International Journal for Research in Applied Science & Engineering Technology (IJRASET)
ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887
Volume 7 Issue I, Jan 2019- Available at www.ijraset.com
Bioethanol Produced from Dovyalis Caffra (Kei-
apple) by Fermentation with Yeast (Saccharomyces
Cerevisiae) – Characterization, Mass & Energy
Balance
M. A. Azaz Ahmed1, Ambedkar Yedira2 Wondalem Misganaw3
1, 2, 3
Department of Chemical Engineering, College of Engineering, Defence University, Ethiopia
Abstract: Bioethanol was produced from Dovyalis Caffra (Kei-apple) which is available in abundance in Ethiopia by using
Saccharomyces Cerevisiae, baker’s yeast in a batch reactor. Fermentation conditions such as temperature, pH and time were
optimized by carrying out experiments at different combinations of conditions. A maximum yield of 5.17%v/v of bioethanol was
produced at 32oC and a pH of 5.5 after five days fermentation. Variation of effect of temperature, pH and fermentation time in
days was also studied. Material balances were carried out as they are fundamental to the control of processing, particularly in
the control of yields of the products. Energy balances carried out to determine the energy requirements of the process, the
heating, cooling and power required.
Keywords: Dovyalis Caffra; Saccharomyces Cerevisiae; Bioethanol; Material balance; Energy balance
I. INTRODUCTION
A global attention in preventing greenhouse gases, emanating from fossil fuels, by utilizing biofuels, particularly bioethanol which
is a clean burning high octane fuel, produced from fermentation aided by advanced biotechnology processes [1, 2, 3, 4]. One such
process is fermentation of Kei-apple which is abundantly available in Ethiopia by Saccharomyces Cerevisiae, baker’s yeast [5, 6, 7].
Upscaling of this process of bioethanol produced from the natural resources reduces dependency of many developing countries like
Ethiopia on fossil fuel imports thus by saving precious foreign exchange.
The clean burning properties of the ethanol produced will be enhanced by blending it with gasoline and the resulting blend known as
gasohol, generally contains 10% ethanol and 90% gasoline (E10) [8, 9,10]. Since ethanol is high octane fuel compared to gasoline
and also contains high amount of oxygen (35% by weight) makes the resulting gasohol a clean burning fuel [11]. There are also
several automobiles which run on E85 designated gasohol (85% ethanol and 15% gasoline). Gasoline blended with ethanol can also
withstand lower temperatures as it is water free alcohol makes it suitable fuel in colder countries.
An estimated growing rate of fuel usage is 10% every year. On an average Ethiopia uses diesel 80,000 cu. M (8 million liter),
benzene (gasoline) 1,600cu.m (1.6 million liter), jet fuel 2,500cu.m (2.5 million liter). As per the Ethiopian Petroleum Supply
Enterprise (EPSE), Ethiopia would require 2,780,000 metric tons of gasoil, 840,000 metric tons of jet fuel, 494,000 metric tons of
gasoline and 83,000 metric tons of fuel oil in 2019. The country’s total fuel demand in 2019 is estimated at 4,197,000 metric tons
valued at 2.8-3 billion dollars [12].
Ethiopia with a large farm sector, adequate climate and soil conditions allow for both sustainable forestry and agricultural
development to satisfy food demand and the sustainable production of renewable biofuels. Large amounts of Kei-apple that are
produced by these sectors are given added value as feedstock when using cellulosic ethanol production systems.
The reason Kei-apple being used as feedstock in this study is its abundant availability and which is not being used as food. Hence it
will not compete with food consumption and will not require any cultivation land as it grows naturally in wastelands.
Ethanol can be produced from bio-materials in various ways characterized by common steps: hydrolysis of cellulose and
hemicellulose to monomeric sugars, fermentation and product recovery. The main differences lie in the hydrolysis phase, which can
be performed by dilute acid, concentrated acid or enzymatically [13]. In the present work, acid hydrolysis technique has been
considered due to that acids can penetrate lignin without any preliminary pretreatment of biomass, thus breaking down the cellulose
and hemicellulose polymers to form individual sugar molecules. Several types of acids, concentrated or diluted, can be used, such as
sulphurous, sulphuric, hydrocloric, hydrofluoric, phosphoric, nitric and formic acid [14]. Sulphuric and hydrochloric acids are the
most commonly used catalysts for hydrolysis of lignocellulosic biomass [13].
©IJRASET: All Rights are Reserved 222
International Journal for Research in Applied Science & Engineering Technology (IJRASET)
ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887
Volume 7 Issue I, Jan 2019- Available at www.ijraset.com
II. MATERIALS AND METHODS
All chemicals used were from reputed brands and used as such without further purification. Double distilled water was used
throughout the process.
A. Sample Preparation
The raw material (Kei-apple) was collected from Bishoftu town hall area. Sample preparation process included, manual size
reduction (Knife cutting) and grinding after the samples were collected.
B. Chemical Pretreatment
The sample of Kei-apple fruit was washed with 5 % (w/v) potassium permanganate and rinsed with distilled water.
Fig. 1 Collected Kei-apple
Fig. 2 Kei-apple after pretreatment
C. Acid Hydrolysis
The cellulose molecules found in Kei-apple fruit, which are composed of long chains, needed to be broken down to simple sugars,
before it’s fermentation for alcohol production. Though there are many types of hydrolysis, dilute acid hydrolysis was used as it is
an easy and productive process. Diluted sulfuric acid (0.1 %) was added to the non-soluble components and soaked for 24 Hrs. The
o
resulting sample of was then hydrolyzed at a temperature of 110 C for 15 min followed by neutralization with 2 M (% w/v) NaoH
until the pH has become around 7.
D. Media Preparation
A 125 ml of media was prepared by taking 13 g of Saccharomyces cerevisiae (yeast), 63 g of sucrose and 1.25 g of urea and make
up distilled water was added in a 500 ml conical flask. The conical flasks were properly covered with aluminum foils.
©IJRASET: All Rights are Reserved 223
International Journal for Research in Applied Science & Engineering Technology (IJRASET)
ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887
Volume 7 Issue I, Jan 2019- Available at www.ijraset.com
©IJRASET: All Rights are Reserved 224
International Journal for Research in Applied Science & Engineering Technology (IJRASET)
ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887
Volume 7 Issue I, Jan 2019- Available at www.ijraset.com
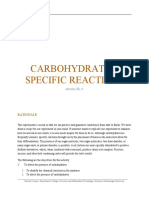
B. Effect of temperature
To investigate the effect of temperature on fermentation and amount of bioethanol produced, experiments carried out at different
temperatures, viz. 25, 28, 32, 35oC at pH 5.50 for 5 days in a thermostatically controlled water baths gave a maximum yield of
bioethanol of 5.17% at 32oC. Yeast will optimally grow temperature in between 30 and 37oC [16]. The results were presented in
Table-I and Fig. 5. Above 32oC, the fermentation process was suddenly suppressed. At higher ethanol accumulation, the optimum
temperature range becomes narrower. There is also more sensitivity of yeast towards lactic acid and acetic acid at higher
temperatures which causes the decrease in ethanol production [17].
TABLE I
Effect of Temperature on Fermentation to Produce Bioethanol at pH 5.50 for 5 Days
Temperature Concentration of
(ºC) bioethanol (% v/v)
25 3.08
28 4.77
32 5.17
35 1.61
5.5
5.17
5.0 4.77
4.5
4.0
% Bioethanol
3.5
3.0
3.08
2.5
2.0
1.61
1.5
24 26 28 30 32 34 36
o
Temperature ( C)
Fig. 5 Effect of temperature on fermentation to produce bioethanol at pH 5.50 for 5 days
C. Variation of specific gravity with number of days of fermentation at different temperatures
The steady decrease in specific gravity with progress of fermentation indicates an increase in ethanol production up to 5 days period
and after that it achieved almost a constant value. The experiments carried out at four different temperatures viz., 25, 28, 32 and
35oC indicated the similar phenomenon (results were presented in Table-II and Fig. 6).
©IJRASET: All Rights are Reserved 225
International Journal for Research in Applied Science & Engineering Technology (IJRASET)
ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887
Volume 7 Issue I, Jan 2019- Available at www.ijraset.com
TABLE II
Variation of Specific Gravity with days of fermentation at different temperatures
Specific Number of days of fermentation
Gravity at 1 2 3 4 5 6 7
o
25 C 0.99995 0.99810 0.99722 0.99477 0.99245 0.99243 0.99241
28oC 0.99991 0.99900 0.99756 0.99261 0.98829 0.98822 0.98820
32oC 0.99986 0.99825 0.99685 0.99198 0.98782 0.98779 0.98777
35oC 0.99977 0.99897 0.99822 0.99793 0.99688 0.99687 0.99687
1.001 o
Sp. Gr.(25 C)
o
1.000 Sp. Gr.(28 C)
o
0.999 Sp. Gr.(32 C)
o
Sp. Gr.(35 C)
0.998
0.997
0.996
Specific Gravity
0.995
0.994
0.993
0.992
0.991
0.990
0.989
0.988
0.987
1 2 3 4 5 6 7
No. of days of fermentation
Fig. 6 Variation of specific gravity with number of days of fermentation at different temperatures
D. Variation of pH of the fermentation medium with the progress of the fermentation
Results (Table-III and Fig.7) showed that as the fermentation period increases pH of the medium decreases steadily which can be
attributed to the formation of acidic compounds due to microorganism activity in the medium [18]. It has been proved that during
the fermentation process acids like acetic, lactic and pyruvic will be formed [19]. Rate of decrease in pH also increases with increase
in temperature (25 to 35oC). Yeast survives in a slightly acidic environment with pH ranges from 4 to 6.
TABLE III
Variation of pH with period of fermentation at different temperatures
Number of days of fermentation
pH at
1 2 3 4 5 6 7
25oC 5.58 5.54 5.49 5.44 5.37 5.02 4.90
28oC 5.54 5.49 5.42 5.34 5.23 4.93 4.78
32oC 5.52 5.46 5.40 5.30 5.17 4.84 4.68
35oC 5.51 5.44 5.35 5.22 4.98 4.72 4.58
©IJRASET: All Rights are Reserved 226
International Journal for Research in Applied Science & Engineering Technology (IJRASET)
ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887
Volume 7 Issue I, Jan 2019- Available at www.ijraset.com
5 .6 o
at 25 C
o
5 .5 at 28 C
o
at 32 C
5 .4 o
at 35 C
5 .3
5 .2
5 .1
pH 5 .0
4 .9
4 .8
4 .7
4 .6
4 .5
1 2 3 4 5 6 7
N o . o f d a y s o f fe r m e n t a tio n
Fig. 7 Variation of pH with progress of fermentation at different temperatures
E. Material Balance
Basis: one day
Production: the plant has the total capacity of ethanol is 5200 L/day of 95% of ethanol.
Amount of pure ethanol in 5200 L ethanol is, 95% of 5200 L = 4940 L
Density of pure ethanol at 20ºC = 0.789 kg/L
So, mass of ethanol at that temperature = density×volume
= 0.789 / ×4940L
= 3897.66 kg
This is 95% of the total distillate; therefore amount of distillate is,
D = mass of water + mass of ethanol.
Where; mass of water = density of water×volume of water
Mass of water = 1 / ×(5%×5200L)
= 260 kg
Hence, D = 260 kg + 3897.66 kg
= 4,157.66 kg
Changing 95% v/v to w/w,
% /
.
% =
%
.
= 0.9601
= 96 % w/w
Doing likewise to the feed composition of 7.8 % v/v
.
.
We have; . . = 0.096839
.
= 9.7 % w/w
F. Material Balance On Distillation
Since the bottom product of most distillery contains always negligible amount of ethanol, we assume 0.07 % w/w ethanol in the
bottom product.
(9.7% w/w of ethanol) Distillation Process 4157.525 kg (96% w/w of ethanol)
F D
W=?
©IJRASET: All Rights are Reserved 227
International Journal for Research in Applied Science & Engineering Technology (IJRASET)
ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887
Volume 7 Issue I, Jan 2019- Available at www.ijraset.com
Applying over all material balance around the distillation column we have,
F = D+W
D = F –W
F-W = 4157.525 kg … … … … … … … … (1)
Where D = distillate
F = feed
W = water
Calculate the composition of feed, distillate and water respectively,
.
XF = . .
= 0.04
XD =
= 0.9
.
XW = . .
= 0.00027
Applying material balance on ethanol for the above distillation column and lettering mf, md and mw be mass of ethanol in feed,
distillate and water (bottom) respectively.
F × XF = D × XD + W × XW
F × XF – W × XW = D × XD
0.097F = (4157.66×0.96) + 0.007W … … … … … … … … … (2)
Solving equation (1) and (2) simultaneously we have,
W = 39867.34 kg
F = 44024.865 kg
D = 4157.525 kg
G. Mass Balance On Fermenter
The reaction in the fermenter is
hydrolysis
C 12 H22O11 + H2 O C 6H12 O6 + C6 H12 O6
Sucrose Glucose Fructose
yeast
C 6H 12O6 2CO2 + 2C2 H5 OH ( H = -31.2 kcal)
180 g/mol 92 g/mol
Accounting for ethanol loss in distillation column bottom product to be 10% of total, therefore, mass of pure ethanol out of
fermenter is
.
= .
= 4619.47
If 92 g/mol of pure ethanol requires 180 g/mol of glucose, producing 4619.47 kg pure ethanol will require,
× .
= 9038.09 kg of glucose.
Assuming 94%conversion of glucose, actual glucose required is,
.
.
= 9614.99 kg of glucose
From the reaction of 180 g/mol glucose, we get 88 g/mol of CO2
9614.99 kg of glucose will give,
× .
©IJRASET: All Rights are Reserved 228
International Journal for Research in Applied Science & Engineering Technology (IJRASET)
ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887
Volume 7 Issue I, Jan 2019- Available at www.ijraset.com
= 4700.66 CO2
T = 63718.05 kg Distillation Process P = 59017.39 kg
M CO2 = 4700 kg
T = P + M CO2
Where T = Total sample in the fermenter
M CO2
= mass of CO2
P = fermented sample
T = 4700.66 kg of CO2 + P
63718.03 = 4700.66 kg + P
P = 59017.39 kg
H. Energy Balance
Energy balance on fermenter
63718.05 kg Distillation Process 59017.39 kg
25oC 32 oC
4700.66 kg of CO 2
Fermentation is an exothermic reaction heat will be generated inside the fermenter and the outlet temperature is 32oC.
Inlet temperature is 25oC.
From the reaction,
yeast
C6H12O6 2CO2 + 2C2H5OH ( H = -31.2 kcal)
180 g/mol 92 g/mol
To produce 92 kg of ethanol 31.2 kcal heat is released.
How about producing 4619.47 kg ethanol
. × .
= 1566.61 kcal is realesed
Cooling water must be required to keep temperature in the fermenter from not rising above
35o so that the yeast is not killed.
Heat balance becomes,
Heat taken by water per day = heat liberated by fermenter per day
QW = QF =1566.6115kcal
= Mw Cpw ΔTw
Fermenter temperature should be maintained below 35oC is for cooling temperature.
Mass of water to remove that much heat is
= MW × 0.9989 (32℃ −25℃)
= 1566.61 kcal (because CpW at 25℃ = 0.9989 kcal/kgºC)
MW = 224.046 kg
©IJRASET: All Rights are Reserved 229
International Journal for Research in Applied Science & Engineering Technology (IJRASET)
ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887
Volume 7 Issue I, Jan 2019- Available at www.ijraset.com
I. Energy Balance On Distillation Column
Cp of water = 1.0029 kcal/kgºC
VBCp of ethanol = 0.623 kcal/ kgºC
Cp of feed = Xw Cpw + Xe Cpe = ((1-0.097)×1.0029 + (0.097×0.623))
= 0.966 kcal/kgºC
Cp of distillate = Xw Cpw+ Xe Cpe
= ((1- 0.96)×1.0029+ (0.96×0.623))
= 0.6381 kcal/kgºC
Cp of bottom product = Xw Cpw + Xe Cpe
= ((1-0.0007)×1.0029 + (0.0007×0.623))
= 1.0026 kcal/kg℃
Reference temperature =25oC = 298oK
Heat output by distillate= md Cpd ΔTd + mdHd
= ((41577.525×0.96)(85℃-25℃)×0.6381+(0.96×4157.525×204.26)+(1-0.96)×4157.525×540)
ΔHd = 11.2456× 10 kcal
Heat input due to feed = Mf Cpf ΔTf
= 47038.69 × 0.966 × (91.57-25)
Where 91.57 is bubble point temperature of feed
ΔHf = 30.24899× 10 kcal.
Heat output to bottom product = Mb Cpb ΔTb
= 42641.169×1.0026×(90℃-25℃)
ΔHb = 27.77888× 10 kcal.
Heat inlet due to f eed (f ) Distillation Process Heat out let due to distillate (d)
Heat out let due to bottom (b)
So, the total heat input to the distillation column
= ΔHb + ΔHd – ΔHf
= ((27.77888+11.05476) – 30.248) =8.5847× 10 kcal
IV. CONCLUSIONS
The main objective of this study was to determine optimal anaerobic fermentation conditions for bioethanol production from
Dovyalis Caffra (kei-apple) using yeast in a batch reactor through experimental approach. The following conclusions were drawn
from the study:
1) A maximum amount of bioethanol, 5.17 %v/v was obtained at optimum conditions, 32oC and 5.5 pH.
2) Variation of bioethanol production with change in temperature was carried out and found that 32oC as optimum temperature
3) A study of variation of specific gravity with progress of fermentation at different temperatures revealed a steady decrease in
specific gravity with progress of fermentation
4) A study of variation of pH with progress of fermentation concluded that a steady decrease in pH as fermentation progresses.
5) Material balances were carried out as they are fundamental to the control of processing, particularly in the control of yields of
the products.
6) Energy balances carried out to determine the energy requirements of the process, the heating, cooling and power required.
V. ACKNOWLEDGEMENT
Researchers would like to thank the department of Chemical Engineering, Defence College of Engineering, Ethiopia for providing
necessary financial as well as laboratory support to carry out the research work.
©IJRASET: All Rights are Reserved 230
International Journal for Research in Applied Science & Engineering Technology (IJRASET)
ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887
Volume 7 Issue I, Jan 2019- Available at www.ijraset.com
REFERENCES
[1] B. Boboye and I. Dayo-Owoyemi, (2009). Comparative Evaluation of the Sensory Properties of Doughs Fermented with Yeasts Isolated from Orange.
Biotechnology, 8: 389-392.
[2] P.C. Badger, (2002). Ethanol from Cellulose: A General Review. Trends in New Crops and New Uses, 17-21.
[3] A. Demirbas, (2005). Ethanol from Cellulosic Biomass Resources. International Journal of Green Energy 1(1):79-87.
[4] C.N. Ibeto, A.U. Ofoefule, and Agbo KE (2011). A global overview of biomass potentials for bioethanol production: a renewable alternative fuel.Trends Appl
Sci Res 6:410–425.
[5] N. Nadir, M. Mel, M.I.A. Karim and R.M. Yunus, (2009). Comparison of sweet sorghum and cassava for ethanol production by using Saccharomyces
cerevisiae. J. Applied Sci., 9: 3068-3073
[6] https://hort.purdue.edu/newcrop/morton/kei_apple_ars.htm
[7] https://www.fruitsinfo.com/kei-apple.php
[8] J. Janick and P.C. Badger, (2002). Ethanol from Cellulose ASHS Press,
[9] M. Z. Alexandria Jacobson, (2009). Effects of biofuels vs. other new vehicle technologies on air pollution, global warming, land use and water.
[10] K.R. Jegannathan, E.S. Chan and P. Ravindra, (2011). Biotechnology in biofuels-A cleaner technology. J. Applied Sci., 11: 2421-2425.
[11] S. Prasad et al., (2007). Ethanol as an alternative fuel from agricultural, industrial and urban residues. Resources Conservation and Recycling 50: 1-39.
[12] Kaleyesus Bekele, Petroleum Enterprise eyes Assab port for fuel import, The Reporter, Ethiopia Sept. 15, 2018.
[13] P. Lenihan, A. Orozco, E. O’Neil, M.N.M. Ahmad, D.W. Rooney and G.M. Walker, (2010). Dilute acid hydrolysis of lignocellulosic biomass. Chemical
Engineering Journal, Vol. 156, No.2, (January, 2010), pp. 395-403.
[14] M. Galbe, G. Zacchi, (2002). A review of the production of ethanol from softwood. Applied Microbiology and Biotechnology Vol.59, No.6, (July, 2002), pp.
618-628
[15] S. J. Geirwyr. (1995). Analytical chemistry of food. Chapman and hall, Glasgow.
[16] E. Slavikova, R. Vadketrova (2003). The diversity of yeast in agricultural soil. J. Basic Microbiol. 43(5):430-436.
[17] http://www.lallemandbds.com/wpcontent/uploads/2013/06/LBDSMascoma_Thermostability Document.pdf
[18] R.M. Judoamidjojo, E.G. Said dan and L. Hartono. 1989. Biokonversi. Bogor: Departemen Pendidikan dan Kebudayaan Direktorat Jenderal Pendidikan Tinggi,
Pusat Antar Universitas Bioteknologi Institut Pertanian Bogor.
[19] G. Reed and H.J. dan Peepler. 1973. Yeast Technologi:, The AVI Publishing Co., Inc., New York.
©IJRASET: All Rights are Reserved 231
You might also like
- The Production of Fuel-Grade Bioethanol From Cassava Starch: A Conceptual Process DesignDocument13 pagesThe Production of Fuel-Grade Bioethanol From Cassava Starch: A Conceptual Process DesignPutu Yoga100% (1)
- Simulation of A Bioavtur Production ProcessDocument7 pagesSimulation of A Bioavtur Production ProcessZata AmaliaNo ratings yet
- Bioethanol Production From Corn Stover Using Saccharomyces CerevisiaeDocument5 pagesBioethanol Production From Corn Stover Using Saccharomyces CerevisiaeNikhil wadicharNo ratings yet
- 1 s2.0 S0926669023002674 MainDocument11 pages1 s2.0 S0926669023002674 MainOmar KHELILNo ratings yet
- 1 s2.0 S2589014X21003133 MainDocument13 pages1 s2.0 S2589014X21003133 MainFelipe RojasNo ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNo ratings yet
- Svetlana Nikolic, Ljiljana Mojovic, Marica Rakin, Dušanka PejinDocument6 pagesSvetlana Nikolic, Ljiljana Mojovic, Marica Rakin, Dušanka PejinGuluh Fauziah MarintikaNo ratings yet
- PR425 Final Project ReportDocument102 pagesPR425 Final Project ReportMustafa Abbas MustafaNo ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 1: Biofeedstocks and Their ProcessingFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 1: Biofeedstocks and Their ProcessingLalit Kumar SinghNo ratings yet
- Treatment of Dairy Waste Water Using Adsorbents From Solid WasteDocument7 pagesTreatment of Dairy Waste Water Using Adsorbents From Solid WasteIJRASETPublicationsNo ratings yet
- Conversion of Waste Cooking Oil Into Biodiesel Using Heterogenous Catalyst Derived From Cork BiocharDocument24 pagesConversion of Waste Cooking Oil Into Biodiesel Using Heterogenous Catalyst Derived From Cork BiocharByron Cajamarca0% (1)
- The Separation of Phenolic Compounds From Bio-Oil Produced From Pyrolysis of CorncobsDocument9 pagesThe Separation of Phenolic Compounds From Bio-Oil Produced From Pyrolysis of CorncobsBundanufa CiciNo ratings yet
- 1 s2.0 S0959652622029262 MainDocument9 pages1 s2.0 S0959652622029262 MainBernard SNo ratings yet
- Hydroprocessing of Palm Oil Using Rh/HZSM-5 For The Production of Biojet Fuel in A Fixed Bed ReactorDocument12 pagesHydroprocessing of Palm Oil Using Rh/HZSM-5 For The Production of Biojet Fuel in A Fixed Bed ReactorNguyễn Văn MinhNo ratings yet
- Effect of Pre-Treatment On The Anaerobic Co-Digestion of Rice Straw and Vegetable Waste For Biogas ProductionDocument8 pagesEffect of Pre-Treatment On The Anaerobic Co-Digestion of Rice Straw and Vegetable Waste For Biogas ProductionAndrewNo ratings yet
- Avec Chrysophyllum 2022Document11 pagesAvec Chrysophyllum 2022NONVIHO GuévaraNo ratings yet
- PRO/II Simulation of Bioethanol Production: What's InsideDocument12 pagesPRO/II Simulation of Bioethanol Production: What's InsidezniperxNo ratings yet
- Biodiesel Production From Low FFA Waste Cooking Oil Using PDFDocument7 pagesBiodiesel Production From Low FFA Waste Cooking Oil Using PDFZata AmaliaNo ratings yet
- 1 s2.0 S0016236122028460 MainDocument14 pages1 s2.0 S0016236122028460 MainBernard SNo ratings yet
- Carvalho 2017Document9 pagesCarvalho 2017Valentina Vargas VargasNo ratings yet
- Energy Reports: Reem Shomal, Hiyam Hisham, Amal Mlhem, Rawan Hassan, Sulaiman Al-ZuhairDocument4 pagesEnergy Reports: Reem Shomal, Hiyam Hisham, Amal Mlhem, Rawan Hassan, Sulaiman Al-ZuhairHiyam HishamNo ratings yet
- Ijesrt: A Review of Production of Ethanol From CornDocument8 pagesIjesrt: A Review of Production of Ethanol From CornShaira DumasNo ratings yet
- Ethanol Production Research PapersDocument8 pagesEthanol Production Research Papersiigheacnd100% (1)
- Bio EthanolproductionfromsugarcaneDocument10 pagesBio EthanolproductionfromsugarcaneMohammad Zohaib AkhterNo ratings yet
- Biogas Plant: Biogas Digester Design, Gas Production and PurificationFrom EverandBiogas Plant: Biogas Digester Design, Gas Production and PurificationNo ratings yet
- Techno-Economic Comparison of Three Biodiesel Production Scenarios Enhanced by Glycerol Supercritical Water Reforming ProcessDocument18 pagesTechno-Economic Comparison of Three Biodiesel Production Scenarios Enhanced by Glycerol Supercritical Water Reforming ProcessfikaNo ratings yet
- 1 s2.0 S0016236111006739 MainDocument8 pages1 s2.0 S0016236111006739 MainVVG LabNo ratings yet
- Bio-Gasoline From Catalytic Hydrocracking Reaction of Waste Cooking Oil Using Bayah Natural ZeoliteDocument9 pagesBio-Gasoline From Catalytic Hydrocracking Reaction of Waste Cooking Oil Using Bayah Natural Zeoliterobbyangga48No ratings yet
- Qi 2020Document9 pagesQi 2020megha.ranglani1304No ratings yet
- 951-Article Text-2783-1-10-20221231Document6 pages951-Article Text-2783-1-10-20221231MohamedTaherNo ratings yet
- Zhao 2018 IOP Conf. Ser.: Earth Environ. Sci. 113 012176Document6 pagesZhao 2018 IOP Conf. Ser.: Earth Environ. Sci. 113 012176Shierly ShafrillaNo ratings yet
- Design of EthylbenzeneDocument5 pagesDesign of Ethylbenzenesahar vahdatifarNo ratings yet
- Enzyme and Microbial TechnologyDocument5 pagesEnzyme and Microbial Technologycali89No ratings yet
- Simulation Study For Economic Analysis of Biogas Production From Agricultural BiomassDocument11 pagesSimulation Study For Economic Analysis of Biogas Production From Agricultural BiomassanirudhNo ratings yet
- Production of Bio-Hydrogen From Banana Waste by Using Anaerobic FermentationDocument6 pagesProduction of Bio-Hydrogen From Banana Waste by Using Anaerobic FermentationIJRASETPublicationsNo ratings yet
- Aspen HYSYS Simulation For Biodiesel Production FRDocument7 pagesAspen HYSYS Simulation For Biodiesel Production FRعزالدين حسنNo ratings yet
- Producing Biodiesel From Neem Oil Using A Two-Step Transesterification ProcessDocument8 pagesProducing Biodiesel From Neem Oil Using A Two-Step Transesterification ProcessIJRASETPublicationsNo ratings yet
- Vandermerwe 2013Document8 pagesVandermerwe 2013Jordan Masyuber Cevallos MendozaNo ratings yet
- Biobutanol Production From Rice HuskDocument7 pagesBiobutanol Production From Rice HuskIJRASETPublicationsNo ratings yet
- Biodiesel Production From Waste Cooking Oil ThesisDocument6 pagesBiodiesel Production From Waste Cooking Oil Thesisdnqjxbz2No ratings yet
- Ajala Et Al. (2021)Document17 pagesAjala Et Al. (2021)Alhassan I MohammedNo ratings yet
- 1 s2.0 S1877705816309894 MainDocument6 pages1 s2.0 S1877705816309894 MainJagathisswary SateeNo ratings yet
- Design of Ethylene Glycol Plant AND OptimizationDocument11 pagesDesign of Ethylene Glycol Plant AND OptimizationIlyas PashaNo ratings yet
- Bio Oil PDF RefernceDocument8 pagesBio Oil PDF RefernceMarvin Hervias CasiboNo ratings yet
- 7-Ijser (2017)Document6 pages7-Ijser (2017)ramachandran KNo ratings yet
- Geothermal Sludge-Derived Calcined Sodium Silicate As Heterogeneous Catalyst For Biodiesel Production From Waste Cooking OilDocument3 pagesGeothermal Sludge-Derived Calcined Sodium Silicate As Heterogeneous Catalyst For Biodiesel Production From Waste Cooking OilReza Hendy DjoerkaeffNo ratings yet
- Kothari 2017Document26 pagesKothari 2017Alejandro Duvan Lopez RojasNo ratings yet
- Optimizing Bioethanol Production Through Separated Hydrolysis Fermentation of Rubber-Cassava (Manihot Glaziovii) Starch With K+ and Mg2+ Mineral Ion SupplementsDocument7 pagesOptimizing Bioethanol Production Through Separated Hydrolysis Fermentation of Rubber-Cassava (Manihot Glaziovii) Starch With K+ and Mg2+ Mineral Ion SupplementsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Production of Biodiesel From Corn Oil and Ethanol by Homogeneous Alkali Catalyzed TransesterificationDocument47 pagesProduction of Biodiesel From Corn Oil and Ethanol by Homogeneous Alkali Catalyzed TransesterificationAhmad InterestaNo ratings yet
- Recuperación y Caracterización de Etanol Celulósico A Partir de La Fermentación de Bagazo de Caña de AzúcarDocument9 pagesRecuperación y Caracterización de Etanol Celulósico A Partir de La Fermentación de Bagazo de Caña de AzúcarFabian VelasquezNo ratings yet
- 2013 Scottetal Biotechnol Biofuels 6171Document17 pages2013 Scottetal Biotechnol Biofuels 6171Martha AlbaNo ratings yet
- Guerrero2018 PDFDocument10 pagesGuerrero2018 PDFIzzat ZakwanNo ratings yet
- Citric Acid Assisted Hydrothermal Pretreatment For The Extraction of Pectin and Xylooligosaccharides Production From Cocoa Pod HusksDocument10 pagesCitric Acid Assisted Hydrothermal Pretreatment For The Extraction of Pectin and Xylooligosaccharides Production From Cocoa Pod HusksOmar KHELILNo ratings yet
- Cd4057 Production of Bioethanol From Tapioca StarchDocument25 pagesCd4057 Production of Bioethanol From Tapioca StarchKroya HunNo ratings yet
- 10 1016@j Fuel 2017 07 014Document8 pages10 1016@j Fuel 2017 07 014Hugo VillardiNo ratings yet
- 055 PDFDocument6 pages055 PDFImane ARNo ratings yet
- Biogas ProjectDocument21 pagesBiogas ProjectockiyacliffcNo ratings yet
- Green Heterogeneous Base Catalyst From Ripe and Unripe Plantain Peels Mixture For The Transesterification of Waste Cooking OilDocument11 pagesGreen Heterogeneous Base Catalyst From Ripe and Unripe Plantain Peels Mixture For The Transesterification of Waste Cooking OilAldo IqbalNo ratings yet
- Extraction of Biodiesel From Cotton Seed Oil Final SynopsisDocument24 pagesExtraction of Biodiesel From Cotton Seed Oil Final SynopsisIsha MeshramNo ratings yet
- Development of A Process For The Production of L-Amino-Acids Concentrates From Microalgae by Enzymatic HydrolysisDocument7 pagesDevelopment of A Process For The Production of L-Amino-Acids Concentrates From Microalgae by Enzymatic HydrolysissalakhidNo ratings yet
- IoT-Based Smart Medicine DispenserDocument8 pagesIoT-Based Smart Medicine DispenserIJRASETPublications100% (1)
- 11 V May 2023Document34 pages11 V May 2023IJRASETPublicationsNo ratings yet
- Air Conditioning Heat Load Analysis of A CabinDocument9 pagesAir Conditioning Heat Load Analysis of A CabinIJRASETPublicationsNo ratings yet
- Design and Analysis of Fixed-Segment Carrier at Carbon Thrust BearingDocument10 pagesDesign and Analysis of Fixed-Segment Carrier at Carbon Thrust BearingIJRASETPublicationsNo ratings yet
- Advanced Wireless Multipurpose Mine Detection RobotDocument7 pagesAdvanced Wireless Multipurpose Mine Detection RobotIJRASETPublicationsNo ratings yet
- Skill Verification System Using Blockchain SkillVioDocument6 pagesSkill Verification System Using Blockchain SkillVioIJRASETPublicationsNo ratings yet
- Controlled Hand Gestures Using Python and OpenCVDocument7 pagesControlled Hand Gestures Using Python and OpenCVIJRASETPublicationsNo ratings yet
- Low Cost Scada System For Micro IndustryDocument5 pagesLow Cost Scada System For Micro IndustryIJRASETPublicationsNo ratings yet
- Design and Analysis of Components in Off-Road VehicleDocument23 pagesDesign and Analysis of Components in Off-Road VehicleIJRASETPublicationsNo ratings yet
- TNP Portal Using Web Development and Machine LearningDocument9 pagesTNP Portal Using Web Development and Machine LearningIJRASETPublicationsNo ratings yet
- A Review On Speech Emotion Classification Using Linear Predictive Coding and Neural NetworksDocument5 pagesA Review On Speech Emotion Classification Using Linear Predictive Coding and Neural NetworksIJRASETPublicationsNo ratings yet
- Design and Analysis of Fixed Brake Caliper Using Additive ManufacturingDocument9 pagesDesign and Analysis of Fixed Brake Caliper Using Additive ManufacturingIJRASETPublicationsNo ratings yet
- Real Time Human Body Posture Analysis Using Deep LearningDocument7 pagesReal Time Human Body Posture Analysis Using Deep LearningIJRASETPublications100% (1)
- Credit Card Fraud Detection Using Machine Learning and BlockchainDocument9 pagesCredit Card Fraud Detection Using Machine Learning and BlockchainIJRASETPublications100% (1)
- BIM Data Analysis and Visualization WorkflowDocument7 pagesBIM Data Analysis and Visualization WorkflowIJRASETPublicationsNo ratings yet
- CryptoDrive A Decentralized Car Sharing SystemDocument9 pagesCryptoDrive A Decentralized Car Sharing SystemIJRASETPublications100% (1)
- Comparative in Vivo Study On Quality Analysis On Bisacodyl of Different BrandsDocument17 pagesComparative in Vivo Study On Quality Analysis On Bisacodyl of Different BrandsIJRASETPublicationsNo ratings yet
- A Blockchain and Edge-Computing-Based Secure Framework For Government Tender AllocationDocument10 pagesA Blockchain and Edge-Computing-Based Secure Framework For Government Tender AllocationIJRASETPublicationsNo ratings yet
- An Automatic Driver's Drowsiness Alert SystemDocument7 pagesAn Automatic Driver's Drowsiness Alert SystemIJRASETPublications100% (1)
- Real-Time Video Violence Detection Using CNNDocument7 pagesReal-Time Video Violence Detection Using CNNIJRASETPublicationsNo ratings yet
- Vehicles Exhaust Smoke Detection and Location TrackingDocument8 pagesVehicles Exhaust Smoke Detection and Location TrackingIJRASETPublications100% (1)
- Preparation of Herbal Hair DyeDocument12 pagesPreparation of Herbal Hair DyeIJRASETPublications100% (1)
- Smart Video Surveillance Using YOLO Algorithm and OpenCVDocument8 pagesSmart Video Surveillance Using YOLO Algorithm and OpenCVIJRASETPublications100% (1)
- Experimental Study of Partial Replacement of Cement by Pozzolanic MaterialsDocument9 pagesExperimental Study of Partial Replacement of Cement by Pozzolanic MaterialsIJRASETPublicationsNo ratings yet
- Skin Lesions Detection Using Deep Learning TechniquesDocument5 pagesSkin Lesions Detection Using Deep Learning TechniquesIJRASETPublicationsNo ratings yet
- Achieving Maximum Power Point Tracking With Partial ShadingDocument10 pagesAchieving Maximum Power Point Tracking With Partial ShadingIJRASETPublicationsNo ratings yet
- Structural Design of Underwater Drone Using Brushless DC MotorDocument9 pagesStructural Design of Underwater Drone Using Brushless DC MotorIJRASETPublicationsNo ratings yet
- Design and Development of Cost-Effective 3D-PrinterDocument7 pagesDesign and Development of Cost-Effective 3D-PrinterIJRASETPublicationsNo ratings yet
- Literature Review For Study of Characteristics of Traffic FlowDocument10 pagesLiterature Review For Study of Characteristics of Traffic FlowIJRASETPublicationsNo ratings yet
- Application For Road Accident RescueDocument18 pagesApplication For Road Accident RescueIJRASETPublications100% (1)
- Aircraft Materials BrochureDocument6 pagesAircraft Materials BrochureAdnan ColoNo ratings yet
- Raman SpectrosDocument10 pagesRaman SpectrosSruthiNo ratings yet
- Diffusiophoresis Migration of Colloidal Particles in Gradients of Solute ConcentrationDocument38 pagesDiffusiophoresis Migration of Colloidal Particles in Gradients of Solute ConcentrationPrateek DwivediNo ratings yet
- مستند بلا عنوانDocument4 pagesمستند بلا عنوانHamzah A. LaftaNo ratings yet
- Accepted Manuscript: Trends in Food Science & TechnologyDocument54 pagesAccepted Manuscript: Trends in Food Science & TechnologySara CerdanNo ratings yet
- SilaneCouplingAgents eDocument24 pagesSilaneCouplingAgents eElisabeth Kurnia Bloom100% (1)
- Basics of RadiobiologyDocument61 pagesBasics of RadiobiologyLikhon Amin AponNo ratings yet
- Hydrogen Sulfide Boosts Carbons AppealDocument3 pagesHydrogen Sulfide Boosts Carbons AppealZeina FarhatNo ratings yet
- LHB Coach (Mechnical Features)Document38 pagesLHB Coach (Mechnical Features)gayathri12092002No ratings yet
- Synthesis of 2 - (2,4-Diaminothiazol-5-Oyl) BenzothiazolesDocument4 pagesSynthesis of 2 - (2,4-Diaminothiazol-5-Oyl) BenzothiazolesABBS FEN REJI T. F.No ratings yet
- GEE ElectrodeDocument17 pagesGEE ElectrodeSatyamEngNo ratings yet
- L9 Fastening System PDFDocument6 pagesL9 Fastening System PDFMarcel BaqueNo ratings yet
- Question Paper CodeDocument4 pagesQuestion Paper CodeBalaji ArunNo ratings yet
- Energy Conversion and Management: Oscar P.R. Van Vliet, André P.C. Faaij, Wim C. TurkenburgDocument22 pagesEnergy Conversion and Management: Oscar P.R. Van Vliet, André P.C. Faaij, Wim C. TurkenburgElliNo ratings yet
- Standard Enthalpy of HCLDocument3 pagesStandard Enthalpy of HCLGarvit ChopraNo ratings yet
- Herbert Brown and Edward N. Peters' : Abstract: 80% or (503 000)Document5 pagesHerbert Brown and Edward N. Peters' : Abstract: 80% or (503 000)Liz HansNo ratings yet
- Catalogo Tecnico ING Plattella - UltimateDocument16 pagesCatalogo Tecnico ING Plattella - UltimateVladimirNo ratings yet
- Conducting Cyclic Potentiodynamic Polarization Measurements For Localized Corrosion Susceptibility of Iron-, Nickel-, or Cobalt-Based AlloysDocument5 pagesConducting Cyclic Potentiodynamic Polarization Measurements For Localized Corrosion Susceptibility of Iron-, Nickel-, or Cobalt-Based Alloysjuan ninaNo ratings yet
- Sci3 Q1mod5 Changes in Materials Brenda Quilladas Bgo v1Document25 pagesSci3 Q1mod5 Changes in Materials Brenda Quilladas Bgo v1MArkNo ratings yet
- Pre-IB Chemistry Mid-Term Review List (Nagel)Document3 pagesPre-IB Chemistry Mid-Term Review List (Nagel)Helie100% (1)
- Chemistry Book 2 Chapter - 15 (Common Chemical Industries in Pakisten)Document55 pagesChemistry Book 2 Chapter - 15 (Common Chemical Industries in Pakisten)Rana Hassan TariqNo ratings yet
- Metron Fuel Quality Final PDFDocument67 pagesMetron Fuel Quality Final PDFpersadanusantara100% (1)
- Carbohydrates - Specific ReactionsDocument5 pagesCarbohydrates - Specific ReactionsVanessa ParaisoNo ratings yet
- Remediation Project 1Document26 pagesRemediation Project 1api-508660724No ratings yet
- The Effect of Saba Banana (Musa Acuminata X Balbisiana) Peel Ash and Lime On The Stability of Expansive SoilDocument21 pagesThe Effect of Saba Banana (Musa Acuminata X Balbisiana) Peel Ash and Lime On The Stability of Expansive SoilKimberly Joy TulinNo ratings yet
- Finalreport PDFDocument47 pagesFinalreport PDFNelCamHerNo ratings yet
- Lab Manual 02Document158 pagesLab Manual 02Stephen VivekNo ratings yet
- Chemical Analysis of Red Lead: Standard Test Methods ofDocument4 pagesChemical Analysis of Red Lead: Standard Test Methods ofAmer AmeryNo ratings yet
- Quantum Dot Poster 4Document1 pageQuantum Dot Poster 4api-253695787No ratings yet
- Design 2 MLDDocument9 pagesDesign 2 MLDANIL KUMAR H CNo ratings yet