You might also like
- Auditoria EscalonadaDocument4 pagesAuditoria EscalonadaRosane Marques da RosaNo ratings yet
- Fmea PDFDocument57 pagesFmea PDFandrefs7No ratings yet
- Fmea ApostilaDocument12 pagesFmea Apostilamarcelocaiooliveira100% (1)
- Passos PPAPDocument3 pagesPassos PPAPTutu GuriNo ratings yet
- Apresentação APQP CI08122010Document45 pagesApresentação APQP CI08122010alvaro duarte100% (1)
- Análise de Modo e Efeito de Falha (FMEA) PDFDocument6 pagesAnálise de Modo e Efeito de Falha (FMEA) PDFNino PossaniNo ratings yet
- Apostila APQP MeirellesDocument21 pagesApostila APQP Meirellesvvvv06No ratings yet
- Manual QSB Fiat - 3a Edição Janeiro 2014 PDFDocument33 pagesManual QSB Fiat - 3a Edição Janeiro 2014 PDFEraldo Junior100% (1)
- 2 - (DMAIC) - Gestão Projeto Melhoria de ProcessosDocument261 pages2 - (DMAIC) - Gestão Projeto Melhoria de ProcessosSérgio SilvaNo ratings yet
- FA-0002 - PPAP - 4ED Rev 05Document61 pagesFA-0002 - PPAP - 4ED Rev 05Gabriel Luert TavaresNo ratings yet
- Processo de Aprovação de Peças de ProduçãoDocument30 pagesProcesso de Aprovação de Peças de ProduçãoHarley Sobreiro de Lima100% (2)
- Auditoria EscalonadaDocument3 pagesAuditoria EscalonadaMarcos PoffoNo ratings yet
- Formulário 8DDocument17 pagesFormulário 8DRodrigo Calistrato100% (1)
- Curso PPAP Básico 4a. Ed Jun20 EADDocument149 pagesCurso PPAP Básico 4a. Ed Jun20 EADDIEGO JULIO NAPIVOSKINo ratings yet
- Iatf 16949 - 1 Edição EstudandoDocument47 pagesIatf 16949 - 1 Edição EstudandoMarco Silva100% (1)
- APQP Lista PlanejamentoDocument4 pagesAPQP Lista PlanejamentoPricila Frade100% (1)
- IATFDocument25 pagesIATFclaucoroqueNo ratings yet
- CQI12Document47 pagesCQI12hmp90No ratings yet
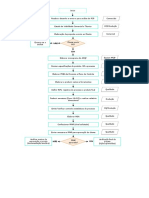
- Fluxograma APQP - PPAPDocument1 pageFluxograma APQP - PPAPSamuel MendonçaNo ratings yet
- FA0096 - CQI23 Sistema de Moldagem - Rev01Document55 pagesFA0096 - CQI23 Sistema de Moldagem - Rev01Silas Almeida100% (1)
- Aula 2 - Inspeção Da QualidadeDocument19 pagesAula 2 - Inspeção Da QualidadeJoão Kaique Tomaz100% (2)
- IATF-16949-FAQs Oct-2018 12nov2018 PTDocument20 pagesIATF-16949-FAQs Oct-2018 12nov2018 PTSandra Paula Santos100% (2)
- LabelPFMEA-Material Base GM - Portuguà SDocument26 pagesLabelPFMEA-Material Base GM - Portuguà SLTC RSNo ratings yet
- 03-Manual de Requisitos de APQP e PPAP - Revisão02Document44 pages03-Manual de Requisitos de APQP e PPAP - Revisão02Clauco Tiago Seno RoqueNo ratings yet
- Auditor QSB GM - Port Rev 3-ImpressDocument105 pagesAuditor QSB GM - Port Rev 3-ImpressCarlão ForagenocidajáNo ratings yet
- Ebook - Ppap - GratuitoDocument20 pagesEbook - Ppap - GratuitoRogério ArantesNo ratings yet
- APQP ImplantaçãoDocument88 pagesAPQP ImplantaçãosandroaptNo ratings yet
- Auditoria Produtos ManufaturadosDocument73 pagesAuditoria Produtos ManufaturadosGeuza E António MarquesNo ratings yet
- QL-0040 - Auditor Líder em Sistema de Gestão de Ativos Rev - 04Document2 pagesQL-0040 - Auditor Líder em Sistema de Gestão de Ativos Rev - 04Guido NabaesNo ratings yet
- Apqp1 PDFDocument40 pagesApqp1 PDFKawadasanNo ratings yet
- Análise MSADocument58 pagesAnálise MSAPera PereiraNo ratings yet
- Melhorias Beneficios e Impacto Organizacional AIAG VDA FMEA 1 Edição PDFDocument14 pagesMelhorias Beneficios e Impacto Organizacional AIAG VDA FMEA 1 Edição PDFJobson LamegoNo ratings yet
- Manual Da Qualidade de FornecedorDocument28 pagesManual Da Qualidade de FornecedorCarlos MinguiniNo ratings yet
- QGS - PPAP 4 Edição SlideDocument146 pagesQGS - PPAP 4 Edição SlidedesouzavanildoNo ratings yet
- PPCPDocument39 pagesPPCPNicolle AvilaNo ratings yet
- Aula 4 - TPM - Manutenção Produtiva TotalDocument161 pagesAula 4 - TPM - Manutenção Produtiva TotalLineker SantaterraNo ratings yet
- Perfil Do Auditor - ISODocument2 pagesPerfil Do Auditor - ISOJorge Adriano Schuchardt JuniorNo ratings yet
- Planilha de Estudo de R R - Teste - 01Document5 pagesPlanilha de Estudo de R R - Teste - 01Alexandre Verissimo100% (1)
- Treinamento Simples Auditor Interno ISO 90012015Document23 pagesTreinamento Simples Auditor Interno ISO 90012015Fernanda BazetoNo ratings yet
- A Norma IATF 169492016 Mudanças, Transição, Caminhos e OportunidadesDocument24 pagesA Norma IATF 169492016 Mudanças, Transição, Caminhos e OportunidadesRafael Penido100% (1)
- Controle Da Qualidade para o Sistema de Recebimento de Materiais Produtivos e SDocument13 pagesControle Da Qualidade para o Sistema de Recebimento de Materiais Produtivos e SMarcos Glicerio RechdanNo ratings yet
- Manual de Qualidade de Fornecedores MQF 001 Rev 15Document25 pagesManual de Qualidade de Fornecedores MQF 001 Rev 15Felipe de MoraisNo ratings yet
- Gestão de Segurança Do ProdutoDocument5 pagesGestão de Segurança Do ProdutoPedroNo ratings yet
- Iatf 16949 - 2016Document62 pagesIatf 16949 - 2016Guilherme DanteNo ratings yet
- MFMEADocument4 pagesMFMEAFABRICIONo ratings yet
- APQPDocument13 pagesAPQPadalbertogouveaNo ratings yet
- Mudanças Na Análise Crítica Pela DireçãoDocument2 pagesMudanças Na Análise Crítica Pela DireçãoRonaldo CostaNo ratings yet
- Controle de Instrumentos e Equipamentos de MedidaDocument15 pagesControle de Instrumentos e Equipamentos de Medidacarlos140886No ratings yet
- Norma Iatf ComentadaDocument65 pagesNorma Iatf ComentadaRosane Marques da Rosa100% (1)
- Sistema Da Gestao Da QualidadeDocument17 pagesSistema Da Gestao Da QualidadeElaine CrisNo ratings yet
- D 10-2 - Ação Corretiva e Preventiva MelhoriaDocument5 pagesD 10-2 - Ação Corretiva e Preventiva MelhoriaMarco SilvaNo ratings yet
- PQ 023 - Aauditorias InternasDocument10 pagesPQ 023 - Aauditorias InternasLennon SonntagNo ratings yet
- Manual IntegracaoDocument52 pagesManual IntegracaoVanessa Alves Moreira100% (2)
- Em335 - Tecnologia Mecânica - Tolerâncias GeométricasDocument9 pagesEm335 - Tecnologia Mecânica - Tolerâncias GeométricasVanessa Alves MoreiraNo ratings yet
- Procedimento de Compras PDFDocument14 pagesProcedimento de Compras PDFVanessa Alves MoreiraNo ratings yet
- Caracteristicas ReportDocument18 pagesCaracteristicas ReportVanessa Alves MoreiraNo ratings yet
- CheckList de Auditoria Do 5S - AdministrativoDocument3 pagesCheckList de Auditoria Do 5S - AdministrativoVanessa Alves Moreira100% (6)
- Gestão Da Manutenção de Uma Unidade de Estampagem de Componentes para A Indústria Automóvel Na Inapal Metal S.A., Empresa Cliente Da Iberogestão LdaDocument84 pagesGestão Da Manutenção de Uma Unidade de Estampagem de Componentes para A Indústria Automóvel Na Inapal Metal S.A., Empresa Cliente Da Iberogestão LdaVanessa Alves MoreiraNo ratings yet
- Aula 07 - Instrumentos de Medição Angular - Parte 2Document17 pagesAula 07 - Instrumentos de Medição Angular - Parte 2Vanessa Alves MoreiraNo ratings yet
- Objetivos de IndicadoresDocument48 pagesObjetivos de IndicadoresVanessa Alves MoreiraNo ratings yet
- Análise Termografica PDFDocument14 pagesAnálise Termografica PDFVanessa Alves MoreiraNo ratings yet
- FICOSA - Instrução para PPAPDocument7 pagesFICOSA - Instrução para PPAPVanessa Alves MoreiraNo ratings yet
- Tabela de Dureza HRC para RT PDFDocument1 pageTabela de Dureza HRC para RT PDFVanessa Alves MoreiraNo ratings yet
- Curso Manufatura Enxuta PDFDocument170 pagesCurso Manufatura Enxuta PDFVanessa Alves MoreiraNo ratings yet
- VDADocument104 pagesVDAVanessa Alves MoreiraNo ratings yet
- O Que É o PranaDocument3 pagesO Que É o PranaodeNo ratings yet
- Sungrow Manual Do Usuário - SG15 - 17 - 20KTL-M-PT-Ver10-201803Document85 pagesSungrow Manual Do Usuário - SG15 - 17 - 20KTL-M-PT-Ver10-201803leazekaNo ratings yet
- Reconhecimento de Funções Orgânicas GF QuimicaDocument5 pagesReconhecimento de Funções Orgânicas GF QuimicaReltonNo ratings yet
- 09 Cjon 395-398 PDFDocument4 pages09 Cjon 395-398 PDFVictória ReginaNo ratings yet
- Fiesta de Los Bravos-PercussãoDocument1 pageFiesta de Los Bravos-Percussãovitorhugoodasouza2018No ratings yet
- O Homem Sem Qualidades - Modernidade, Consumo e Identidade CulturalDocument12 pagesO Homem Sem Qualidades - Modernidade, Consumo e Identidade CulturalJaffar McQuinnNo ratings yet
- Apostila Especial de Natal+Document9 pagesApostila Especial de Natal+Fabio Tordim100% (1)
- UFCD 0403 - ApresentaçãoDocument6 pagesUFCD 0403 - ApresentaçãozezaNo ratings yet
- CiênciasDocument2 pagesCiênciasAlessandra de OliveiraNo ratings yet
- Revista FilmeCultura - Edicao52Document100 pagesRevista FilmeCultura - Edicao52Débora TañoNo ratings yet
- Manual de Boas Praticas para A Atuaao Do Sistema Sebrae Nas Redes SociaisDocument51 pagesManual de Boas Praticas para A Atuaao Do Sistema Sebrae Nas Redes SociaiswillpucNo ratings yet
- Aula Filogenia ExercíciosDocument5 pagesAula Filogenia ExercíciosAnderson100% (1)
- Danfe: Fisia Comercio de Produtos Esportivos LtdaDocument1 pageDanfe: Fisia Comercio de Produtos Esportivos LtdaDaniel Cardoso LeiteNo ratings yet
- Lab7 Teste Avaliacao 5 SolucoesDocument3 pagesLab7 Teste Avaliacao 5 SolucoesHelenaCSilvaNo ratings yet
- DiagramaDocument16 pagesDiagramaHiago Kurosaki100% (1)
- Aula 06 GeneticaDocument24 pagesAula 06 GeneticaMari KlenNo ratings yet
- Usca ST2060Document33 pagesUsca ST2060Souza Luthier100% (1)
- Barba e Visagismo - Billy CondorDocument14 pagesBarba e Visagismo - Billy Condorhipster barber100% (1)
- NBR 14712 - Elevadores Eletricos - Elevadores de Carga Monta-Cargas e Elevadores de MacaDocument24 pagesNBR 14712 - Elevadores Eletricos - Elevadores de Carga Monta-Cargas e Elevadores de MacaPablo DomingosNo ratings yet
- Manual Hik Ivms4200Document98 pagesManual Hik Ivms4200gustavovinhosa2009No ratings yet
- Ficha de Exercicios N.O 50 - Proposta Teste12ano MMA12 Nov2019Document11 pagesFicha de Exercicios N.O 50 - Proposta Teste12ano MMA12 Nov2019CarmoNo ratings yet
- Livro Eustaquio SeneDocument96 pagesLivro Eustaquio SenecanegroNo ratings yet
- A Historia Da Inovacao em 50 AcordosDocument47 pagesA Historia Da Inovacao em 50 AcordosHeraldo FentesNo ratings yet
- Arte Naval - Cap. 02Document42 pagesArte Naval - Cap. 02MartinVilcapomaNo ratings yet
- Cpcar2021 Excedentes Atualizacao 2Document6 pagesCpcar2021 Excedentes Atualizacao 2Pedro HenriqueNo ratings yet
- Trabalho de Redes 03.12.22Document1 pageTrabalho de Redes 03.12.22Davi BragaNo ratings yet
- Mecanismo Penetração em África Pelos EuropeusDocument3 pagesMecanismo Penetração em África Pelos EuropeusManuel MargaridaNo ratings yet
- Master LinkDocument1 pageMaster LinkCall Wirvin FalcãoNo ratings yet
- Jogos Teatrais - ResumoDocument2 pagesJogos Teatrais - ResumoNicolle ConceiçãoNo ratings yet
- Relatorio Da Ponte de EspaqueteDocument19 pagesRelatorio Da Ponte de EspaqueteEverton Luis de Araujo LimaNo ratings yet