Professional Documents
Culture Documents
Sistematic Review
Uploaded by
Wiliam A Chicaiza0 ratings0% found this document useful (0 votes)
7 views16 pagesrevision sistematica
Copyright
© © All Rights Reserved
Available Formats
DOCX, PDF, TXT or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this Documentrevision sistematica
Copyright:
© All Rights Reserved
Available Formats
Download as DOCX, PDF, TXT or read online from Scribd
0 ratings0% found this document useful (0 votes)
7 views16 pagesSistematic Review
Uploaded by
Wiliam A Chicaizarevision sistematica
Copyright:
© All Rights Reserved
Available Formats
Download as DOCX, PDF, TXT or read online from Scribd
You are on page 1of 16
Transformación digital del acero estructural
fabricación posible gracias a la supervisión basada en la IO
y reutilización del conocimiento
Abstract - La demanda cada vez mayor de productos oportunos
en la fabricación de acero estructural, requieren el
evolución de las prácticas tradicionales de producción. Esto puede ser
a través de la Internet de las Cosas, Ciberfísica
Sistemas y otras tecnologías emergentes. Sin embargo,
cambios en el flujo de trabajo de la producción, debido al uso de
las tecnologías modernas, pueden ser perturbadoras y causar
complicaciones. Hacia esta evolución de la industria, este
propone un método para el seguimiento de la producción en
fabricación de acero estructural considerando la Internet de los objetos
y analizando los datos con el fin de calcular el ensamblaje del producto
complejidad y reutilización de datos para recuperar pedidos anteriores similares. El
la arquitectura principal, el diseño de software, así como Internet
del sistema de monitorización basado en Cosas se presenta siguiendo el esquema
principales requisitos del estudio de caso industrial.
Palabras clave: Internet de las cosas; sistemas ciberfísicos;
Fabricación de acero estructural; reutilización de conocimientos
I. INTRODUCCIÓN
El advenimiento de la cuarta Revolución Industrial
transformar el funcionamiento de la fabricación tradicional
sistemas. Tecnologías modernas de capacitación, como Internet
de las cosas (IO) y los sistemas ciberfísicos (SCP).
nuevos horizontes hacia la digitalización industrial mediante
permitir la automatización de los procedimientos y la comunicación mediante
significa que no eran alcanzables en el pasado. Estos
permiten la integración sin fisuras de los seres humanos,
y software para aumentar la flexibilidad y el rendimiento.
productividad[1].
La demanda cada vez mayor de productos oportunos
las entregas y la competitividad del mercado, dictan las
adopción de estas tecnologías modernas[2]. Este procedimiento
de la digitalización no es sencilla y depende en gran medida
sobre la naturaleza de cada sistema de fabricación. Sin embargo,
las empresas que tienen visión de futuro y confianza en sí mismas.
la adopción de modelos operativos innovadores permitirá
soportar estas demandas de los mercados emergentes. Aunque la
adopción del paradigma Industry 4.0 por parte de la industria manufacturera
el sector está en continuo crecimiento, una de las principales preguntas/preocupaciones
que es planteado por las compañías manufactureras es cómo y en
qué nivel de digitalización y la adopción de la tecnología de
las tecnologías cambiarán sus empresas y la manera en que
están funcionando.
Las empresas de fabricación de acero estructural proporcionan una
área de aplicación para Industria 4.0. La mayoría de los directores generales
de las empresas metalúrgicas argumentan que la digitalización reformará
en los próximos cinco años, ya que es fundamental para el éxito de la
estrategia de la empresa[3]. Prácticas actuales en el ámbito estructural
la fabricación de acero tiene cuellos de botella, y por lo tanto hay un
la necesidad de integrar las nuevas tecnologías. Además, el
productos son únicos y son fabricados por el único
método de producción. Este hecho, complica enormemente la situación.
automatización de la producción.
Considerando las crecientes necesidades en materia de digitalización y de
la automatización en la fabricación, junto con las complicaciones
en la situación actual de la fabricación de acero estructural, esta
presenta una arquitectura para apoyar a las empresas, en esta
la fabricación de acero estructural del caso, para cambiar su manera de
producción hacia la digitalización. Más concretamente, el
presenta una arquitectura de varias capas que se aplica en una
estudio de caso industrial, mediante el diseño y desarrollo de datos
aplicaciones de recogida y transmisión, algoritmos para
analizar los datos recopilados y las aplicaciones basadas en la web para
supervisión de la producción, complejidad del ensamblaje del producto, ya que
así como la reutilización de los conocimientos para identificar de manera efectiva
órdenes de fabricación.
ESTADO DEL ARTE
Para sostenerse en el mercado competitivo, las empresas
necesitan evaluar constantemente sus procesos con el objetivo de
mejorarlos. Por lo tanto, es esencial definir el
indicadores y métricas de rendimiento necesarios. Después de esto
la definición, el seguimiento de las operaciones relacionadas
características que conducirán a la información necesaria para
la toma de decisiones, es necesaria. Monitoreo tradicional
los métodos se basan en la recopilación manual de datos, que puede ser
lento y de vez en cuando inexacto. Hoy en día, los proyectos
son más exigentes no sólo en términos de calidad, sino también de
tiempo de entrega. Por lo tanto, para que la compañía pueda ser
competitiva, reducirá cualquier plazo de entrega relacionado con el proyecto
seguimiento y control. El seguimiento de los proyectos es importante
porque se necesitan datos reales adecuados, en tiempo real y actualizados para realizar un
seguimiento oportuno y preciso de la situación.
la ejecución y el estado de los proyectos en curso.
La necesidad de utilizar la monitorización en tiempo real en
se ha hecho hincapié en la fabricación en el trabajo de[4].
Los sensores de corriente eléctrica son candidatos prometedores para
medición de las características de funcionamiento relacionadas con la energía, ya que
son rentables y no intrusivos por naturaleza[5]. En el
contexto del seguimiento de pedidos, tecnologías de identificación,
como el código de barras y la identificación por radiofrecuencia
(RFID), puede proporcionar automáticamente información sobre la
progreso de la orden[6].
CPS enlaza el mundo físico a la perfección con el mundo virtual.
mundo de las tecnologías de la información y del software[7]. El
las instancias cibernéticas en un CPS, pueden ser consideradas como objetos virtuales
con capacidad de almacenamiento y procesamiento, que se comunican entre sí.
con otras entidades cibernéticas y humanos, y puede controlar la
dispositivo físico en el que se montan, siguiendo las instrucciones del
paradigma de la IO. La viabilidad de la adopción de
sistemas de microcontroladores autónomos e inteligentes en reallife
se basa también en la reducción de los costes de producción.
los precios de las baterías y el aumento de su densidad energética[8]. En
el contexto de las comunicaciones entre los dispositivos de IO en
de fabricación, las topologías de la red de sensores inalámbricos son
los candidatos más idóneos, ya que ofrecen flexibilidad y
escalabilidad, especialmente en entornos dinámicos como el
plantas de producción[9].
Es importante modelar los parámetros que afectan a la
tiempo de producción, con el fin de concluir en tiempo y forma el producto
entregas. En la fabricación de acero estructural, estos parámetros
puede referirse a la complejidad del producto y a otros aspectos del mismo.
factores que influyen[10]. Sin embargo, el producto
la complejidad es una medida multidimensional, que se refiere a la
fases de desarrollo[11]. La complejidad relacionada con la
el proceso de soldadura puede ser un caso especial del montaje
complejidad, con factores de dificultad relacionados con la geometría
características y número de subpartes[12]. Además,
en empresas industriales, y especialmente en la fabricación de acero
de las empresas, es muy importante identificar con facilidad el pasado
y utilizar la información almacenada para preparar de forma eficaz
nuevos pedidos. Esto puede lograrse utilizando la similitud
mecanismos y algoritmos que tendrán en cuenta
información capturada o almacenada. El razonamiento basado en casos
(CBR) es una técnica de resolución de problemas, que se basa en
la reutilización de experiencias pasadas. El principal beneficio de la CBR es
que puede ser utilizado como una medida de la similitud entre
diferentes casos[13]. Esta técnica ha sido exitosa
aplicado en varios campos como el diseño, la toma de decisiones,
planificación, diagnóstico, aplicaciones médicas, derecho, e-learning,
gestión del conocimiento, procesamiento de imágenes o
sistemas de recomendación, etc. [14].
En la literatura se han propuesto varios enfoques
relacionados con los sistemas ciberfísicos y el control de
sistemas de fabricación. Sin embargo, la mayor parte de los
los enfoques no son capaces de tratar con datos en tiempo real
que puede ser analizado y utilizado de manera efectiva por las empresas
aplicaciones y servicios[15],[16]. Con el objetivo de abordar eso,
este artículo presenta un sistema cibernético-físico diseñado sobre la base de
de una arquitectura multicapa, que es capaz de detectar
datos del taller, recopilándolos e integrándolos, analizando
de datos y algoritmos de reutilización del conocimiento,
y finalmente utilizar los datos de la monitorización de la producción,
la complejidad del ensamblaje del producto, así como la reutilización del conocimiento para
identificar efectivamente órdenes de fabricación similares anteriores.
III. ARQUITECTURA PROPUESTA
El objetivo de este trabajo es proponer una arquitectura que utilice
Internet de los objetos, sistemas ciberfísicos y datos
métodos de análisis y algoritmos. La arquitectura propuesta
está diseñado en diferentes capas con el objetivo de ser fácilmente aplicado a
diferentes casos industriales (Fig. 1). Uno de los principales objetivos de
la arquitectura propuesta, es apoyar a las empresas para que cambien
de su forma tradicional de operar a un nivel avanzado.
de forma digitalizada. Como resultado, la arquitectura propuesta puede
fácilmente personalizable y aplicable a diferentes tipos de aplicaciones industriales
casos. En este documento, la aplicación de la propuesta de
en una industria manufacturera de acero estructural es
presentado.
La arquitectura propuesta consta de cinco capas. El
la primera capa es la capa de recolección de datos. En este nivel, un dato
se diseña y desarrolla un dispositivo de adquisición que soporta
diferentes sensores (corriente, tensión, acelerómetro, etc.). El
El dispositivo de adquisición de datos consiste en una placa sensorial que puede
se puede personalizar de acuerdo con los requisitos industriales, un
microcontrolador, así como una antena de radiofrecuencia para
transmisión inalámbrica de datos. La capa de transmisión de datos
soporta protocolos y estándares de comunicación industrial
para la comunicación inalámbrica entre los nodos de sensores y el
microordenadores (gateways). La capa de integración de datos es
una de las capas más importantes, ya que es responsable de
integrando los paquetes de datos de los nodos de los sensores, así como
como a través de otras fuentes (Manufacturing Execution
Sistemas, sistemas de planificación de recursos empresariales) en la
de la empresa.
En esta capa se implementa el protocolo OPC-UA con el objetivo de
interactuar de manera efectiva y eficiente con varias fuentes y
recopilar datos significativos[17]. Posteriormente, en los datos
capa de análisis varios análisis de datos y algoritmos de fusión
se utilizan para obtener información significativa para los usuarios finales.
En la arquitectura propuesta se incluye la fusión de datos
(Proceso de Jerarquía Analítica, DempsterShaper),
así como algoritmos para la reutilización del conocimiento
La arquitectura propuesta ya se ha aplicado en
casos industriales anteriores y diferentes aplicaciones fueron
diseñado e implementado para el uso en base a la condición
mantenimiento, adaptativo, programación, consumo de energía
predicción, etc.)[19]-[21]. Las aplicaciones se desarrollan en
un entorno de nube con el objetivo de soportar datos ubicuos
así como proporcionarlos como servicios a los usuarios finales.
La arquitectura multicapa propuesta tiene por objeto apoyar
a las empresas industriales a cambiar su forma tradicional de
de fabricación a uno nuevo digitalizado, ganando numerosos
beneficios de la fabricación digital. Para lograrlo, es necesario
continuamente mejorada con adquisición avanzada de datos
dispositivos, con protocolos y estándares de comunicación, con
para el análisis de datos, y nuevas aplicaciones para el seguimiento de
los requisitos y las necesidades del caso de uso industrial. En
las siguientes secciones, el flujo de trabajo de producción tradicional
de la empresa de acero estructural, así como el
una arquitectura mejorada que apoyará el cambio hacia la
digitalización.
MODO TRADICIONAL DE FUNCIONAMIENTO DEL ACERO
INDUSTRIA DE FABRICACIÓN
La empresa investigada se centra en la
fabricación de estructuras de acero. Toda la información presentada
a continuación se captura a través de entrevistas con los ingenieros
durante el proceso de recogida de necesidades. La producción
está basada en proyectos (producción única), teniendo en cuenta la
volumen y los requisitos de cada proyecto dados por el
cliente. Por lo tanto, la línea de producción no es en serie, sino que tiene
estaciones de trabajo divididas en diferentes edificios.
Típicamente, las piezas provienen de un comerciante de acero inicial
producto (vigas en I, placas, perfiles huecos, ángulos planos, etc.)
y se someten a cortes y perforaciones. A continuación, se insertan las piezas en
la máquina de chorro de arena, para que la cascarilla de laminación y el óxido sean
removido. A continuación, las piezas pasan por el montaje. Luego, la tachuela
se realiza la soldadura de los accesorios a la parte principal, con el fin de
forman la parte final ensamblada. Después del montaje, calidad
Aseguramiento (QA) es ejecutado para asegurar que los accesorios son
se ajusten correctamente de acuerdo con los planos de montaje. Entonces,
El ensamblaje está permitido para pasar por soldadura de arco de gas metálico.
(GMAW). Una vez finalizada la soldadura, la calidad
de garantía de calidad (QA), para asegurar que el ensayo final
tolerancias dimensionales del producto e imperfecciones de soldadura
cumplir con los niveles de aceptación de proyectos y pedidos. Luego, ensamblar
se somete a soldadura de espárragos (si es necesario). En los casos en que un
es necesario pintar, esto se realiza después de soldar los espárragos.
Luego, se empacan y almacenan hasta que se entregan.
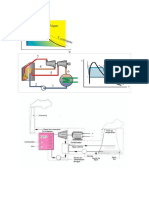
al cliente. Este flujo de trabajo se representa en (Fig.2).
Basado en la experiencia de fabricación, la compañía, tiene
desarrollaron un método de seguimiento de su producción
estado. Los datos relacionados con las piezas que deben ser
se almacenan en una base de datos de información de gestión.
Sistema (MIS). Sin embargo, una gran cantidad de trabajo manual es
aún son necesarios, especialmente para la documentación y la interpretación
los datos recogidos. Para cada montaje de un proyecto determinado,
el MIS genera una etiqueta adhesiva con algunas de las principales
información relacionada con el proyecto y el montaje.
Fig. 2. El flujo de trabajo del estudio de caso de fabricación de acero estructural.
Cada empleado al final de su turno, recoge y proporciona
los códigos de barras de los conjuntos que ha completado
siguiendo los procedimientos. En el siguiente turno, un empleado de
de los códigos de barras recolectados, y cargándolos en la base de datos
utilizando un asistente de importación de códigos de barras dedicado, el MIS
monitorea el progreso del proyecto en las fases separadas de
la producción. Esta recopilación manual de datos se realiza para
todos los ensamblajes que se fabricaron y soldaron y es
que consume mucho tiempo.
Además, los sensores magnéticos se utilizan para medir los
tiempo de soldadura y calcular el tiempo de producción de un
orden. Funcionan fuera de línea y de nuevo un empleado necesita
recopilar e integrar todos los datos manualmente. Por lo tanto, la
análisis y la generación de conocimiento sobre la producción
requiere mucho trabajo manual. Finalmente, en este
no se pueden correlacionar las mediciones del sensor
con las tareas específicas que se realizan, ni pueden ser
en el marco de tiempo correcto. Además, la empresa tiene
algunas máquinas modernas de soldadura por arco sumergido (SAW),
que han integrado hardware y software para Cloud
monitoreo remoto basado en el uso de la tecnología de la información. Observando los datos que
son
monitoreados por estas máquinas, conocimientos útiles sobre la
la producción puede ser ganada. Sin embargo, muchos de los
los recursos no tienen estas capacidades de monitoreo
incrustado.
La empresa elabora estos insumos, principalmente el
entradas de código de barras, y monitorea el progreso de una orden y
los recursos de fabricación que se utilizan durante su
producción. Este conocimiento contribuye a la identificación de las
el estado del proyecto y el resto de los procesos a realizar,
estimando el coste y el tiempo de producción de este
proyecto. Los datos de los proyectos existentes se pueden utilizar para el
estimación de proyectos futuros. No obstante, estas estimaciones
no son exactos y se pueden producir desviaciones graves.
V. MODO DE FUNCIONAMIENTO DIGITALIZADO
Después de esta documentación detallada de la producción
el flujo de trabajo, los requisitos para la introducción de nuevos
prácticas de automatización. El objetivo principal es
mejorar el control de la producción de la empresa con el fin de
para resolver las complicaciones de los procedimientos existentes.
Con este fin, los requisitos de la producción
servicio de seguimiento seguir las necesidades de la empresa para automatización y flexibilidad.
Específicamente, el hardware y
están diseñados para este estudio de caso industrial.
Por lo tanto, los principales requisitos pueden presentarse como
sigue. Como primer paso, la integración de datos entre los sistemas MIS y
es necesaria la monitorización de la máquina. Esto se traducirá en una mayor eficiencia
de producción y, la capacidad de monitorear el
el progreso de cada proyecto. Además, con
conocimiento reutilizar la fecha de entrega y el coste de una nueva
se estimará con mayor precisión.
A raíz de la situación actual y de las complicaciones de la
los procedimientos de recogida de datos, las principales especificaciones de la
se ha definido el servicio de monitorización. El principal
especificaciones del servicio de monitoreo para el estudio de caso
puede presentarse de la siguiente manera. Como primer paso, se requiere que
transformar los sensores fuera de línea (medición del tiempo de soldadura) en
en línea usando tecnología inalámbrica. Esto se facilita a través de
el concepto de la Internet de los objetos mediante el empleo de datos
de adquisición y un servidor para procesar los datos recogidos.
datos.
A. Supervisión basada en la IO
El servicio de monitorización proporciona capacidades de integración
con el software empresarial para apoyar la toma de decisiones.
Por lo tanto, el sistema MIS está interconectado para calcular
con precisión el tiempo de producción de cada ensamblaje. Código de barras
se utilizan escáneres para seguir el progreso de un proyecto y
generar informes. En el flujo de trabajo automatizado, los
Los lectores de códigos de barras con el software necesario se utilizan para
capturar el estado de los pedidos, informar a la producción
de los retrasos que puedan producirse, y también a
eliminar la entrada manual de datos para aumentar la velocidad &
y precisión. La integración de la monitorización de la producción
en las operaciones diarias de la empresa aumentará la
niveles de automatización mediante la reducción del trabajo manual en el
procedimientos mencionados anteriormente. La información que se
recogido de la línea de producción, se procesa con la
objetivo final para estimar con mayor precisión la producción
tiempo de un nuevo proyecto, monitorear el progreso de un proyecto, y
supervisar la utilización de los recursos.
Hacia la consecución de estos objetivos, un dispositivo de seguimiento
principales características de la operación de fabricación
equipo se propone en este documento. Empleando este
las máquinas y el equipo serán monitoreados.
En la situación actual, los sensores de monitorización han limitado
y operar fuera de línea. Por lo tanto, mucho trabajo manual
se requiere para evaluar esta información y generar
conocimiento sobre el funcionamiento de la producción. El nuevo
arquitectura multicapa para las necesidades del caso industrial,
se presenta en la Fig. 3. A través de comunicaciones inalámbricas,
los recursos físicos se conectan al mundo cibernético formando un
Sistema Cibernético-Físico (CPS). Los dispositivos de adquisición de datos
instalado en el Machine-Shop, comunicarse con
pasarelas de microcomputadora para transferir los datos sensoriales al
servidor principal. Además, la monitorización del estado de los pedidos a través de
el escaneo automático de códigos de barras, recoge la información necesaria
información para redactar los informes de productividad al final
del turno. Por lo tanto, la necesidad de que un empleado recoja
todos los informes de los operadores e importarlos al MIS
manualmente será eliminado. Por lo tanto, los informes de producción
se generará automáticamente.
Fig. 3. Arquitectura multicapa para el caso industrial de fabricación de acero
El principal desafío para el servicio de monitoreo es ser
integrado en los procedimientos de producción sin perturbar
de ellos. Los efectos perturbadores de las tecnologías modernas deberían
de la información de la que se dispone en el presente informe.
sistema de producción. Por lo tanto, el presente documento tiene por objeto mejorar la
los procedimientos existentes de la empresa, en lugar de introducir un
un flujo de trabajo totalmente nuevo en el tema de la producción
monitoreo. El flujo de trabajo To-Be de la monitorización de la producción
después de que los nuevos desarrollos se presenten en (Fig. 4). Como
representado en la Fig. 4, este método de monitoreo tiene dos objetivos principales
de las sucursales. La primera es la monitorización de la máquina a través de la función
Paradigma de la IO. Los dispositivos de adquisición de datos proporcionan en tiempo real
información sobre la utilización de los recursos, y mediante
el examen de los valores de los sensores, el perfil de soldadura
pueden ser identificados. Por lo tanto, los errores pueden ser identificados.
Además, se seleccionan los indicadores de rendimiento adecuados B. Cálculo de la complejidad del
montaje
El tiempo de producción de un montaje durante el montaje y
se recupera la soldadura dividiendo el tiempo de trabajo total de
cada operador en las horas de funcionamiento correspondientes a cada uno de ellos
en función de su complejidad. El índice de complejidad de
un conjunto se calcula utilizando tres parámetros, a saber, el
longitud de montaje, el peso de montaje y el número de
accesorios[10].
Además, se añade un valor de complejidad de base que
depende de la clase de montaje. Los pesos de la
índice de complejidad y los valores de la complejidad base
se presentará después de la instalación a largo plazo de la instalación propuesta.
en la industria. Las ecuaciones para el cálculo de la
índice de complejidad y las horas de funcionamiento de cada uno de ellos
se presentan en (1) y (2) respectivamente.
Dónde: CI es el índice de complejidad. El wal, waw, wnf, son
los pesos para la longitud de montaje, el peso de montaje,
y el número de accesorios, respectivamente. El AL, AW, NF
son la longitud de montaje, el peso de montaje y la
número de accesorios respectivamente. La baseComplejidad es el
complejidad que depende del tipo de montaje. La n
denota el número total de piezas que el operador
fabricado. Por lo tanto, dividiendo el total de horas de trabajo de
el operador de cada ensamblaje en función de la complejidad, la
El tiempo de producción de ensamblaje (APTi) puede ser más preciso
estimado. Esto se justifica por el hecho de que la producción
el tiempo se ve afectado por varios parámetros, como el producto
preparación y preparación.
C. Identificación de similitud de pedidos
Una dificultad importante en la producción única es la
estimación del coste de un nuevo pedido. El costo de una nueva
la orden está relacionada con el coste de material y el coste de fabricación.
El coste del material se conoce en el momento de la orden, pero la
es necesario estimar el costo de producción. Esta estimación es
basada en la experiencia de la empresa y que a menudo no es
preciso. Por lo tanto, un mecanismo que puede apoyar el
La identificación de pedidos anteriores similares a los nuevos es la siguiente
necesario. Esto puede lograrse con el sistema Case-Based
Proceso de razonamiento (CBR).
La CBR puede ser emparejada con un mecanismo de similitud a
clasificar los pedidos anteriores en función de su similitud con los nuevos
uno, examinando algunos atributos específicos de la orden. Una de las
dificultad en el proceso de recuperación de los pedidos anteriores, es que
en la fase de pedido sólo algunas características del nuevo pedido son
al fabricante de acero estructural. Por lo tanto, el
el mecanismo de similitud debería poder funcionar con este
poca información. La CBR y la similitud seleccionada
se presentan en detalle en[18]. Basado en el
experiencia de la empresa, los campos que se seleccionan para el
el mecanismo de similitud es el "Tipo de pedido", "Número de
Ensamblajes", "Longitud total de los ensamblajes" y "Longitud total de los ensamblajes
peso de construcción". Las características se clasifican en función de su
peso, lo que representa su importancia tal y como era antes.
identificados por la empresa. Los resultados del rendimiento de este
y su eficacia para identificar los casos más similares,
serán demostrados por los autores en trabajos futuros, después de la
instalación a largo plazo del sistema propuesto en la industria
bajo investigación.
VI. DESARROLLO DE SOFTWARE Y HARDWARE
El flujo de trabajo propuesto se ve facilitado por el
desarrollos tanto en software como en hardware, tal y como se presenta en
esta sección del periódico.
A Desarrollo de software
El software está siendo desarrollado como una aplicación Web para
proporcionar información ubicua a los gerentes de producción en
tanto los ordenadores personales como los dispositivos móviles. La base de datos
que se selecciona es MongoDB y es más adecuado que un
base de datos relacional para esta aplicación, debido a su capacidad
para manipular grandes cantidades de datos de sensores. Además,
bases de datos no relacionales (NoSQL), como MongoDB,
proporcionan un esquema flexible que se puede modificar durante el
producción de acuerdo a las necesidades del usuario. La relación entre entidades
El diagrama (ERD) de la base de datos se presenta en
Fig. 5. La aplicación Web se desarrolla siguiendo las siguientes pautas
principios de la red de transferencia de estado de representación (REST)
servicios. El back-end del servidor se desarrolla usando la directiva
Spring, mientras que el front-end se desarrolla utilizando
AngularJS y un tema de arranque HTML5. Para asegurar la
seguridad de la propiedad intelectual industrial, la Web
sólo se puede acceder a la aplicación utilizando una aplicación privada virtual
conexión de red (VPN) a la intranet de la empresa.
Las tecnologías utilizadas en el desarrollo del software
y la pantalla de monitorización de una máquina de soldar puede ser
que se encuentra en la Fig. 5.
B. Desarrollo de hardware
El control de las máquinas y equipos de soldadura
se ve facilitado por los dispositivos de Internet de los objetos (IO) desarrollados
para este propósito. Estos dispositivos, realizan la adquisición de datos usando sensores y
comunicaciones inalámbricas. Los sensores
son transformadores de corriente para la entrada de las máquinas y
Sensores de efecto hall para la medición del arco de soldadura en corriente continua.
El microcontrolador seleccionado es el STM32F429ZI, el cual
tiene un reloj de 180 MHz y una unidad dedicada a la flotación.
aritmética de puntos. Las comunicaciones son facilitadas por un
red de sensores inalámbricos (WSN) que emplea el XBEE S1
antenas. Por lo tanto, este dispositivo de IO satisface las necesidades de la
estudio de caso para potencia de procesamiento, soporte de sensores y
comunicaciones (Fig. 5). La puerta de enlace para la intranet de la
es una microcomputadora Frambuesa Pi 3 con un sistema operativo Linux
sistema operativo. El microordenador es el coordinador de
el ruido blanco gaussiano y recoge las mediciones a partir de los datos
dispositivos de adquisición mediante la realización de solicitudes a través del XBEE
estándar. Estas mediciones se transfieren luego al
Aplicación web a través de peticiones HTTP para su posterior procesamiento
y visualización. Como se puede ver en la Fig. 5, la salida
la corriente de la máquina de soldar puede identificar suficientemente el
perfil de soldadura. El eje horizontal se refiere al número de
muestras capturadas con una frecuencia de muestreo de 1 kHz
durante la fase experimental.
VII. CONCLUSIONES
En este documento, un método para apoyar la transición de
las industrias tradicionales de fabricación de acero estructural en la
se presenta la era digitalizada. Consiste en un servicio para
monitorización de recursos y pedidos, y un servicio para el conocimiento
reutilización. El servicio de supervisión de recursos sigue la IOT
en términos de recopilación de datos en tiempo real, mediante
que están conectados a los recursos.
La monitorización de pedidos utiliza un código de barras automático
Escaneo de los ensamblajes que son procesados por cada uno de ellos.
para identificar su tiempo de producción. En el
flujo de trabajo tradicional un empleado requería 3 minutos de
entrada manual de datos para los conjuntos realizada por cada uno de ellos
técnico. Esto suma un total de 3,5 horas diarias dedicadas a la
75 técnicos que actualmente trabajan en la instalación.
A través del sistema propuesto, la entrada de datos puede ser
por cada uno de los técnicos sin que sea necesario
una experiencia específica. El tiempo requerido es de 1,5 minutos por cada uno.
uno, y 5 son las siglas de escaneo automático de códigos de barras.
establecido en la producción para permitir datos simultáneos
entrada de muchos técnicos. Cada técnico es ahora
responsable de pasar la información relevante al sistema,
que se puede mostrar directamente a los gerentes. De esta manera
la empresa les comunicará la sensación de que ellos
son una parte valiosa del equipo. El empleado que solía
pasar 3 horas para la entrada de datos ahora se dedicará a la nueva
pero proporcionando a la dirección de la empresa más
datos e información valiosos.
En el procedimiento propuesto, el índice de complejidad de cada uno de ellos
se utiliza el ensamblaje. Utilizando este enfoque, la producción
el tiempo de los nuevos pedidos se estima a través del conocimiento
reutilización de los tiempos de producción de los pedidos anteriores. Por lo tanto,
se pueden lograr estimaciones cercanas a la realidad. El
los métodos propuestos se implementan en una aplicación Web
y entregados a través de la intranet de la empresa para proporcionar un servicio sin fisuras
acceso a la información de forma segura. En el futuro
de la obra, los autores presentarán la ejecución de esta
método en los temas del ensamblaje tiempo de soldadura
estimación a través del índice de complejidad, y el
identificación de órdenes anteriores similares a una nueva orden con la función
mecanismo de similitud de razonamiento basado en casos concretos. El programa de
los datos se recogerán mediante la instalación a largo plazo de
el sistema en la industria bajo investigación.
You might also like
- Precios Unitarios Detallados 01062016Document124 pagesPrecios Unitarios Detallados 01062016walterdunlop60% (5)
- CRMDocument165 pagesCRMAndres Chiquiza100% (4)
- Instalaciones Electricas en Media y Baja TensionDocument48 pagesInstalaciones Electricas en Media y Baja TensionCristhian Fernando Sanchez Robles100% (2)
- Diseño Concurrente - Carles Riba RomevaDocument226 pagesDiseño Concurrente - Carles Riba RomevaCésar Troya SherdekNo ratings yet
- Bituminosos MaterialesDocument41 pagesBituminosos MaterialesClaudia Yucra SullcaNo ratings yet
- Ciclo de BraytonDocument11 pagesCiclo de BraytonEdwinAlejandroSantander100% (2)
- Centrales Hidroelectricas CrackeadoDocument41 pagesCentrales Hidroelectricas CrackeadoAbel David Rodríguez Quintana100% (2)
- 99.000 Apu Jul-20 Base de Datos PDFDocument403 pages99.000 Apu Jul-20 Base de Datos PDFjuanito25politecnicoNo ratings yet
- COMPARADORESDocument14 pagesCOMPARADORESWiliam A ChicaizaNo ratings yet
- Reglas de AcotaciónDocument4 pagesReglas de AcotaciónWiliam A ChicaizaNo ratings yet
- MemoriaDocument102 pagesMemoriaWiliam A ChicaizaNo ratings yet
- Amplificadores de SennalDocument113 pagesAmplificadores de SennalWiliam A ChicaizaNo ratings yet
- Paper Fuente ElectronicaDocument6 pagesPaper Fuente ElectronicaWiliam A ChicaizaNo ratings yet
- NeoclasicismoDocument4 pagesNeoclasicismoWiliam A ChicaizaNo ratings yet
- Motor A PropulsionDocument14 pagesMotor A PropulsionOriana Saned GalindezNo ratings yet
- Ciclo RankineDocument2 pagesCiclo RankineWiliam A ChicaizaNo ratings yet
- Manual de Laboratorio-Ensayo de Dureza-Pag10Document16 pagesManual de Laboratorio-Ensayo de Dureza-Pag10walker bautistaNo ratings yet
- 2792 8418 1 PB PDFDocument17 pages2792 8418 1 PB PDFJose GiraldoNo ratings yet
- Sistematic ReviewDocument16 pagesSistematic ReviewWiliam A ChicaizaNo ratings yet
- Centrales HidroelectricasDocument1 pageCentrales HidroelectricasWiliam A ChicaizaNo ratings yet
- Centrales HidroelectricasDocument1 pageCentrales HidroelectricasWiliam A ChicaizaNo ratings yet
- Analisis de Curvas HorariasDocument16 pagesAnalisis de Curvas HorariasWiliam A ChicaizaNo ratings yet
- Recuperacion Circuitos HidraulicosDocument10 pagesRecuperacion Circuitos HidraulicosWiliam A ChicaizaNo ratings yet
- Informe de Gira TecnologicaDocument16 pagesInforme de Gira TecnologicaWiliam A ChicaizaNo ratings yet
- Configuracion EpoptesDocument6 pagesConfiguracion EpoptesAllan VelasquezNo ratings yet
- Diseño Del Trabajo - TallerDocument24 pagesDiseño Del Trabajo - TallerDAVID ANIBALNo ratings yet
- Instrumentación petroleraDocument5 pagesInstrumentación petroleragerardp77No ratings yet
- Procesadores, Sistemas OperativosDocument53 pagesProcesadores, Sistemas OperativospoguirriNo ratings yet
- Punto 6Document14 pagesPunto 6nataly condoriNo ratings yet
- Señales de tránsitoDocument7 pagesSeñales de tránsitoMerlin Asprilla AnguloNo ratings yet
- Unidad Habitacional de Marsella: Los 5 principios de Le CorbusierDocument21 pagesUnidad Habitacional de Marsella: Los 5 principios de Le CorbusierFabiola Cariapaza0% (2)
- Guia Tecnica... Metodos Cuantitativos para El Análisis de RiesgosDocument119 pagesGuia Tecnica... Metodos Cuantitativos para El Análisis de RiesgosgustavoNo ratings yet
- Método de Hunsaker y RightmireDocument3 pagesMétodo de Hunsaker y RightmireAlvaro Eduardo Barrantes ZelaNo ratings yet
- Manual Rtn600Document31 pagesManual Rtn600Pedro Aldana QuintanaNo ratings yet
- AT1 AT 2 Tractor D8TDocument13 pagesAT1 AT 2 Tractor D8TBeder Mauricio Cayatopa QuispeNo ratings yet
- Estudios de Suelos San RafaelDocument41 pagesEstudios de Suelos San RafaelRamon Anibal Ospina PatinoNo ratings yet
- Gestión de Envíos Internacionales: 202631278551906DJEN0125161VDocument1 pageGestión de Envíos Internacionales: 202631278551906DJEN0125161VJuan Manuel 'kani' CanaleNo ratings yet
- Sumadores y Restadores ViaDocument17 pagesSumadores y Restadores ViaEricsson Via100% (1)
- Problemas Planteados de Electricidad FÍSICA GENERALDocument35 pagesProblemas Planteados de Electricidad FÍSICA GENERALKelvinJhoniCarranzaHerreraNo ratings yet
- 01-Certificado de Conformidad Caja de Conexion Nema 7-Oct312017-Tecna-Sa-02510Document3 pages01-Certificado de Conformidad Caja de Conexion Nema 7-Oct312017-Tecna-Sa-02510Diego Fernando HenaoNo ratings yet
- Automatizacion y Control ProyectoDocument150 pagesAutomatizacion y Control ProyectoMonse De MaslowNo ratings yet
- NORMAS DEL ISSSTE Elementos Arq. Apoyo DiscapacidadDocument207 pagesNORMAS DEL ISSSTE Elementos Arq. Apoyo DiscapacidadVania VelascoNo ratings yet
- SHS-H705FBK 320Document2 pagesSHS-H705FBK 320marcelo santiNo ratings yet
- Generalidades ClioDocument123 pagesGeneralidades ClioAngel GenissansNo ratings yet
- Oxigenoterapia Alto Flujo Urgencia Pediátrica (OAF)Document1 pageOxigenoterapia Alto Flujo Urgencia Pediátrica (OAF)omegasirena.0sNo ratings yet
- Columnas Largas o EsbeltasDocument3 pagesColumnas Largas o EsbeltasLiz castillo castilloNo ratings yet
- Informe ExperimentosDocument6 pagesInforme ExperimentosjhandryNo ratings yet
- Explosivos en La Industria PetroleraDocument26 pagesExplosivos en La Industria PetroleraLonny Logann Rojas SolisNo ratings yet
- Combustión Del Alcohol EtílicoDocument14 pagesCombustión Del Alcohol EtílicoDanyta Jimenez VergaraNo ratings yet