You might also like
- BR - BRAKE SYSTEM - En.esDocument89 pagesBR - BRAKE SYSTEM - En.es801400No ratings yet
- Nissan X-Trail 2,2 DciDocument3 pagesNissan X-Trail 2,2 Dciwilly nina100% (1)
- Manual de Taller Chevrolet S10 Apache (2000-2008) EspañolDocument3,552 pagesManual de Taller Chevrolet S10 Apache (2000-2008) Españolerik gerkeNo ratings yet
- Hyundai Creta Ficha TecnicaDocument2 pagesHyundai Creta Ficha TecnicaHugo CruzNo ratings yet
- Información de Servicio de Print-ToyotaDocument55 pagesInformación de Servicio de Print-Toyotafrancisca19No ratings yet
- Diagnostico Caja Transferencia Pick Up y ScorpioDocument2 pagesDiagnostico Caja Transferencia Pick Up y ScorpioHector Muñoz SepulvedaNo ratings yet
- ID Del Documento - 4664120Document3 pagesID Del Documento - 4664120will_8321No ratings yet
- 4 Motor PDFDocument5 pages4 Motor PDFCampeon290% (1)
- PDF Electrica IsuzupdfDocument131 pagesPDF Electrica Isuzupdfoscar castañoNo ratings yet
- MR394CLIO1Document734 pagesMR394CLIO1Oliver leal100% (1)
- Teoria y Diagnostico de Sensores (Hiunday) MauDocument48 pagesTeoria y Diagnostico de Sensores (Hiunday) Maualejandro rivera100% (1)
- CatalogoDocument32 pagesCatalogoMauricio CarpioNo ratings yet
- Motor 1.0Document425 pagesMotor 1.0reneNo ratings yet
- Mua A 026 - PH5D20KM10Document2 pagesMua A 026 - PH5D20KM10ericNo ratings yet
- SEDOMADocument4 pagesSEDOMAPatricio Valencia100% (1)
- PDF Mazda bt50 DLDocument5 pagesPDF Mazda bt50 DLRonald FerminNo ratings yet
- Nissan td42 GasolinaDocument1 pageNissan td42 GasolinaJeifred Espitia AraujoNo ratings yet
- Neon 99Document1,312 pagesNeon 99Damian ColmanNo ratings yet
- Pares AprieteDocument2 pagesPares AprietePablo ZagiaNo ratings yet
- Freelander Manual ConductorDocument26 pagesFreelander Manual ConductorJuan Carlos CancioNo ratings yet
- Grand Vitara (JB Series) 05-15 Mt-Se Org Editado 650-719Document72 pagesGrand Vitara (JB Series) 05-15 Mt-Se Org Editado 650-719silvioNo ratings yet
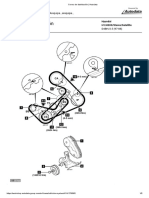
- Correa de Distribución - AutodataDocument5 pagesCorrea de Distribución - AutodataCarlos alberto Manrique ccopaNo ratings yet
- UG MitsubishiMonteroLTD 2017Document100 pagesUG MitsubishiMonteroLTD 2017Jaiver GomezNo ratings yet
- Sistema de Lubricacion Del Toyota 3sz-Fe PDFDocument19 pagesSistema de Lubricacion Del Toyota 3sz-Fe PDFKevin DanielNo ratings yet
- Edoc - Pub Hyundai G4fa 14l 16vDocument4 pagesEdoc - Pub Hyundai G4fa 14l 16vJacob Axl CRNo ratings yet
- Pruebas VehicularesDocument69 pagesPruebas Vehicularesed quiroNo ratings yet
- Nissan CD 17 PDFDocument5 pagesNissan CD 17 PDFJunior Alache67% (3)
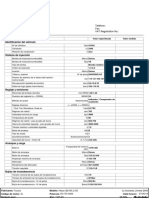
- Teléfono: Fax: VAT Registration No.:: Fabricante: Modelo: Año: Matrícula: Kilometraje: Número de Trabajo: FechaDocument4 pagesTeléfono: Fax: VAT Registration No.:: Fabricante: Modelo: Año: Matrícula: Kilometraje: Número de Trabajo: FechaChristian Hernandez100% (1)
- 05 AirbagDocument34 pages05 AirbagarfecaNo ratings yet
- Chevrolet Spin 2017Document2 pagesChevrolet Spin 2017Widmer Gutierrez CuellarNo ratings yet
- NKR 612e4 Chile PDFDocument2 pagesNKR 612e4 Chile PDFdionymackNo ratings yet
- K7M CorreaDocument6 pagesK7M CorreaFabian Arias100% (1)
- Ssangyong Actyon ManualDocument291 pagesSsangyong Actyon ManualAntonio Galaico EA1DBXNo ratings yet
- Control en La Inyección Del Combustible PDFDocument79 pagesControl en La Inyección Del Combustible PDForlandoga lindo garzonNo ratings yet
- MR377MASTER0Document19 pagesMR377MASTER0miguelNo ratings yet
- Identificación Del Vehículo: Notas Valor Especificado Valor MedidoDocument4 pagesIdentificación Del Vehículo: Notas Valor Especificado Valor Medidovladimir hernandezNo ratings yet
- MS509Document2 pagesMS509mechanic78No ratings yet
- Terrano IIDocument2 pagesTerrano IIAlexandra OsoresNo ratings yet
- Cadena de La Distribución - AutodataDocument3 pagesCadena de La Distribución - AutodataCarlos alberto Manrique ccopa100% (2)
- Dokumen - Tips - 55995949 Wiring Diagram Ecu 2kd FTVDocument13 pagesDokumen - Tips - 55995949 Wiring Diagram Ecu 2kd FTVsonny ac3No ratings yet
- Mazda Bt50 2.2 MT 4x4 d2 FullDocument3 pagesMazda Bt50 2.2 MT 4x4 d2 FullpalacioslwNo ratings yet
- Kia Sorento 2.5 Modelo 2002Document3 pagesKia Sorento 2.5 Modelo 2002Jeifred Espitia AraujoNo ratings yet
- Crítica Chevrolet Onix 1.0 Turbo PremierDocument27 pagesCrítica Chevrolet Onix 1.0 Turbo PremierdgtassinNo ratings yet
- Curso Nissan NeodiDocument50 pagesCurso Nissan NeodiAnonymous eQlIAjq0100% (1)
- Motor de Arranque+CorollaDocument34 pagesMotor de Arranque+Corollarobert_ochoa_20100% (1)
- Control Motor Nissan Yd22Document16 pagesControl Motor Nissan Yd22aissa fabian100% (1)
- Sistema Mecanico Del Motor Diesel 1.6Document193 pagesSistema Mecanico Del Motor Diesel 1.6Francisco gajardo100% (2)
- Manual Cobalt 2019Document272 pagesManual Cobalt 2019Marcos PersiaNo ratings yet
- Cobalt 2014Document264 pagesCobalt 2014s.e. e.p.100% (1)
- Trailblazer 2017Document341 pagesTrailblazer 2017Alejandro PaniaguaNo ratings yet
- Manual ChevyStar P7 PDFDocument108 pagesManual ChevyStar P7 PDFJavier CordobaNo ratings yet
- CLIO II Diesel PDFDocument122 pagesCLIO II Diesel PDFEzekiel Angel EscobarNo ratings yet
- H1 MonoblockDocument41 pagesH1 MonoblockAlvaro Cueva ZuñigaNo ratings yet
- Wa0000Document56 pagesWa0000alejandro sanchez100% (1)
- Hunter Elite 1.9 MT 4X4Document4 pagesHunter Elite 1.9 MT 4X4arkangeljsmNo ratings yet
- Revisiones s1Document4 pagesRevisiones s1revisiones1No ratings yet
- Teléfono: Fax: VAT Registration No.:: Fabricante: Modelo: Año: Matrícula: Kilometraje: Número de Trabajo: FechaDocument4 pagesTeléfono: Fax: VAT Registration No.:: Fabricante: Modelo: Año: Matrícula: Kilometraje: Número de Trabajo: Fechavladimir hernandezNo ratings yet
- QuickServe en Línea - (5411186) X15 CM2350 X116B - Manual de Servicio de La Serie PerformanceDocument14 pagesQuickServe en Línea - (5411186) X15 CM2350 X116B - Manual de Servicio de La Serie Performancehamilton mirandaNo ratings yet
- QuickServe en Línea - (3666193) ISB y QSB5.9-44 Manual de Solución de Problemas y ReparaciónDocument17 pagesQuickServe en Línea - (3666193) ISB y QSB5.9-44 Manual de Solución de Problemas y Reparaciónhamilton mirandaNo ratings yet
- Cummins Ism cm876 Armado de Balancines PDFDocument12 pagesCummins Ism cm876 Armado de Balancines PDFmauricio gomez100% (5)
- Catalogo Maxima BikeDocument8 pagesCatalogo Maxima BikeEduardomg Garage MecanicNo ratings yet
- Audi Common Rail Motor V8 TDI 3.3 LTRDocument36 pagesAudi Common Rail Motor V8 TDI 3.3 LTRJuan Antonio Schmeisser KeinNo ratings yet
- Sistemas MultiplexadosDocument16 pagesSistemas Multiplexadosgdelgadoc100% (5)
- CAN BUS Introducción A Los Sistemas de Comunicación Del VehículoDocument33 pagesCAN BUS Introducción A Los Sistemas de Comunicación Del Vehículogdelgadoc82% (11)
- Sistema Hdi Bosch Edc16c3Document40 pagesSistema Hdi Bosch Edc16c3cindy-palavecino-5734100% (34)
- Manual Delphi Common RailDocument33 pagesManual Delphi Common RailEduardomg Garage Mecanic100% (6)
- Eurocargo Motor Tector Sistema EDCDocument54 pagesEurocargo Motor Tector Sistema EDCfersky93% (149)
- Clio DelphiDocument89 pagesClio Delphijuan6469No ratings yet
- Manual Diagnóstico Con MM03Document24 pagesManual Diagnóstico Con MM03Eduardomg Garage MecanicNo ratings yet
- Edc CRDocument92 pagesEdc CRMario Fernando Blanco LópezNo ratings yet
- Manual Delphi Common RailDocument33 pagesManual Delphi Common RailEduardomg Garage Mecanic100% (6)
- Volvo - Common RailDocument39 pagesVolvo - Common RailDani-meganeboy89% (18)
- CManual de Taller para Izuzu ELF 300Document316 pagesCManual de Taller para Izuzu ELF 300Dagar GR91% (34)
- Edc CRDocument92 pagesEdc CRMario Fernando Blanco LópezNo ratings yet
- Temario Diagnóstico Electrónico CR - CRCHILEDocument5 pagesTemario Diagnóstico Electrónico CR - CRCHILEEduardomg Garage MecanicNo ratings yet
- Manual M2 PDFDocument97 pagesManual M2 PDFAnonymous Ejp7yydr92% (169)
- Instrucciones PlastigageDocument1 pageInstrucciones Plastigagemanolin969No ratings yet
- Electrica Isuzu PDFDocument355 pagesElectrica Isuzu PDFroxtar100% (2)
- Configuracion de ConectoresDocument26 pagesConfiguracion de ConectoresEduardomg Garage MecanicNo ratings yet
- h100 2.5 DieselDocument6 pagesh100 2.5 DieselEusebio Quino67% (9)
- QuickServe Online - (4299469) Manual de Servicio Del ISF2.8 CM2220, ISF2.8 CM2220 EC, ISF2.8 CM2220 ECF2, ISF2.8 CM2220 AN, ISF2 Piston y Biela PDFDocument17 pagesQuickServe Online - (4299469) Manual de Servicio Del ISF2.8 CM2220, ISF2.8 CM2220 EC, ISF2.8 CM2220 ECF2, ISF2.8 CM2220 AN, ISF2 Piston y Biela PDFEduardomg Garage MecanicNo ratings yet
- QuickServe Online - (4960748) Manual de Servicio Del ISF3.8 CM2220, ISF3.8 CM2220 AN, e ISF3.8 CM2220 IANCabeza de Cilindros PDFDocument41 pagesQuickServe Online - (4960748) Manual de Servicio Del ISF3.8 CM2220, ISF3.8 CM2220 AN, e ISF3.8 CM2220 IANCabeza de Cilindros PDFEduardomg Garage MecanicNo ratings yet
- QuickServe Online - (4960748) Manual de Servicio Del ISF3.8 CM2220, ISF3.8 CM2220 AN, e ISF3.8 CM2220 IANEnsamble de Pistón y Biela PDFDocument19 pagesQuickServe Online - (4960748) Manual de Servicio Del ISF3.8 CM2220, ISF3.8 CM2220 AN, e ISF3.8 CM2220 IANEnsamble de Pistón y Biela PDFEduardomg Garage MecanicNo ratings yet
- Motor Isf, Datos de Ajuste Del MotorDocument17 pagesMotor Isf, Datos de Ajuste Del MotorEduardomg Garage Mecanic100% (14)
- Esquematica Electrica OpelDocument118 pagesEsquematica Electrica Opelpaballays73% (11)
- QuickServe Online - (4960748) Manual de Servicio Del ISF3.8 CM2220, ISF3.8 CM2220 AN, e ISF3.8 CM2220 IANÁrbol de Levas PDFDocument14 pagesQuickServe Online - (4960748) Manual de Servicio Del ISF3.8 CM2220, ISF3.8 CM2220 AN, e ISF3.8 CM2220 IANÁrbol de Levas PDFEduardomg Garage MecanicNo ratings yet
- QuickServe Online - (4960748) Manual de Servicio Del ISF3.8 CM2220, ISF3.8 CM2220 AN, e ISF3.8 CM2220 IAN Cigueñal PDFDocument15 pagesQuickServe Online - (4960748) Manual de Servicio Del ISF3.8 CM2220, ISF3.8 CM2220 AN, e ISF3.8 CM2220 IAN Cigueñal PDFEduardomg Garage MecanicNo ratings yet
- Esquematica Electrica OpelDocument118 pagesEsquematica Electrica Opelpaballays73% (11)
- Sesión 9 Losas Macizas y LACU Rev 1Document37 pagesSesión 9 Losas Macizas y LACU Rev 1Patrick Juarez Aylas50% (2)
- Costos de PerforacionDocument20 pagesCostos de PerforacionNelson VillarroelNo ratings yet
- 05 - Peugeot Inmo-1Document16 pages05 - Peugeot Inmo-1Herrera AnthonyNo ratings yet
- 2 Reglamento de Instalaciones Electricas de Alta Tension Novedades Tecnicas Mas RelevantesDocument34 pages2 Reglamento de Instalaciones Electricas de Alta Tension Novedades Tecnicas Mas RelevantesAitor Larren100% (1)
- Partidas y Computos Metricos - Grupo 5Document46 pagesPartidas y Computos Metricos - Grupo 5Patricia BaptistaNo ratings yet
- Manual Epson L575Document2 pagesManual Epson L575Miguel A. Ronceros A.50% (2)
- Trabajo n3 ElectricasDocument20 pagesTrabajo n3 ElectricasMarlinho Pace67% (9)
- Equipos de Tratamiento Material ParticuladoDocument2 pagesEquipos de Tratamiento Material ParticuladoOrlando GamarraNo ratings yet
- T1U2Document5 pagesT1U2Jhonatan SangovalinNo ratings yet
- Manual Operacion Perforadora 39hr Bucyrus Informacion Controles Manejo PDFDocument100 pagesManual Operacion Perforadora 39hr Bucyrus Informacion Controles Manejo PDFEnrique RccNo ratings yet
- Tipos de PavimentosDocument70 pagesTipos de PavimentosClarck TorresNo ratings yet
- LADRILLODocument39 pagesLADRILLOJoseph Michael Carhuatanta PalmaNo ratings yet
- Proyecto Op3Document14 pagesProyecto Op3Stephanie Sunako PatziNo ratings yet
- Normas Perfil Eis-Pdm 2016Document17 pagesNormas Perfil Eis-Pdm 2016Sixx Rod67% (3)
- Ficha Tecnica - Teclas y TomasDocument30 pagesFicha Tecnica - Teclas y Tomas124131No ratings yet
- Orígenes Del Diseño IndustrialDocument20 pagesOrígenes Del Diseño IndustrialLaura Herrero CrespoNo ratings yet
- Pase AereosDocument194 pagesPase AereosAnonymous YRhyuUNo ratings yet
- Composición Del ConcretoDocument6 pagesComposición Del ConcretoFranciniNo ratings yet
- Manual Del Instal Ad or SIGAS PDFDocument26 pagesManual Del Instal Ad or SIGAS PDFSebastian Isaza AguirreNo ratings yet
- 2 Panel Solar BifacialDocument22 pages2 Panel Solar BifacialMariana CorralNo ratings yet
- Aguafria Tigre PDFDocument34 pagesAguafria Tigre PDFjoseNo ratings yet
- Multi MetroDocument9 pagesMulti MetroMarialison IriarteNo ratings yet
- Clases de Transporte Terrestre.Document40 pagesClases de Transporte Terrestre.Jose Luis Piedra Reinoso70% (40)
- Sistema de Costos Por ÓrdenesDocument2 pagesSistema de Costos Por ÓrdenesPatricia valenciaNo ratings yet
- Plano VoladizoDocument1 pagePlano VoladizoDiego Oses VegaNo ratings yet
- Trabajo de Envases y EnbalajesDocument32 pagesTrabajo de Envases y EnbalajesClaricel Nuria Zavala FigueroaNo ratings yet
- Informe Final HidraulicaDocument50 pagesInforme Final Hidraulicajhonatan sucasaca condoriNo ratings yet
- La Exudacion Del ConcretoDocument8 pagesLa Exudacion Del ConcretoHectorToMsCastilloArceNo ratings yet
- Analisis Del Mercado de Neumáticos de Caucho - Marzo 2008Document42 pagesAnalisis Del Mercado de Neumáticos de Caucho - Marzo 2008Jose Antonio BuendiaNo ratings yet