You might also like
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
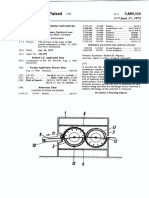
- Drudy (45) Apr. 27, 1982: ,. L ' - T 1) Ate States Ate E (191 (111 4,326,560Document7 pagesDrudy (45) Apr. 27, 1982: ,. L ' - T 1) Ate States Ate E (191 (111 4,326,560Daniel ZabalaNo ratings yet
- Us3047937 PDFDocument5 pagesUs3047937 PDFDiogo CorreaNo ratings yet
- Us 3536468Document8 pagesUs 3536468ade bukhoriNo ratings yet
- BY WWW/a : April 12, 1960v A. Witte - 2,932,081Document3 pagesBY WWW/a : April 12, 1960v A. Witte - 2,932,081PrasadNo ratings yet
- United States Patent 1191: Kleiisch (45) Apr. 13, 1976Document6 pagesUnited States Patent 1191: Kleiisch (45) Apr. 13, 1976hendy91 jkgNo ratings yet
- United States PatentDocument6 pagesUnited States PatentDaikinllcNo ratings yet
- United States Patent (19) : KingdomDocument7 pagesUnited States Patent (19) : KingdomFernandoNo ratings yet
- Us 3497914Document8 pagesUs 3497914Angga Tri PrasetyoNo ratings yet
- Beverage Cans Crusher Machine Patents: A Review (Part V) : Ashraf ElfasakhanyDocument8 pagesBeverage Cans Crusher Machine Patents: A Review (Part V) : Ashraf ElfasakhanySolomon HassanNo ratings yet
- Tensioning StripsDocument11 pagesTensioning StripssuksesNo ratings yet
- Us3266821 PDFDocument5 pagesUs3266821 PDFDiogo CorreaNo ratings yet
- US5549333Document13 pagesUS5549333ZwanNo ratings yet
- Vde 8C: MJWJDLZMDocument7 pagesVde 8C: MJWJDLZMAmlan DasNo ratings yet
- Method For Curing TyreDocument5 pagesMethod For Curing TyreNivantNo ratings yet
- Patent US4433737Document5 pagesPatent US4433737Merrick JonesNo ratings yet
- United States PatentDocument12 pagesUnited States PatentsaeedNo ratings yet
- Plastics and Aircraft Part 2Document1 pagePlastics and Aircraft Part 2veence spenglerNo ratings yet
- Blow On BlowDocument7 pagesBlow On BlowElisabeth GreyNo ratings yet
- 10 Us3705650Document14 pages10 Us3705650Stajic MilanNo ratings yet
- US3095343Document11 pagesUS3095343Sebastian GonzalezNo ratings yet
- United States Patent US 6,276,452 B1: Davis Et Al. (45) Date of Patent: Aug. 21, 2001Document8 pagesUnited States Patent US 6,276,452 B1: Davis Et Al. (45) Date of Patent: Aug. 21, 2001lfilippiniNo ratings yet
- Sept. 20, 1971 H. J. Girard 3,605,159: Pipe Line Pig or SwipeDocument5 pagesSept. 20, 1971 H. J. Girard 3,605,159: Pipe Line Pig or SwipeOngollo RegisNo ratings yet
- Piston Compressor PatentDocument4 pagesPiston Compressor PatentKenneth ManuelNo ratings yet
- Material ProcessingDocument13 pagesMaterial Processingopj662No ratings yet
- Patente TrituradoraDocument11 pagesPatente TrituradoraDany ChimborazoNo ratings yet
- US3599733Document6 pagesUS3599733Bhupendra Singh XI CNo ratings yet
- Jan. 1, 1963 W. E. Kaskel 3,071.498: 77oawaDocument8 pagesJan. 1, 1963 W. E. Kaskel 3,071.498: 77oawaricva_rjNo ratings yet
- Flexible Pipe Loop US5803506Document8 pagesFlexible Pipe Loop US5803506Omega RedNo ratings yet
- Textilelearner - Blogspot.in-Introduction of Glass Fiber Types of Glass Fiber Properties of Glass Fiber Manufacturing ProcessesDocument4 pagesTextilelearner - Blogspot.in-Introduction of Glass Fiber Types of Glass Fiber Properties of Glass Fiber Manufacturing Processesimrock1234No ratings yet
- LIG Thermometer PatentDocument12 pagesLIG Thermometer Patentmeinard angelesNo ratings yet
- Us4856533 - Patent BCTDocument11 pagesUs4856533 - Patent BCTKarna WijayaNo ratings yet
- US2288661Document8 pagesUS2288661Kerem BNo ratings yet
- Bladeless pump impeller for fluids with suspended solidsDocument12 pagesBladeless pump impeller for fluids with suspended solidsJoel AndradeNo ratings yet
- United States Patent (19) 11 4,023,782: Eifer (45) May 17, 1977Document16 pagesUnited States Patent (19) 11 4,023,782: Eifer (45) May 17, 1977liNo ratings yet
- US2182002Document5 pagesUS2182002Jhonnatan E Avendaño FlorezNo ratings yet
- 3.E. YZ, 28S: 3.2A. Kichard N. Galbret."Document6 pages3.E. YZ, 28S: 3.2A. Kichard N. Galbret."Gopi KrishnaNo ratings yet
- United States Patent: Attorney-Pastoriza and KellyDocument4 pagesUnited States Patent: Attorney-Pastoriza and KellyEnrico FermiNo ratings yet
- United States PatentDocument10 pagesUnited States Patent63No ratings yet
- United States Patent: RossignolDocument4 pagesUnited States Patent: RossignolaliNo ratings yet
- United States Patent: RossignolDocument4 pagesUnited States Patent: RossignolaliNo ratings yet
- Crucible DataDocument32 pagesCrucible DataKeith HallNo ratings yet
- Extrusion FinalDocument43 pagesExtrusion FinalSohail MalikNo ratings yet
- United States Patent (191: Tsunekawa Et A1. (45) Date of PatentDocument10 pagesUnited States Patent (191: Tsunekawa Et A1. (45) Date of Patentgoldy243usNo ratings yet
- US5988762Document15 pagesUS5988762aungkyawzoreNo ratings yet
- United States Patent (191: Sullivan Et A1Document21 pagesUnited States Patent (191: Sullivan Et A1fghdfjerNo ratings yet
- Us3432107 PDFDocument3 pagesUs3432107 PDFasssssNo ratings yet
- United States PatentDocument8 pagesUnited States PatentClaudinei MayerNo ratings yet
- Patent for Fiber-Reinforced Plastic Leaf SpringDocument9 pagesPatent for Fiber-Reinforced Plastic Leaf SpringffontanaNo ratings yet
- Continuous extraction of sugar from bagasse using conveyor apparatusDocument11 pagesContinuous extraction of sugar from bagasse using conveyor apparatusrobertods3574No ratings yet
- Patent for ambient air vaporizer with dissimilar materials couplingDocument12 pagesPatent for ambient air vaporizer with dissimilar materials couplingJaime Ocampo SalgadoNo ratings yet
- Single Screw ExtrusionDocument5 pagesSingle Screw ExtrusionAli RazuNo ratings yet
- First: United States PatentDocument7 pagesFirst: United States Patentyraju88No ratings yet
- US3889325 Shrinking Non Woven Webs ArticleDocument6 pagesUS3889325 Shrinking Non Woven Webs ArticleValentin Velazquez RodriguezNo ratings yet
- Method for Making Schmidt Corrector Lenses with Vacuum FormingDocument7 pagesMethod for Making Schmidt Corrector Lenses with Vacuum FormingjorgeNo ratings yet
- Cross-Flow Turbine Design by Ueli MeierDocument93 pagesCross-Flow Turbine Design by Ueli MeierPanBolek100% (3)
- US Patent for Squeeze Cementing Using Coiled TubingDocument8 pagesUS Patent for Squeeze Cementing Using Coiled TubingErik OblitasNo ratings yet
- US5180284Document7 pagesUS5180284vishal pandeyNo ratings yet
- Dokumen BerhargaDocument14 pagesDokumen BerhargaFDS_03No ratings yet
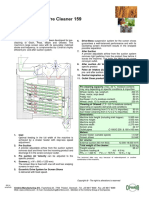
- Cimbria DELTA Pre Cleaner 159 Data SheetDocument1 pageCimbria DELTA Pre Cleaner 159 Data Sheetricva_rjNo ratings yet
- The Pollution and Its Consequences: Durán José RicardoDocument30 pagesThe Pollution and Its Consequences: Durán José Ricardoricva_rjNo ratings yet
- Design and Fabrication Ofscrew ConveyorDocument15 pagesDesign and Fabrication Ofscrew ConveyorhbookNo ratings yet
- 14 Ricardo B Reterm 114 2005 PDFDocument6 pages14 Ricardo B Reterm 114 2005 PDFricva_rjNo ratings yet
- CN 201183312 yDocument7 pagesCN 201183312 yricva_rjNo ratings yet
- WD Blue 3D Nand SSDDocument2 pagesWD Blue 3D Nand SSDMihaiNo ratings yet
- Screw conveyor apparatus with tapered core for improved material flow controlDocument10 pagesScrew conveyor apparatus with tapered core for improved material flow controlricva_rjNo ratings yet
- Us 2604659Document5 pagesUs 2604659ricva_rjNo ratings yet
- Jan. 1, 1963 W. E. Kaskel 3,071.498: 77oawaDocument8 pagesJan. 1, 1963 W. E. Kaskel 3,071.498: 77oawaricva_rjNo ratings yet
- 2,418,540 April 8, 1947.: R. E. BresslerDocument5 pages2,418,540 April 8, 1947.: R. E. Bresslerricva_rjNo ratings yet
- Common Mistakes PDFDocument5 pagesCommon Mistakes PDFVladimir B. ZavaletaNo ratings yet
- Creo Que Tenemos Que CharlasDocument4 pagesCreo Que Tenemos Que Charlasricva_rjNo ratings yet
- High-Capacity Closed Circuit Separator: FHS03-HUS1260-9e 12.05.2009 15:40 Uhr Seite 1Document2 pagesHigh-Capacity Closed Circuit Separator: FHS03-HUS1260-9e 12.05.2009 15:40 Uhr Seite 1ricva_rjNo ratings yet
- High-Capacity Closed Circuit Separator: FHS03-HUS1260-9e 12.05.2009 15:40 Uhr Seite 1Document2 pagesHigh-Capacity Closed Circuit Separator: FHS03-HUS1260-9e 12.05.2009 15:40 Uhr Seite 1ricva_rjNo ratings yet
- Comprehensive Comparison of AXi, AX, HXi and HX Power Supply ModelsDocument9 pagesComprehensive Comparison of AXi, AX, HXi and HX Power Supply ModelsagustinbaezNo ratings yet
- Radiator (Engine Cooling)Document7 pagesRadiator (Engine Cooling)ricva_rjNo ratings yet
- PET-H Material Properties and ApplicationsDocument1 pagePET-H Material Properties and Applicationsricva_rjNo ratings yet
- CAPSEngineersGuide August2017Document16 pagesCAPSEngineersGuide August2017ricva_rjNo ratings yet
- Peek XDocument1 pagePeek Xricva_rjNo ratings yet
- Li NNOTAMDocument1 pageLi NNOTAMricva_rjNo ratings yet
- Linnotamhiperformance AstDocument1 pageLinnotamhiperformance Astricva_rjNo ratings yet
- Pet GLDocument1 pagePet GLricva_rjNo ratings yet
- Parametrización de SchwingerDocument1 pageParametrización de Schwingerricva_rjNo ratings yet
- LiNNOTAMHiPERFORMANCE 612Document1 pageLiNNOTAMHiPERFORMANCE 612ricva_rjNo ratings yet
- Feynman ParametrizationDocument3 pagesFeynman Parametrizationricva_rjNo ratings yet
- Generator Set Data Sheet 2000 KW ContinousDocument4 pagesGenerator Set Data Sheet 2000 KW Continousricva_rjNo ratings yet
- Linnotamhiperformance AstDocument1 pageLinnotamhiperformance Astricva_rjNo ratings yet
- Natural Gas Generator Set QSK60 Series EngineDocument4 pagesNatural Gas Generator Set QSK60 Series Enginericva_rjNo ratings yet
- My PartDocument7 pagesMy Partricva_rjNo ratings yet
- Antibacterial For Plastics PDFDocument24 pagesAntibacterial For Plastics PDFRiaNo ratings yet
- Forensic ChemistryDocument53 pagesForensic ChemistryJoana-MariNo ratings yet
- A2 Earth ResistanceDocument2 pagesA2 Earth ResistanceSudharsanan SitrarasuNo ratings yet
- Measurement of Leaf Water Potential: by The Dye MethodDocument5 pagesMeasurement of Leaf Water Potential: by The Dye MethoderuditeramanaNo ratings yet
- Alloy 286Document6 pagesAlloy 286shivam.kumarNo ratings yet
- ADHD Medication For Adults and Children: Vyvanse, Ritalin, Concerta, Adderall, Strattera...Document4 pagesADHD Medication For Adults and Children: Vyvanse, Ritalin, Concerta, Adderall, Strattera...rico ruben100% (1)
- 2019.01.28 - HUSSEIN - ZPhys - Chem - Physico-Chem AuCu Clusters - SUpporting InformationDocument19 pages2019.01.28 - HUSSEIN - ZPhys - Chem - Physico-Chem AuCu Clusters - SUpporting InformationAlejandra AwimbaweNo ratings yet
- Experiment - 5 Raymond Classifier: Name: Aman Agrawal Roll No:18CH30003Document6 pagesExperiment - 5 Raymond Classifier: Name: Aman Agrawal Roll No:18CH30003akshay agrawalNo ratings yet
- Jee Mains Force and Newton Laws of Motion Ezyexamsolution Sol-03Document6 pagesJee Mains Force and Newton Laws of Motion Ezyexamsolution Sol-03Oyas DubeyNo ratings yet
- ChemDocument3 pagesChemLeeanne CabalticaNo ratings yet
- Atomic Structure and Chemical Bonding Chapter 2 QuestionsDocument19 pagesAtomic Structure and Chemical Bonding Chapter 2 QuestionsAhmed ZiadNo ratings yet
- Notes On Electricity For Grade 6Document4 pagesNotes On Electricity For Grade 6Robert Hooke100% (1)
- FormulaDocument6 pagesFormulaLars RembrandtNo ratings yet
- LirioDocument220 pagesLirioAntonio MeseguerNo ratings yet
- Phono Par PDFDocument8 pagesPhono Par PDFvranceanu.ovidiu-1No ratings yet
- A Dictionary of ColoursDocument528 pagesA Dictionary of ColoursMohammed Mahfouz78% (9)
- Harmony IIIDocument60 pagesHarmony IIIRenan GonzalezNo ratings yet
- Slim Mobile Camera Zoom Lens Using Liquid LensDocument8 pagesSlim Mobile Camera Zoom Lens Using Liquid LenschoncachenabbaNo ratings yet
- Pharmacokinetics of Oral and Intravenous Paracetamol (Acetaminophen) When Co-Administered With Intravenous Morphine in Healthy Adult SubjectsDocument10 pagesPharmacokinetics of Oral and Intravenous Paracetamol (Acetaminophen) When Co-Administered With Intravenous Morphine in Healthy Adult SubjectsRara MaharrumNo ratings yet
- Evaluate Mixing Index in Double Cone MixerDocument5 pagesEvaluate Mixing Index in Double Cone MixernithansaNo ratings yet
- Engineering Design Guideline Separator Vessel Rev01Document28 pagesEngineering Design Guideline Separator Vessel Rev01Yan Laksana50% (4)
- Plusco428 Wireline Products 28 Vis Honey Oil With Inhibitor For Pressure ApplicationDocument7 pagesPlusco428 Wireline Products 28 Vis Honey Oil With Inhibitor For Pressure ApplicationebeNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument15 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsArya ChowdhuryNo ratings yet
- Practical 3Document77 pagesPractical 3Faisal KhanNo ratings yet
- Pressure Force and Area RAGDocument3 pagesPressure Force and Area RAGruuki0% (2)
- NTS GAT Test Sample Paper of PharmacyDocument12 pagesNTS GAT Test Sample Paper of PharmacyNational Testing Service77% (13)
- Welding Carbon Steels Thesis PDFDocument285 pagesWelding Carbon Steels Thesis PDFstanyeahNo ratings yet
- Che F241 1180Document3 pagesChe F241 1180Govind ManglaniNo ratings yet
- 3rd International Conference On The Advancement of Materials and Nanotechnology 2013 - ICAMN III 2013Document5 pages3rd International Conference On The Advancement of Materials and Nanotechnology 2013 - ICAMN III 2013Khairol Anuar MohammedNo ratings yet