You might also like
- Factores de RiesgoDocument1 pageFactores de RiesgoDaniel MartinezNo ratings yet
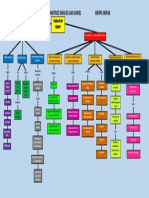
- Mapa Mental de ConflictosDocument1 pageMapa Mental de ConflictosDaniel MartinezNo ratings yet
- Diagramas CCTDocument2 pagesDiagramas CCTDaniel MartinezNo ratings yet
- Bomba CentrifugaDocument9 pagesBomba CentrifugaDaniel MartinezNo ratings yet
- Entre VistaDocument4 pagesEntre VistaDaniel MartinezNo ratings yet
- Moti Vaci OnDocument1 pageMoti Vaci OnDaniel MartinezNo ratings yet
- Trabajo en EquipoDocument1 pageTrabajo en EquipoDaniel MartinezNo ratings yet
- Instalacion y CavitacionDocument2 pagesInstalacion y CavitacionDaniel MartinezNo ratings yet
- Propiedades Fisicas y Quimicas de Los MaterialesDocument3 pagesPropiedades Fisicas y Quimicas de Los MaterialesDaniel Martinez100% (1)
- Cultura Empresarial y Cultura OrganizacionalDocument3 pagesCultura Empresarial y Cultura OrganizacionalDaniel MartinezNo ratings yet
- Bomba CentrifugaDocument9 pagesBomba CentrifugaDaniel MartinezNo ratings yet
- Influencias en El DesarrolloDocument1 pageInfluencias en El DesarrolloDaniel MartinezNo ratings yet
- Casos de ingeniería mecánica en el IPNDocument7 pagesCasos de ingeniería mecánica en el IPNDaniel MartinezNo ratings yet
- Turbina PeltonDocument12 pagesTurbina PeltonDaniel MartinezNo ratings yet
- Propiedades Fisicas de Los MaterialesDocument2 pagesPropiedades Fisicas de Los MaterialesDaniel MartinezNo ratings yet
- Propiedades Fisicas de Los MaterialesDocument2 pagesPropiedades Fisicas de Los MaterialesDaniel MartinezNo ratings yet
- ECOLOGIADocument2 pagesECOLOGIADaniel MartinezNo ratings yet
- Reflex I OnesDocument4 pagesReflex I OnesDaniel MartinezNo ratings yet
- Cuadro Sinoptico Del Ciclo VitalDocument1 pageCuadro Sinoptico Del Ciclo VitalDaniel MartinezNo ratings yet
- Cuadro Sinoptico Del Ciclo VitalDocument1 pageCuadro Sinoptico Del Ciclo VitalDaniel MartinezNo ratings yet
- Marco Teorico MotoresDocument5 pagesMarco Teorico MotoresDaniel MartinezNo ratings yet
- Material EsDocument5 pagesMaterial EsDaniel MartinezNo ratings yet
- Material EsDocument5 pagesMaterial EsDaniel MartinezNo ratings yet
- Propiedades Fisicas de Los MaterialesDocument2 pagesPropiedades Fisicas de Los MaterialesDaniel MartinezNo ratings yet
- Instrumentos de LaboratorioDocument7 pagesInstrumentos de LaboratorioDaniel MartinezNo ratings yet
- Motor de Combustion InternaDocument7 pagesMotor de Combustion InternaDaniel MartinezNo ratings yet
- Impacto AmbientalDocument2 pagesImpacto AmbientalDaniel MartinezNo ratings yet
- MotoresDocument10 pagesMotoresDaniel MartinezNo ratings yet
- Reflexion Los OlvidadosDocument1 pageReflexion Los OlvidadosDaniel MartinezNo ratings yet
- Generaciones HumanasDocument9 pagesGeneraciones HumanasDaniel MartinezNo ratings yet
- ENLACE QUIMICO TercerasDocument40 pagesENLACE QUIMICO TercerasYaya LunaNo ratings yet
- Norma ANSI TIA EIA 607Document24 pagesNorma ANSI TIA EIA 607Luisa Fernanda MedinaNo ratings yet
- 001-FO-003A Permiso de Trabajo para Actividades de Soldadura y CorteDocument2 pages001-FO-003A Permiso de Trabajo para Actividades de Soldadura y CorteRocíoNo ratings yet
- Poliza RceDocument17 pagesPoliza RceStefany Valbuena DoradoNo ratings yet
- Brochure Santa Ana 360 Enero 2020Document16 pagesBrochure Santa Ana 360 Enero 2020Javier Castillo LópezNo ratings yet
- Clave de Respuestas Trimestral Sexto Grado Bloque3 2018-2019Document18 pagesClave de Respuestas Trimestral Sexto Grado Bloque3 2018-2019Rrb Resber100% (1)
- Examen Ciencias Naturales Bloque 4Document2 pagesExamen Ciencias Naturales Bloque 4Roman Garcia FigueroaNo ratings yet
- T3 Circuitos CA ProblemasDocument4 pagesT3 Circuitos CA Problemasrocio sanchezNo ratings yet
- Informe de TCMDocument36 pagesInforme de TCMluis arces sanchezNo ratings yet
- Examen Escrito para Seg. e Hig. PLCDocument17 pagesExamen Escrito para Seg. e Hig. PLCKariiniita Salciido100% (1)
- 903-HM120-P09-GUD-013 (Gases y Vapores) PDFDocument137 pages903-HM120-P09-GUD-013 (Gases y Vapores) PDFAlejandra AriasNo ratings yet
- Lista de Precios Mano de ObraDocument31 pagesLista de Precios Mano de ObraJuanCastilloNo ratings yet
- Clasificación de Los Elementos QuímicosDocument13 pagesClasificación de Los Elementos QuímicosPercy Pérez100% (2)
- Estudio de Mercado BisuteriaDocument15 pagesEstudio de Mercado BisuteriaJairo W. Ixcoy92% (13)
- Calor requerido para cambiar temperatura de fluidosDocument8 pagesCalor requerido para cambiar temperatura de fluidosligia mayorga prada100% (2)
- Proyecto DispensadorDocument19 pagesProyecto DispensadorLibreria OrellanaNo ratings yet
- La Tipología Desde Una Visión AstrofloralDocument7 pagesLa Tipología Desde Una Visión AstrofloralNey Jjazz Fernandez100% (1)
- Proceso MetalúrgicoDocument21 pagesProceso Metalúrgicokatherine letelierNo ratings yet
- Cronograma ValoradoDocument277 pagesCronograma Valoradojluism1992No ratings yet
- La Marcha Normal en El NiñoDocument3 pagesLa Marcha Normal en El NiñofelipeNo ratings yet
- Como Hago Q Funcione Una Bomba Centrifuga?Document2 pagesComo Hago Q Funcione Una Bomba Centrifuga?knowingoutfit19No ratings yet
- Intervenir tableros eléctricosDocument8 pagesIntervenir tableros eléctricosMadelin FernandezNo ratings yet
- Especificaciones, Torques y Pares de Apriete NH12Document56 pagesEspecificaciones, Torques y Pares de Apriete NH12Miguel Angel Roa RomeroNo ratings yet
- Deformacion de Vigas Metodo de La Doble IntegracionDocument6 pagesDeformacion de Vigas Metodo de La Doble IntegracionraqueNo ratings yet
- Diapositiva N 02 Brigada de Prevencion de Incendios y Uso de ExtintoresDocument45 pagesDiapositiva N 02 Brigada de Prevencion de Incendios y Uso de ExtintoresromanNo ratings yet
- Trabajo Semestral Fluidos IiDocument15 pagesTrabajo Semestral Fluidos IiPool Roberth Huaman LauraNo ratings yet
- Ejercicios de Termo IiDocument7 pagesEjercicios de Termo IiyerNo ratings yet
- We Tripantü: El Año Nuevo Mapuche y su Importancia CulturalDocument2 pagesWe Tripantü: El Año Nuevo Mapuche y su Importancia CulturalJean Pierre AlbornozNo ratings yet
- Reservorios I Capitulo 2Document76 pagesReservorios I Capitulo 2Gael MamaniNo ratings yet
- Vertiv GXT5 5-20kva - Hoja de DatosDocument12 pagesVertiv GXT5 5-20kva - Hoja de DatosGermanYPNo ratings yet