edition Electrical SystemDocument159 pagesMan Truck Central On-Board Computer System Description T 64 2nd Edition Electrical SystemServicepart Support100% (5)
- Experiment No. 3 Measurement of Specific Weight and Pressure Intensity of LiquidsDocument4 pagesExperiment No. 3 Measurement of Specific Weight and Pressure Intensity of LiquidsChristine KimNo ratings yet
- Accelerator Ap PsDocument2 pagesAccelerator Ap PsRazvan RaduNo ratings yet
- Well DiagramDocument2 pagesWell DiagramSanjay KapoorNo ratings yet
- BDA37401-Lab Sheet Engineering Mechanic Laboratory IIDocument70 pagesBDA37401-Lab Sheet Engineering Mechanic Laboratory IIkfodskfoNo ratings yet
- Water Supply Testing and Analysis - Fifth EditionDocument218 pagesWater Supply Testing and Analysis - Fifth EditionMichel De Souza CorreaNo ratings yet
- Tutorial 7 MomentumDocument4 pagesTutorial 7 Momentumapi-3827354No ratings yet
- Cessna 172M CHECKLISTDocument3 pagesCessna 172M CHECKLISTDev ShahNo ratings yet
- Sheet Metal Forming: Deep Drawing of Rectangular and Asymmetric PartsDocument17 pagesSheet Metal Forming: Deep Drawing of Rectangular and Asymmetric PartsBachLeCaoNo ratings yet
- Gerstle1989 PDFDocument8 pagesGerstle1989 PDFJorge HenriqueNo ratings yet
- New ChangeDocument68 pagesNew ChangeAnoop Kamla PandeyNo ratings yet
- Introduction to Ultrasonic Testing PrinciplesDocument116 pagesIntroduction to Ultrasonic Testing PrinciplesMuhamad AnwarudinNo ratings yet
- Meca Mobilite Dev PDFDocument8 pagesMeca Mobilite Dev PDFAyoubNo ratings yet
- Erection Manual - Tank Stand (Galv Steel) PDFDocument8 pagesErection Manual - Tank Stand (Galv Steel) PDFhuyenthaigia100% (1)
- AM1101 Structures KSDocument62 pagesAM1101 Structures KSKnowledge MiningNo ratings yet
- Ep11450 E12 PDFDocument9 pagesEp11450 E12 PDFWan WeiNo ratings yet
- Printable Fastener Tools PDFDocument28 pagesPrintable Fastener Tools PDFAgustin PeraltaNo ratings yet
- Cia 1 Paper 2022-23Document3 pagesCia 1 Paper 2022-23veerendra kumarNo ratings yet
- Specification Chart of Pipes - Stainless Steel - Seamless Pipe - Mild Steel - Hollow SteelDocument3 pagesSpecification Chart of Pipes - Stainless Steel - Seamless Pipe - Mild Steel - Hollow SteelSunitha KumariNo ratings yet
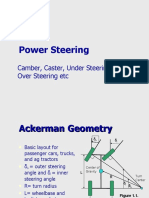
- Power Steering: Camber, Caster, Under Steering, Over Steering EtcDocument63 pagesPower Steering: Camber, Caster, Under Steering, Over Steering EtcShravan Bunny DuaNo ratings yet