You might also like
- 1 - L'histoire de La Pensee EconomiqueDocument40 pages1 - L'histoire de La Pensee EconomiqueHamza GliliNo ratings yet
- Correction Spe Management 20.03Document5 pagesCorrection Spe Management 20.03LETUDIANTNo ratings yet
- E Book Creation Site Web v3Document27 pagesE Book Creation Site Web v3Niko GaudinNo ratings yet
- Rapport de Stage CDMDocument35 pagesRapport de Stage CDMAyyoub Yuuya Aoumrani100% (3)
- Les Fondements de La Communication PDFDocument22 pagesLes Fondements de La Communication PDFAlanSmithee3175% (4)
- Les Types Et Les Formes D'entrepreneuriat Au MarocDocument34 pagesLes Types Et Les Formes D'entrepreneuriat Au MarocAssim Lamrabti50% (4)
- Grande Distribution Hard Discount-Gpe2Document25 pagesGrande Distribution Hard Discount-Gpe2api-3701470100% (3)
- Mecanique Des Fluides 2016Document27 pagesMecanique Des Fluides 2016saif100% (1)
- ANAPECDocument51 pagesANAPECWael Kerdad100% (3)
- 6 1 GanttDocument0 pages6 1 GanttSalma MkNo ratings yet
- Dessin de Définition Des Pièces À UsinerDocument10 pagesDessin de Définition Des Pièces À UsinerBadr HadriNo ratings yet
- Mise en Plan2 PDFDocument1 pageMise en Plan2 PDFBadr HadriNo ratings yet
- 44 PDFDocument1 page44 PDFBadr HadriNo ratings yet
- 4 PDFDocument1 page4 PDFBadr HadriNo ratings yet
- RH 56 2021 - Chef Du Service Evaluations, Certificats Et DiplômesDocument1 pageRH 56 2021 - Chef Du Service Evaluations, Certificats Et DiplômesBadr HadriNo ratings yet
- Présentation 1Document8 pagesPrésentation 1Badr HadriNo ratings yet
- 3 PDFDocument1 page3 PDFBadr HadriNo ratings yet
- Réglage de L'etauDocument1 pageRéglage de L'etauBadr HadriNo ratings yet
- CH1 DETERMINATION DES CHAINES DE COTES - CopieDocument15 pagesCH1 DETERMINATION DES CHAINES DE COTES - CopieBadr HadriNo ratings yet
- 1 PDFDocument1 page1 PDFBadr HadriNo ratings yet
- Degauchir Un EtauDocument2 pagesDegauchir Un EtauBadr HadriNo ratings yet
- Etude de La PinuleDocument1 pageEtude de La PinuleBadr HadriNo ratings yet
- Engrenage Droit PDFDocument3 pagesEngrenage Droit PDFBadr HadriNo ratings yet
- TFM PSG Th1Document5 pagesTFM PSG Th1Badr HadriNo ratings yet
- Contrat de Phases FLASQUE MOTEURDocument3 pagesContrat de Phases FLASQUE MOTEURBadr HadriNo ratings yet
- BIJOUTERIE TECHNICIEN PASSAGE Liste Des Matiers Passage OKDocument2 pagesBIJOUTERIE TECHNICIEN PASSAGE Liste Des Matiers Passage OKBadr HadriNo ratings yet
- Bijouterie Technicien Eff Lmo OkDocument1 pageBijouterie Technicien Eff Lmo OkBadr HadriNo ratings yet
- CorrigéTFM PSG 2008Document5 pagesCorrigéTFM PSG 2008Badr HadriNo ratings yet
- BIJOUTERIE QUALIF PASSAGE Liste Matiére D'oeuvre OKDocument1 pageBIJOUTERIE QUALIF PASSAGE Liste Matiére D'oeuvre OKBadr HadriNo ratings yet
- CorrigéTFM PSG 2008Document5 pagesCorrigéTFM PSG 2008Badr HadriNo ratings yet
- BIJOUTERIE QUALIF EFF Liste Des Matiers OKDocument1 pageBIJOUTERIE QUALIF EFF Liste Des Matiers OKBadr HadriNo ratings yet
- TFM PSG Th1Document5 pagesTFM PSG Th1Badr HadriNo ratings yet
- Variante 14:: Travail DemandéDocument1 pageVariante 14:: Travail DemandéBadr HadriNo ratings yet
- Variante 10:: Travail DemandéDocument1 pageVariante 10:: Travail DemandéBadr HadriNo ratings yet
- Variante 13:: Travail DemandéDocument1 pageVariante 13:: Travail DemandéBadr HadriNo ratings yet
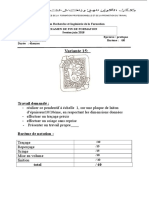
- Variante 15:: Travail DemandéDocument1 pageVariante 15:: Travail DemandéBadr HadriNo ratings yet
- Variante 12:: Travail DemandéDocument1 pageVariante 12:: Travail DemandéBadr HadriNo ratings yet
- Variante 10:: Travail DemandéDocument1 pageVariante 10:: Travail DemandéBadr HadriNo ratings yet
- Implantation D'un Poste de Tra - MESTOUR Soufiane - 474 PDFDocument111 pagesImplantation D'un Poste de Tra - MESTOUR Soufiane - 474 PDFCristy MitchellNo ratings yet
- Matrice FICHE DESCRIPTIVE D ACTIVITEDocument2 pagesMatrice FICHE DESCRIPTIVE D ACTIVITEc'est moiNo ratings yet
- 11-5 - X - P3 - Patisserie - Etude-De-CasDocument2 pages11-5 - X - P3 - Patisserie - Etude-De-Casveer damNo ratings yet
- L'Emploi Est Mort, Vive Le TravailDocument69 pagesL'Emploi Est Mort, Vive Le Travailamir100% (1)
- SES - Dissertation Politique de La ConcurrenceDocument2 pagesSES - Dissertation Politique de La Concurrencea rvirNo ratings yet
- Fondamentaux IFRS ENCG Settat GT21Document157 pagesFondamentaux IFRS ENCG Settat GT21couticNo ratings yet
- !!!!!! Le Bref en EconomieDocument31 pages!!!!!! Le Bref en EconomieSaid100% (2)
- Fisy EssentielDocument89 pagesFisy EssentielFatma RachdiNo ratings yet
- Expose Amadou1Document9 pagesExpose Amadou1Tiernho DialloNo ratings yet
- Le Diagramme Des Flux YassirDocument19 pagesLe Diagramme Des Flux YassirRissayNo ratings yet
- Examen Controle de Gestion BrahimDocument3 pagesExamen Controle de Gestion BrahimSaaidi KhalidNo ratings yet
- 4-Inscae Cours Transit International 2022 Déclaration-En-détailDocument23 pages4-Inscae Cours Transit International 2022 Déclaration-En-détailmirantsoa RandrianarisonNo ratings yet
- Global Reinstatement Form (French)Document6 pagesGlobal Reinstatement Form (French)cvxwrfgulkrve12No ratings yet
- Le Régime MatrimonialDocument76 pagesLe Régime MatrimonialRadu GeorgeNo ratings yet
- Calcul Interpolation Linéaire & AmortissementsDocument2 pagesCalcul Interpolation Linéaire & AmortissementsNoam JasminNo ratings yet