You might also like
- 2 Proyecto BioingenieriaDocument2 pages2 Proyecto BioingenieriaJeeffreyNo ratings yet
- Aplicación Lean Construction en pilotes puente ArequipaDocument25 pagesAplicación Lean Construction en pilotes puente ArequipaGiel Ccalachua CuyoNo ratings yet
- BROCHURE MAESTRIA DE INVESTIGACION EN INGENIERIA CIVIL MENCION EN ESTRUCTURAS Espe ComprimidoDocument7 pagesBROCHURE MAESTRIA DE INVESTIGACION EN INGENIERIA CIVIL MENCION EN ESTRUCTURAS Espe ComprimidoF Jose G GarciaNo ratings yet
- Modelo de Trabajo ErgoDocument6 pagesModelo de Trabajo ErgoBETONo ratings yet
- Analisis, Diseño + Glosario PDFDocument245 pagesAnalisis, Diseño + Glosario PDFEleazarNo ratings yet
- GD&T PDFDocument9 pagesGD&T PDFtisan1978No ratings yet
- Tesis I. M. 151 - Yanchaguano Collaguazo Freddy RolandoDocument265 pagesTesis I. M. 151 - Yanchaguano Collaguazo Freddy RolandoNicolas GiraldoNo ratings yet
- Topicos de Mantenimiento IDocument5 pagesTopicos de Mantenimiento ICesar ValenciaNo ratings yet
- Problemas ingenieriles: Análisis del proceso de resoluciónDocument19 pagesProblemas ingenieriles: Análisis del proceso de resoluciónJuan Alberto Tello FuentesNo ratings yet
- Informe Capitulo CivilDocument11 pagesInforme Capitulo Civilmayli mayhua paucarNo ratings yet
- Scip C 1Document8 pagesScip C 1josrodriguezNo ratings yet
- 78450Document2 pages78450Natalia ArgoteNo ratings yet
- Tarea No. 2 El Proceso de DiseñoDocument11 pagesTarea No. 2 El Proceso de DiseñoAldahir RamirezNo ratings yet
- Líneas Investigación UCDocument32 pagesLíneas Investigación UCAnonymous QIaUVUcOwYNo ratings yet
- Distribución de Asignaturas por Docente Física Examen SustitutorioDocument1 pageDistribución de Asignaturas por Docente Física Examen SustitutorioJhon EspinozaNo ratings yet
- PRESENTACIÓN Reingeniería El Camino Del CambioDocument10 pagesPRESENTACIÓN Reingeniería El Camino Del Cambiomariodlaxhot100% (1)
- Caso Practico InventarioDocument5 pagesCaso Practico InventarioJose ChaguanNo ratings yet
- Listado Del Padron Nacional de Posgrados de Calidad MexicoDocument32 pagesListado Del Padron Nacional de Posgrados de Calidad Mexicoyabie00No ratings yet
- Asecon Renewable EngineeringDocument13 pagesAsecon Renewable Engineeringjuan737No ratings yet
- Disposiciones Oficiales Mexicanas para Desarrollo de SoftwareDocument2 pagesDisposiciones Oficiales Mexicanas para Desarrollo de SoftwareIsrael Jiménez VianaNo ratings yet
- Eco MurosDocument8 pagesEco MurosAntonia GutierrezNo ratings yet
- Dossier BIM - Civil - Largo2019 - V13 PDFDocument23 pagesDossier BIM - Civil - Largo2019 - V13 PDFPatrick AntonyNo ratings yet
- ING Sistemas s1Document3 pagesING Sistemas s1rod rigoNo ratings yet
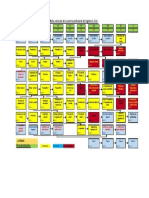
- Malla Curricular Civil 2015 PDFDocument1 pageMalla Curricular Civil 2015 PDFLuis Enrique Sandoval PachecoNo ratings yet
- ATH - PRUEBA DE NIVEL DE LOGRO Nivel 4ADocument6 pagesATH - PRUEBA DE NIVEL DE LOGRO Nivel 4AALENo ratings yet
- Practica Calificada de Caminos II (2021-I - c1)Document2 pagesPractica Calificada de Caminos II (2021-I - c1)Estefano JmNo ratings yet
- Esquema colocación lamina y conectorDocument1 pageEsquema colocación lamina y conectorpatricia ibarraNo ratings yet
- Ingeniería eléctrica y construcción FHFDocument16 pagesIngeniería eléctrica y construcción FHFNicolás HuenufilNo ratings yet
- Estudio preinversión mejora educación primariaDocument10 pagesEstudio preinversión mejora educación primariaAbel MLNo ratings yet
- Actividad 2.2 UdgDocument10 pagesActividad 2.2 UdgOSWALDO REYESNo ratings yet