You might also like
- Torque PDFDocument7 pagesTorque PDFSumanth Reddy100% (1)
- SPE 144416 Drilling Performance Improvements in Gas Shale Plays Using A Novel Drilling Agitator DeviceDocument9 pagesSPE 144416 Drilling Performance Improvements in Gas Shale Plays Using A Novel Drilling Agitator DeviceJulio Alejandro Rojas BarbaNo ratings yet
- SCR-Slow Circulation RateDocument3 pagesSCR-Slow Circulation RateNagaraju Jalla100% (1)
- Drillpipe Stress Distribution and Cumulative Fatigue Analysis in Complex Well Drilling - New Approach in Fatigue OptimizationDocument17 pagesDrillpipe Stress Distribution and Cumulative Fatigue Analysis in Complex Well Drilling - New Approach in Fatigue OptimizationMejbahul SarkerNo ratings yet
- Advanced Drill Pipe M Jellison Et AlDocument9 pagesAdvanced Drill Pipe M Jellison Et AlIepuras RaduNo ratings yet
- SAOGE 2008 - Paper - Full Scale Verification of The Reelwell Drilling MethodDocument10 pagesSAOGE 2008 - Paper - Full Scale Verification of The Reelwell Drilling MethodBep De JongNo ratings yet
- Edrilling Used On Ekofisk For Real-Time DrillingDocument14 pagesEdrilling Used On Ekofisk For Real-Time DrillingAbraham RojasNo ratings yet
- 26 BHA Run - 2015.02.13.01.40.176Document1 page26 BHA Run - 2015.02.13.01.40.176Hassan ZakeriNo ratings yet
- Drilling Levels 3 and 4 Syllabus PDFDocument35 pagesDrilling Levels 3 and 4 Syllabus PDFGOKUL PRASADNo ratings yet
- Air Compressors 1170cfm T4Document2 pagesAir Compressors 1170cfm T4death666darkNo ratings yet
- LTK 70 01 003Document2 pagesLTK 70 01 003romeoleonNo ratings yet
- Well Pressure Profile BetaDocument3 pagesWell Pressure Profile BetaDevito PradiptaNo ratings yet
- API Casing DesignDocument2 pagesAPI Casing DesignJohnNo ratings yet
- Re Entry WorkDocument3 pagesRe Entry WorkAnilNo ratings yet
- Drilling FluidsDocument19 pagesDrilling FluidsBenjamin HaganNo ratings yet
- HP DM and Relief Manual, 2012Document115 pagesHP DM and Relief Manual, 2012VIJAY KUMAR HEER100% (1)
- Steel Casing Pipe, Electric-Fusion (Arc) - Welded (Outside Diameter of 10 In. and Larger)Document4 pagesSteel Casing Pipe, Electric-Fusion (Arc) - Welded (Outside Diameter of 10 In. and Larger)mohammed karasnehNo ratings yet
- IADC/SPE 49495: Optimizing Bent Housing Angle in Steerable BHA Mohamed O. AI Attas, ADMA-OPCO, Abu Dhabi, UAEDocument6 pagesIADC/SPE 49495: Optimizing Bent Housing Angle in Steerable BHA Mohamed O. AI Attas, ADMA-OPCO, Abu Dhabi, UAEsaeed65No ratings yet
- LWD MWD AnadrillDocument38 pagesLWD MWD AnadrillJose SantiagoNo ratings yet
- Ame Rigs Brief Table ComDocument1 pageAme Rigs Brief Table ComMarvin TolentinoNo ratings yet
- Bod Serebrykovskaya-1 4341918 01Document67 pagesBod Serebrykovskaya-1 4341918 01Amlk MartinezNo ratings yet
- Spe 179056 MSDocument18 pagesSpe 179056 MSVeronica ArronithaNo ratings yet
- Tri ConeDocument2 pagesTri ConeANo ratings yet
- Artificial Lift PC Pump DriveheadsDocument4 pagesArtificial Lift PC Pump DriveheadsrichardNo ratings yet
- FPI Freepoint IndicatorDocument1 pageFPI Freepoint IndicatorBayu CiptoajiNo ratings yet
- Reelwell Drilling Method PDFDocument8 pagesReelwell Drilling Method PDFAnonymous H9n5g3aaCENo ratings yet
- SPE-19545-MS Predicting Wellbore TrajectoryDocument13 pagesSPE-19545-MS Predicting Wellbore Trajectoryswaala4realNo ratings yet
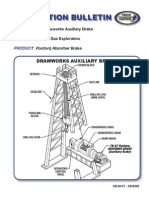
- AB-09-01 Drawworks Auxiliary BrakeDocument2 pagesAB-09-01 Drawworks Auxiliary BrakeAgohuvNo ratings yet
- Case History Hydraulics Modeling Software Helps Optimize Drilling and ECD Control With High Degree of Accuracy On Deep, Hot Gulf of Mexico Shelf WellDocument9 pagesCase History Hydraulics Modeling Software Helps Optimize Drilling and ECD Control With High Degree of Accuracy On Deep, Hot Gulf of Mexico Shelf WellElias GonzalezNo ratings yet
- Reduce Torsional Vibration and Improve Drilling Operations: Jerome Rajnauth, PHDDocument15 pagesReduce Torsional Vibration and Improve Drilling Operations: Jerome Rajnauth, PHDAnonymous DDqgH1Y2MKNo ratings yet
- Dual Gradient DrillingDocument72 pagesDual Gradient DrillingJosue FishNo ratings yet
- 8 5-Mme65rDocument1 page8 5-Mme65rWHWENNo ratings yet
- CSG Guide Shoes Sect06 - CeDocument4 pagesCSG Guide Shoes Sect06 - CeUNIISCRIBDNo ratings yet
- Casing Cutting Procedure - WFDDocument5 pagesCasing Cutting Procedure - WFDprateek132106No ratings yet
- Reelwell Drilling Method Makes Use of Dual Conduit Drill StringDocument2 pagesReelwell Drilling Method Makes Use of Dual Conduit Drill Stringlulalala8888100% (1)
- 02 Survey CalculationsDocument98 pages02 Survey CalculationsXaniaLieselAvilaRuedaNo ratings yet
- TADPRO User ManualDocument57 pagesTADPRO User ManualDon BraithwaiteNo ratings yet
- Chapter-1 Introduction To Well PlanningDocument33 pagesChapter-1 Introduction To Well Planningsparda94No ratings yet
- Dull GradingDocument2 pagesDull GradingRodrigo Black SegurondoNo ratings yet
- 00087167Document11 pages00087167JohnSmith100% (1)
- Oilfield Acronym Update Aug 2015Document37 pagesOilfield Acronym Update Aug 2015Eswar PrasadNo ratings yet
- Api Casing Design SheetDocument2 pagesApi Casing Design SheetHammad KhalidNo ratings yet
- 11 - Compass For DD - Data Structure Exercise - 061005Document7 pages11 - Compass For DD - Data Structure Exercise - 061005ebrahimNo ratings yet
- MWD BosDocument15 pagesMWD Bosarifin ubaidNo ratings yet
- Vibration Effects During COnventional Drilling by Talha Bin RiazDocument1 pageVibration Effects During COnventional Drilling by Talha Bin RiazUsamaNo ratings yet
- SPT Group Olga ABC v2Document2 pagesSPT Group Olga ABC v2Kriztopher UrrutiaNo ratings yet
- Water: As A Drilling Fluid in Production Zone of Geothermal WellsDocument4 pagesWater: As A Drilling Fluid in Production Zone of Geothermal WellsSuci Nur HidayahNo ratings yet
- NA OG: Cable Reheading Made Simple (After GOI)Document4 pagesNA OG: Cable Reheading Made Simple (After GOI)RoyNo ratings yet
- Survey Geodetico Con DoglegDocument8 pagesSurvey Geodetico Con DoglegCarlos Antonio Padra PerezNo ratings yet
- Ieback EAL Ipple: Tieback Seal Nipple (TSN), Orifi Ce Float Collar (OFC) and An ExistingDocument3 pagesIeback EAL Ipple: Tieback Seal Nipple (TSN), Orifi Ce Float Collar (OFC) and An ExistingGhinet Teodor-ioanNo ratings yet
- 43 DST Packer Test ToolDocument2 pages43 DST Packer Test ToolKim MissonNo ratings yet
- Baker Hughes 43018 Axcelerate in Gom CHDocument1 pageBaker Hughes 43018 Axcelerate in Gom CHArumugam RajendranNo ratings yet
- Peco CatalogDocument152 pagesPeco CatalogClaudio Israel Godinez SomeraNo ratings yet
- Well CompletionDocument82 pagesWell CompletionFlorian Ananias ByarugabaNo ratings yet
- Leak-Off Test Analysis: Well: RigDocument5 pagesLeak-Off Test Analysis: Well: RigstevebeardsleyNo ratings yet
- Knowledge of In-Situ Horizontal Stress Orientation For Suitable Direction of Drilling The Inclined and Horizontal Well For Well Placement and Well CompletionDocument5 pagesKnowledge of In-Situ Horizontal Stress Orientation For Suitable Direction of Drilling The Inclined and Horizontal Well For Well Placement and Well CompletionianherzogNo ratings yet
- Electromagnetic Well Logging: Models for MWD / LWD Interpretation and Tool DesignFrom EverandElectromagnetic Well Logging: Models for MWD / LWD Interpretation and Tool DesignRating: 5 out of 5 stars5/5 (1)
- Formation Testing: Supercharge, Pressure Testing, and Contamination ModelsFrom EverandFormation Testing: Supercharge, Pressure Testing, and Contamination ModelsNo ratings yet
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsFrom EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNo ratings yet
- NASA CoefficientsDocument94 pagesNASA CoefficientsFélix Gallo CruzNo ratings yet
- Sensitivity and Reliability of Commercial Drill-String Inspection ServicesDocument8 pagesSensitivity and Reliability of Commercial Drill-String Inspection ServicesFélix Gallo CruzNo ratings yet
- Articulo Jaime Gonzalez PDFDocument6 pagesArticulo Jaime Gonzalez PDFFélix Gallo CruzNo ratings yet
- OTC-17355-MS - PDF Costos METANOL Vs Glicol Monoetileno PDFDocument10 pagesOTC-17355-MS - PDF Costos METANOL Vs Glicol Monoetileno PDFFélix Gallo CruzNo ratings yet
- Vibrations: Consulting ServicesDocument20 pagesVibrations: Consulting ServicesAgung Pramu AjiNo ratings yet
- Vertical Mill Drives US FinalDocument12 pagesVertical Mill Drives US FinalpavelNo ratings yet
- List of Approved Vendors Indian RailwaysDocument499 pagesList of Approved Vendors Indian RailwaysShashank SrivastavaNo ratings yet
- CNC MachineDocument12 pagesCNC MachineEr Faiyaz AhmedNo ratings yet
- The Effects of Couple Stress Lubricants and Surface Roughness On Squeeze EHL Motion Between Porous Medium Layer and Elastic BallDocument9 pagesThe Effects of Couple Stress Lubricants and Surface Roughness On Squeeze EHL Motion Between Porous Medium Layer and Elastic BallDineshSharmaNo ratings yet
- Fans InPower PlantsDocument48 pagesFans InPower PlantsitsdilipNo ratings yet
- Split Plummer Block Housings SNVDocument84 pagesSplit Plummer Block Housings SNVKharimul AzizNo ratings yet
- Commonly Asked Civil Engineer Interview Questions Answers PDFDocument5 pagesCommonly Asked Civil Engineer Interview Questions Answers PDFSmart KhanNo ratings yet
- 7-1. Maintenance StandardDocument37 pages7-1. Maintenance Standardmargotsilva96No ratings yet
- Frick Xjf-Xjs 95 To 151Document4 pagesFrick Xjf-Xjs 95 To 151Harry EP Situmorang100% (4)
- Power Transmission AccessoriesDocument139 pagesPower Transmission AccessoriesIgur EuiNo ratings yet
- IRECN Bridge Bearing-3Document21 pagesIRECN Bridge Bearing-3vpmohammed100% (1)
- (I-00391) 1032002-1032003-1032004-SBS InstallationDocument10 pages(I-00391) 1032002-1032003-1032004-SBS InstallationBNo ratings yet
- 184T-7 Thru 543Q-7 Manual Rev 20090203Document79 pages184T-7 Thru 543Q-7 Manual Rev 20090203Hugo Rodriguez100% (1)
- SB 369R Engine Inspection After OverspeedDocument7 pagesSB 369R Engine Inspection After OverspeedKamal Jit DhimanNo ratings yet
- 21B Clutch OverhaulDocument8 pages21B Clutch OverhaulRolly CebanesNo ratings yet
- 006-035 Rollen GBDocument30 pages006-035 Rollen GBOldCotton WearNo ratings yet
- PV Specificna Velicina Za PA6 Plastiku - QUADRANT-Products - Applications - GuideDocument44 pagesPV Specificna Velicina Za PA6 Plastiku - QUADRANT-Products - Applications - Guide022freeNo ratings yet
- Vibrocord BrochureDocument10 pagesVibrocord BrochuretuxiboiNo ratings yet
- Alfa Laval OM PDFDocument106 pagesAlfa Laval OM PDFBASKARNo ratings yet
- Inspection & Monitoring - BearingsDocument4 pagesInspection & Monitoring - BearingsChia PeterNo ratings yet
- MT3700DC M02 StructDocument32 pagesMT3700DC M02 StructOmar HajjiNo ratings yet
- BHELDocument51 pagesBHELanuboraNo ratings yet
- Gyratory Crusher: Rupp Industrial SolutionsDocument12 pagesGyratory Crusher: Rupp Industrial SolutionsUn Tal Michael CGNo ratings yet
- 0 Degree Turning Car ArticleDocument6 pages0 Degree Turning Car ArticleSUNNY MANOJ RAJPUTNo ratings yet
- JT3D (TF33) S2P4Document128 pagesJT3D (TF33) S2P4junmech-1No ratings yet
- Chapter 3. Typical Damages of Machine PartsDocument30 pagesChapter 3. Typical Damages of Machine PartswondimuNo ratings yet
- Dodge Gear BoxDocument452 pagesDodge Gear BoxBernardo Orozco Larios100% (1)
- Impresstik 3000 VAC HPI PRESSURE SENSITIVE LABELLER ManualDocument38 pagesImpresstik 3000 VAC HPI PRESSURE SENSITIVE LABELLER ManualrobNo ratings yet
- VOLVO G946 MOTOR GRADER Service Repair Manual PDFDocument14 pagesVOLVO G946 MOTOR GRADER Service Repair Manual PDFsekfsekmdddeNo ratings yet