You might also like
- Suzuki GSX R 400 GK73A 1988 1989 Manual de Reparatie WWW - Manualedereparatie.infoDocument248 pagesSuzuki GSX R 400 GK73A 1988 1989 Manual de Reparatie WWW - Manualedereparatie.infoJesus Morales67% (3)
- GrimmerSchmidt CompressorsDocument43 pagesGrimmerSchmidt CompressorsJulioCalderonOrtiz73% (11)
- CYLINDER HEAD COMPONENTS AND REMOVAL GUIDEDocument35 pagesCYLINDER HEAD COMPONENTS AND REMOVAL GUIDEAlex Hernandez100% (2)
- Vs 125Document57 pagesVs 125Mindaugas MašidlauskasNo ratings yet
- Lucas K1F MagnetoDocument10 pagesLucas K1F MagnetoThunderbird3100% (1)
- DIAGNOSE YD25 TIMING CHAIN FAULTSDocument4 pagesDIAGNOSE YD25 TIMING CHAIN FAULTSMihaela GeorgescuNo ratings yet
- Yamaha r15 Yzf155 2018 Manual UsuarioDocument94 pagesYamaha r15 Yzf155 2018 Manual UsuarioAM MotorcyclesNo ratings yet
- Engine Timing ValvesDocument44 pagesEngine Timing ValvesSlobodanNo ratings yet
- IJ IZH Planeta 5 Manuale de Reparatie WWW - ManualedereparatieDocument60 pagesIJ IZH Planeta 5 Manuale de Reparatie WWW - ManualedereparatieLiviu100% (3)
- Suzuki V Strom DL 250Document2 pagesSuzuki V Strom DL 250FelipeNo ratings yet
- Engine Component Inspection GuideDocument248 pagesEngine Component Inspection GuideLolok Tiviyanto100% (3)
- Kawasaki 500 H1 Parts CatalogueDocument74 pagesKawasaki 500 H1 Parts Catalogueadjutis100% (1)
- ZXR 400 RDocument35 pagesZXR 400 RTom Curtis50% (2)
- Piaggio X9 500 Service Station Manual (2002-EnGLISH-70 Pages)Document69 pagesPiaggio X9 500 Service Station Manual (2002-EnGLISH-70 Pages)Enis MurgicNo ratings yet
- Keeway RKV 125Document164 pagesKeeway RKV 125Motos AlfaNo ratings yet
- Aprilia SR 50 Manual de RepaDocument56 pagesAprilia SR 50 Manual de RepaCarlos Miguel CocoNo ratings yet
- Ventilation of The Industrial Environment PDFDocument7 pagesVentilation of The Industrial Environment PDFnelson escuderoNo ratings yet
- Carburatore JikovDocument24 pagesCarburatore JikovajejeNo ratings yet
- Yamaha Exciter 440 EX440 1980Document18 pagesYamaha Exciter 440 EX440 1980mkaukolaNo ratings yet
- SRM230e Parts Catalogue 06 101911Document95 pagesSRM230e Parts Catalogue 06 101911Earl HarbertNo ratings yet
- Instructions: MOTOMAN-EA1400Document62 pagesInstructions: MOTOMAN-EA1400Mrutunjay RaipureNo ratings yet
- 2012 Husaberg Fe 390 450 570 Owners Manual 2012 Owners Manual PDFDocument111 pages2012 Husaberg Fe 390 450 570 Owners Manual 2012 Owners Manual PDFFernando Gaibor0% (1)
- Hyosung parts catalog cylinder head specificationsDocument117 pagesHyosung parts catalog cylinder head specificationseimen86No ratings yet
- Feed Mill InfoDocument33 pagesFeed Mill InfoSapelNo ratings yet
- Manual Taller Despiece GuzziDocument3 pagesManual Taller Despiece GuzziFabi ChipoNo ratings yet
- Guide to disassembling and reassembling a powershift transmissionDocument36 pagesGuide to disassembling and reassembling a powershift transmissionFrancisco Mariños100% (1)
- Jawa 350 ManualDocument52 pagesJawa 350 Manualo_omar43100% (1)
- Manual Taller Despiece KTMDocument7 pagesManual Taller Despiece KTMFabi ChipoNo ratings yet
- Cat Marine Engine ProgramDocument4 pagesCat Marine Engine ProgramRobert BeddingfieldNo ratings yet
- Voltage Regulator Plug ID GuideDocument10 pagesVoltage Regulator Plug ID Guidelongtrandang5867No ratings yet
- ML 1660 Parts CatalogDocument22 pagesML 1660 Parts Catalogegel2458100% (1)
- Owner'S Manual: GeneratorDocument44 pagesOwner'S Manual: GeneratorsantiagoNo ratings yet
- Heat Transfer and Pressure Drop Characteristics of Finned Tube Banks in Forced Convection (Comparison of The Heat Transfer Characteristics Between Spiral Fin and Serrated Fin)Document14 pagesHeat Transfer and Pressure Drop Characteristics of Finned Tube Banks in Forced Convection (Comparison of The Heat Transfer Characteristics Between Spiral Fin and Serrated Fin)nadir adel100% (1)
- CBR600F Diagrama ElectricoDocument1 pageCBR600F Diagrama ElectricoanxonyNo ratings yet
- Sachs Fork ManualDocument48 pagesSachs Fork ManualElectromecanica RioterceroNo ratings yet
- HMRP29515Document531 pagesHMRP29515Siddharth Jain100% (1)
- Electric 2 Suzuki VL800Document19 pagesElectric 2 Suzuki VL800Crisan SorinNo ratings yet
- 01J - Cutie VitezaDocument3 pages01J - Cutie VitezaCeapa HoratiuNo ratings yet
- Service Suzuki VL800Document35 pagesService Suzuki VL800Crisan SorinNo ratings yet
- VS1400Document512 pagesVS1400justin VerhoogNo ratings yet
- Keeway TX 125 Owner's ManualDocument15 pagesKeeway TX 125 Owner's ManualСергей сергеевичNo ratings yet
- Benelli Tornado 903 Workshop ManualDocument352 pagesBenelli Tornado 903 Workshop ManualGeorge Bisdikis100% (1)
- Xvs650 V StarDocument70 pagesXvs650 V StarJIMJEONo ratings yet
- Manual Despiece Benelli BN 302 R: Mensajes Por WhatsappDocument87 pagesManual Despiece Benelli BN 302 R: Mensajes Por Whatsapposcar cervantesNo ratings yet
- GSX-R400 GK76A Spec Sheet PDFDocument1 pageGSX-R400 GK76A Spec Sheet PDFLolok TiviyantoNo ratings yet
- Katalog Suku Cadang Honda Tiger 2000Document58 pagesKatalog Suku Cadang Honda Tiger 2000Armando BiringkanaeNo ratings yet
- Yzf R252020Document69 pagesYzf R252020ikanNo ratings yet
- 5060 Extreme Front Fork Workshop ManualDocument52 pages5060 Extreme Front Fork Workshop ManualSaharaMCNo ratings yet
- Catalogo de Repuestos Yamaha XTZ125Document58 pagesCatalogo de Repuestos Yamaha XTZ125gulle79100% (1)
- B10702Document7 pagesB10702mouad naciriNo ratings yet
- Contenido - Modulo - Biblioteca - 94 - RR310 SERV MANUAL 1 A 40Document40 pagesContenido - Modulo - Biblioteca - 94 - RR310 SERV MANUAL 1 A 40david velasquez100% (1)
- Sym Mio 110Document46 pagesSym Mio 110Carol LauNo ratings yet
- Common Spare Parts ListDocument3,849 pagesCommon Spare Parts ListJennifer SchulerNo ratings yet
- Manual Despiece Hyosung Comet Gt125Document119 pagesManual Despiece Hyosung Comet Gt125Francois CenacNo ratings yet
- Manual de Despiece Honda Tool 125 PDFDocument118 pagesManual de Despiece Honda Tool 125 PDFMaria dolores100% (2)
- PGO BR 150 (RexonaVn - Com)Document72 pagesPGO BR 150 (RexonaVn - Com)Bogdan StefanNo ratings yet
- 250cc (RMX250S SJ13A 1989-1996)Document86 pages250cc (RMX250S SJ13A 1989-1996)CarolinaMuñozAvalos100% (1)
- 20 Z900 Model-Information PDFDocument16 pages20 Z900 Model-Information PDFSwam HtetNo ratings yet
- Zafferano Service Manual FINALDocument187 pagesZafferano Service Manual FINALDaniel Trucco100% (2)
- CB 1 - C Vers MXDocument132 pagesCB 1 - C Vers MXPabl OrozkoNo ratings yet
- CF Moto MT650 Engine ManualDocument44 pagesCF Moto MT650 Engine Manual1320 ENFIERRADOSNo ratings yet
- YAMAHA XMAX 300 (2017 - On) Review - MCNDocument17 pagesYAMAHA XMAX 300 (2017 - On) Review - MCNThe PilotNo ratings yet
- Manual Repair Nissan QuestDocument18 pagesManual Repair Nissan QuestALONDRA NATALI GONAZLEZ CANCHENo ratings yet
- Marzocchi 01 Z1 - Dropoff ManualDocument18 pagesMarzocchi 01 Z1 - Dropoff ManualHarry James BoundenNo ratings yet
- Cam Shaft Removal and InstallationDocument9 pagesCam Shaft Removal and InstallationAlexander Dominguez0% (1)
- 11 Crankcase CrankshaftDocument7 pages11 Crankcase CrankshaftSaraNo ratings yet
- Removing EngineDocument11 pagesRemoving EngineValuableManualsNo ratings yet
- Racire Suzuki VL800Document14 pagesRacire Suzuki VL800Crisan SorinNo ratings yet
- Motor6 Suzuki VL800Document10 pagesMotor6 Suzuki VL800Crisan SorinNo ratings yet
- Sasiu1 Suzuki VL800Document15 pagesSasiu1 Suzuki VL800Crisan SorinNo ratings yet
- Sasiu3 Suzuki VL800Document20 pagesSasiu3 Suzuki VL800Crisan SorinNo ratings yet
- Intretinere Suzuki VL800Document23 pagesIntretinere Suzuki VL800Crisan SorinNo ratings yet
- Sasiu2 Suzuki VL800Document20 pagesSasiu2 Suzuki VL800Crisan SorinNo ratings yet
- Motor4 Suzuki VL800Document10 pagesMotor4 Suzuki VL800Crisan SorinNo ratings yet
- Cardan Suzuki VL800Document23 pagesCardan Suzuki VL800Crisan SorinNo ratings yet
- Motor5 Suzuki VL800Document10 pagesMotor5 Suzuki VL800Crisan SorinNo ratings yet
- Motor1 Suzuki VL800Document12 pagesMotor1 Suzuki VL800Crisan SorinNo ratings yet
- Motor2 Suzuki VL800Document10 pagesMotor2 Suzuki VL800Crisan SorinNo ratings yet
- Electric 1 Suzuki VL800Document14 pagesElectric 1 Suzuki VL800Crisan SorinNo ratings yet
- General Suzuki VL800Document15 pagesGeneral Suzuki VL800Crisan SorinNo ratings yet
- Gaz Si Ulei2 Suzuki VL800Document11 pagesGaz Si Ulei2 Suzuki VL800Crisan SorinNo ratings yet
- Emisie Suzuki VL800Document6 pagesEmisie Suzuki VL800Crisan SorinNo ratings yet
- Gaz Si Ulei1 Suzuki VL800Document17 pagesGaz Si Ulei1 Suzuki VL800Crisan SorinNo ratings yet
- Unit 9 - Optical AmplifierDocument55 pagesUnit 9 - Optical Amplifiervidyasawant2012No ratings yet
- Concept Note For Wind ParkDocument7 pagesConcept Note For Wind ParkArun MehtaNo ratings yet
- HexaneDocument3 pagesHexaneIan RidzuanNo ratings yet
- DCVDocument35 pagesDCVTanoj Patro100% (1)
- Vietnamese Olympiad English exam passageDocument6 pagesVietnamese Olympiad English exam passageLê Thanh ThảoNo ratings yet
- Background Study: SCBA) Shown in Figure 2Document11 pagesBackground Study: SCBA) Shown in Figure 2Miza AneesaNo ratings yet
- Tk09 Report Assignment 4Document112 pagesTk09 Report Assignment 4Bella Novia BerlianaNo ratings yet
- Fcu Pressure Drop PDFDocument18 pagesFcu Pressure Drop PDFvishalNo ratings yet
- TeraWulf's Nuclear Bitcoin Plant Is Just One Piece of The Green Mining Puzzle - DecryptDocument16 pagesTeraWulf's Nuclear Bitcoin Plant Is Just One Piece of The Green Mining Puzzle - DecryptpipeNo ratings yet
- 0620 s14 QP 11Document5 pages0620 s14 QP 11Kevin DanyNo ratings yet
- Technical Specification TREO CF I48CA1Document1 pageTechnical Specification TREO CF I48CA1Razvan CorciuNo ratings yet
- B S T Year 5Document9 pagesB S T Year 5INCREASE & ABUNDANT SCHOOLSNo ratings yet
- Learn petroleum technology with IPIMSDocument4 pagesLearn petroleum technology with IPIMSphantom_archerNo ratings yet
- UNIVERSITY QUIZDocument4 pagesUNIVERSITY QUIZJericko Lian Del RosarioNo ratings yet
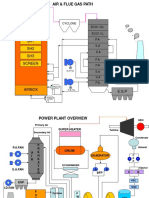
- Air & Flue Gas Path CFBCDocument2 pagesAir & Flue Gas Path CFBCJAY PARIKHNo ratings yet
- Kumera Helical and Bevel Gear Units PDFDocument136 pagesKumera Helical and Bevel Gear Units PDFanto starlinNo ratings yet
- Na-S BatteryDocument12 pagesNa-S Batterymeseret simachewNo ratings yet
- Cold Light Up Operational ChecklistDocument10 pagesCold Light Up Operational ChecklistIEPL BELANo ratings yet
- 3 Goshu 3Document18 pages3 Goshu 3nega cheruNo ratings yet
- Apd NG150Document5 pagesApd NG150Magaly PeraltaNo ratings yet
- DC Generator: Construction and WorkingDocument7 pagesDC Generator: Construction and WorkingGlen Howell PanesNo ratings yet
- Aeroshell Ascender: Performance, Features & Benefits Main ApplicationsDocument3 pagesAeroshell Ascender: Performance, Features & Benefits Main ApplicationsRicardo LacskoNo ratings yet
- AZ E-Lite LED Lighting CatalogDocument2 pagesAZ E-Lite LED Lighting CatalogsujiNo ratings yet
- SPE 69708 Experiences Using An ESP Application On Heavy-Oil Cold-Production Automation in Eastern Venezuela FieldsDocument3 pagesSPE 69708 Experiences Using An ESP Application On Heavy-Oil Cold-Production Automation in Eastern Venezuela FieldsM.No ratings yet