You might also like
- VC AndrewsDocument3 pagesVC AndrewsLesa O'Leary100% (1)
- Modes of Metal TransferDocument7 pagesModes of Metal TransfershruthiNo ratings yet
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- Advanced Materials - JNTUK (R16)Document7 pagesAdvanced Materials - JNTUK (R16)uday kiran thagirchi50% (2)
- Chapter 24 - The Solar SystemDocument36 pagesChapter 24 - The Solar SystemHeather Blackwell100% (1)
- Microsoft PowerPoint - GATING of STEEL CASTINGS Compatibility ModeDocument50 pagesMicrosoft PowerPoint - GATING of STEEL CASTINGS Compatibility Modeyaswanth1992No ratings yet
- Gating SystemDocument27 pagesGating SystemAnup Tigga75% (4)
- Elements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoDocument16 pagesElements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoGomish Sharma100% (1)
- Gating System For Casting2 - WT7 PDFDocument87 pagesGating System For Casting2 - WT7 PDFAzaad Maverick100% (1)
- Elements of Gating SystemDocument44 pagesElements of Gating SystemNemani RaghuNo ratings yet
- Gating&Risering SystemDocument44 pagesGating&Risering Systemmary100% (1)
- Gating System DesignDocument11 pagesGating System DesignAshok Pradhan100% (1)
- Metal Flow Rate and Velocity CalculationsDocument22 pagesMetal Flow Rate and Velocity CalculationskeshavkoolwalNo ratings yet
- Lecture 6 Elements of Gating SystemDocument7 pagesLecture 6 Elements of Gating SystemNemani Raghu0% (1)
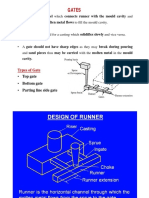
- Gates: Through Which Molten Metal Flows To Fill The Mould CavityDocument36 pagesGates: Through Which Molten Metal Flows To Fill The Mould CavityAbinav DhinakarNo ratings yet
- Shrinkage Allowance Draft Allowance Distortion or Camber Allowance Rapping or Shaking Allowance Finishing AllowanceDocument75 pagesShrinkage Allowance Draft Allowance Distortion or Camber Allowance Rapping or Shaking Allowance Finishing AllowanceZaheer AhamedNo ratings yet
- Study of Metal Flow in CastingDocument8 pagesStudy of Metal Flow in CastingKhushi ShahNo ratings yet
- Gatting SystemDocument7 pagesGatting SystemANIDHANo ratings yet
- GatingDocument40 pagesGatingakshayNo ratings yet
- Lecture 4Document10 pagesLecture 4Abdullah SubbirNo ratings yet
- The Gating System of Castings: ObjectiveDocument10 pagesThe Gating System of Castings: ObjectiveKıvanc OzkanNo ratings yet
- Design of Gravity Die CastingsDocument25 pagesDesign of Gravity Die CastingsM PraveenNo ratings yet
- 1234Document12 pages1234Amosh KhuraNo ratings yet
- Lecture 3 - Fundamentals in Metal CastingDocument28 pagesLecture 3 - Fundamentals in Metal CastingHarsh ShahNo ratings yet
- Casting Process Design GuidelinesDocument8 pagesCasting Process Design GuidelinesSanjay ShahNo ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument33 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc Le100% (1)
- Basic Principles and DefectsDocument18 pagesBasic Principles and DefectsAkshaj NevgiNo ratings yet
- Gating System DesignDocument35 pagesGating System DesignAbishek Abh100% (2)
- 1.5 - GATING SYSTEM, RequirementsDocument38 pages1.5 - GATING SYSTEM, RequirementsRamu AmaraNo ratings yet
- Gating DesignDocument16 pagesGating DesignNisar HussainNo ratings yet
- Casting - Lec 2.1Document39 pagesCasting - Lec 2.1Ahmed MahmoudNo ratings yet
- Steel Flow Control in Continuous Slab Caster Mold by Traveling Magnetic FieldDocument9 pagesSteel Flow Control in Continuous Slab Caster Mold by Traveling Magnetic Fieldprateek_p08No ratings yet
- 2 GmawDocument28 pages2 Gmaweqho_soesantoNo ratings yet
- Fluid Flow in Tundish PDFDocument73 pagesFluid Flow in Tundish PDFPrakash SarangiNo ratings yet
- Elements of Gating SystemDocument21 pagesElements of Gating SystemsudhirNo ratings yet
- Casting2 (Gating System)Document99 pagesCasting2 (Gating System)monu61316No ratings yet
- Catatan Teknologi PengecoranDocument7 pagesCatatan Teknologi Pengecoranghilman barranNo ratings yet
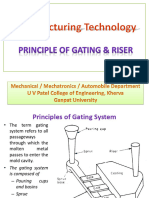
- Principle of Gating RiserDocument23 pagesPrinciple of Gating Riserdhruvmistry300No ratings yet
- Casting Lab 1Document20 pagesCasting Lab 1john johnsonNo ratings yet
- Elements of Gating SystemDocument30 pagesElements of Gating Systemavutu_kunduru78% (9)
- Fluid Flow MoldDocument41 pagesFluid Flow MoldSimoes JBNo ratings yet
- Feeding Steel and Ductile Iron CastingDocument22 pagesFeeding Steel and Ductile Iron Castingjosemiguelzu100% (1)
- Continuous Casting: Equipment and ProcessDocument8 pagesContinuous Casting: Equipment and ProcessErickman Simorangkir100% (1)
- Modes of Gmaw TransferDocument5 pagesModes of Gmaw TransfershruthiNo ratings yet
- 11 02 02 2023Document22 pages11 02 02 2023keshavkoolwalNo ratings yet
- Gas DefectsDocument6 pagesGas DefectsAnastasia EvaNo ratings yet
- Successful Use of Mixed Aluminum-Steel Drill Pipe String in Complex Horizontal WellsDocument13 pagesSuccessful Use of Mixed Aluminum-Steel Drill Pipe String in Complex Horizontal WellsMejbahul SarkerNo ratings yet
- Manufacturing Processes (ME 361) - Lecture 7: Instructor: Shantanu BhattacharyaDocument14 pagesManufacturing Processes (ME 361) - Lecture 7: Instructor: Shantanu BhattacharyaSahil SundaNo ratings yet
- Chapter 4 Gating SystemDocument54 pagesChapter 4 Gating Systemjoy fulNo ratings yet
- Melting Practice CupolaDocument8 pagesMelting Practice CupolaAragaw MuluNo ratings yet
- Sand CastingDocument322 pagesSand CastingDr. Arun Kumar SriranganNo ratings yet
- 15mec - 213 Manufacturing Technology-I: Subject: 15mec 213-Manufacturingtechnology-I Class: 4 Sem B.Tech-Mech A'Document40 pages15mec - 213 Manufacturing Technology-I: Subject: 15mec 213-Manufacturingtechnology-I Class: 4 Sem B.Tech-Mech A'subash naraharasettiNo ratings yet
- Buckling of Free Pipe Under External PressureDocument38 pagesBuckling of Free Pipe Under External Pressurevictortownshend100% (1)
- Presentation On Tap Hole Management Practice by A. ChakrabortyDocument22 pagesPresentation On Tap Hole Management Practice by A. Chakrabortyravish8888No ratings yet
- Gating Design V3Document31 pagesGating Design V3Chinh Thong TranNo ratings yet
- Continuous Casting PracticesDocument5 pagesContinuous Casting Practicesbhauvik0% (1)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Some Mooted Questions in Reinforced Concrete Design American Society of Civil Engineers, Transactions, Paper No. 1169, Volume LXX, Dec. 1910From EverandSome Mooted Questions in Reinforced Concrete Design American Society of Civil Engineers, Transactions, Paper No. 1169, Volume LXX, Dec. 1910No ratings yet
- Problems and Solutions Section 2.9 (2.87 Through 2.93) 2.87 . Compute The Response of The System in Figure 2.34 For The Case That The DampingDocument7 pagesProblems and Solutions Section 2.9 (2.87 Through 2.93) 2.87 . Compute The Response of The System in Figure 2.34 For The Case That The Dampinguday kiran thagirchiNo ratings yet
- Course Outline Mecections X and MDocument8 pagesCourse Outline Mecections X and Muday kiran thagirchiNo ratings yet
- Ic Engines Questions PaperDocument2 pagesIc Engines Questions Paperuday kiran thagirchiNo ratings yet
- 2013 Sem-1 MakeupDocument1 page2013 Sem-1 Makeupuday kiran thagirchiNo ratings yet
- Subject:-Engineering Thermodynamics Topic: - First Law of ThermodynamicsDocument78 pagesSubject:-Engineering Thermodynamics Topic: - First Law of Thermodynamicsuday kiran thagirchi100% (1)
- TrussesDocument70 pagesTrussesOladele OdugbemiNo ratings yet
- Lec 25Document20 pagesLec 25uday kiran thagirchiNo ratings yet
- Mechanical Project IdeasDocument19 pagesMechanical Project Ideasuday kiran thagirchiNo ratings yet
- Nets¡Ô/÷) Ô $yêvü Ävü Qett: S¡ - Òütt Øïs¡DyDocument1 pageNets¡Ô/÷) Ô $yêvü Ävü Qett: S¡ - Òütt Øïs¡Dyuday kiran thagirchiNo ratings yet
- Request Letter From HOD To PrincipalDocument1 pageRequest Letter From HOD To Principaluday kiran thagirchiNo ratings yet
- SlipsDocument5 pagesSlipsuday kiran thagirchiNo ratings yet
- WWW - Manaresults.Co - In: Set No. 1Document2 pagesWWW - Manaresults.Co - In: Set No. 1uday kiran thagirchiNo ratings yet
- HeheDocument13 pagesHeheuday kiran thagirchiNo ratings yet
- 2013PHZ8201Document2 pages2013PHZ8201uday kiran thagirchiNo ratings yet
- CFD Analysis of Slurry Flows Through Horizontal Pipelines. During The Present Research WorkDocument4 pagesCFD Analysis of Slurry Flows Through Horizontal Pipelines. During The Present Research Workuday kiran thagirchiNo ratings yet
- Study On Sound Absorption of Needle-Punched NonwovensDocument3 pagesStudy On Sound Absorption of Needle-Punched Nonwovensuday kiran thagirchiNo ratings yet
- Bio Data SampleDocument1 pageBio Data Sampleuday kiran thagirchiNo ratings yet
- 6.3.3 OverallDocument14 pages6.3.3 Overalluday kiran thagirchiNo ratings yet
- CocubesDocument1 pageCocubesuday kiran thagirchiNo ratings yet
- Joginpally B R Engineering CollegeDocument88 pagesJoginpally B R Engineering Collegeuday kiran thagirchiNo ratings yet
- Feb Support PlacemtDocument8 pagesFeb Support Placemtuday kiran thagirchiNo ratings yet
- Timelines a-And-A Process Second WindowDocument1 pageTimelines a-And-A Process Second Windowuday kiran thagirchiNo ratings yet
- PG 7Document1 pagePG 7uday kiran thagirchiNo ratings yet
- Fuel Air CyclcesDocument23 pagesFuel Air Cyclcesuday kiran thagirchiNo ratings yet
- 2016 NoticeDocument1 page2016 Noticeuday kiran thagirchiNo ratings yet
- Sri Aditya Engineering College: CircularDocument1 pageSri Aditya Engineering College: Circularuday kiran thagirchiNo ratings yet
- Antifraud PlaybookDocument60 pagesAntifraud PlaybookDani UsmarNo ratings yet
- Interbond 2340UPC: Universal Pipe CoatingDocument4 pagesInterbond 2340UPC: Universal Pipe Coatingnoto.sugiartoNo ratings yet
- Em FlexicokingDocument8 pagesEm FlexicokingHenry Saenz0% (1)
- Nse 2Document5 pagesNse 2dhaval gohelNo ratings yet
- April 2021 BDA Case Study - GroupDocument4 pagesApril 2021 BDA Case Study - GroupTinashe Chirume1No ratings yet
- Taxation Law 1Document7 pagesTaxation Law 1jalefaye abapoNo ratings yet
- ATS2017 ProspectusDocument13 pagesATS2017 ProspectusGiri WakshanNo ratings yet
- 2001 Ford F150 ManualDocument296 pages2001 Ford F150 Manualerjenkins1100% (2)
- Transposable Elements - Annotated - 2020Document39 pagesTransposable Elements - Annotated - 2020Monisha vNo ratings yet
- Advanced Physiotherapeutic SyllabusDocument1 pageAdvanced Physiotherapeutic SyllabusAnup SharmaNo ratings yet
- Topic 1 - ICT Tools at USP - Theoretical Notes With Google AppsDocument18 pagesTopic 1 - ICT Tools at USP - Theoretical Notes With Google AppsAvantika PrasadNo ratings yet
- Flowrox Valve Solutions Catalogue E-VersionDocument16 pagesFlowrox Valve Solutions Catalogue E-Versionjavier alvarezNo ratings yet
- Process Industry Practices Insulation: PIP INEG2000 Guidelines For Use of Insulation PracticesDocument15 pagesProcess Industry Practices Insulation: PIP INEG2000 Guidelines For Use of Insulation PracticesZubair RaoofNo ratings yet
- Ged 102 Mathematics in The Modern WorldDocument84 pagesGed 102 Mathematics in The Modern WorldKier FormelozaNo ratings yet
- Ward 7Document14 pagesWard 7Financial NeedsNo ratings yet
- Datos Adjuntos Sin Título 00013Document3 pagesDatos Adjuntos Sin Título 00013coyana9652No ratings yet
- Junos ErrorsDocument2 pagesJunos ErrorsrashidsharafatNo ratings yet
- ProbDocument10 pagesProbKashif JawaidNo ratings yet
- Remedy MidTier Guide 7-5Document170 pagesRemedy MidTier Guide 7-5martin_wiedmeyerNo ratings yet
- Nikasil e AlusilDocument5 pagesNikasil e AlusilIo AncoraioNo ratings yet
- Thermodynamic c106Document120 pagesThermodynamic c106Драгослав БјелицаNo ratings yet
- Nyambe African Adventures An Introduction To African AdventuresDocument5 pagesNyambe African Adventures An Introduction To African AdventuresKaren LeongNo ratings yet
- Dash 3000/4000 Patient Monitor: Service ManualDocument292 pagesDash 3000/4000 Patient Monitor: Service ManualYair CarreraNo ratings yet
- Application of Contemporary Fibers in Apparel - LyocellDocument5 pagesApplication of Contemporary Fibers in Apparel - LyocellVasant Kothari100% (1)
- Zigbee Technology:19-3-2010: Seminor Title DateDocument21 pagesZigbee Technology:19-3-2010: Seminor Title Dateitdep_gpcet7225No ratings yet
- Physico-Chemical Properties of Nutmeg (Myristica Fragrans Houtt) of North Sulawesi NutmegDocument9 pagesPhysico-Chemical Properties of Nutmeg (Myristica Fragrans Houtt) of North Sulawesi NutmegZyuha AiniiNo ratings yet
- AAR Shell ProgrammingDocument13 pagesAAR Shell ProgrammingMarimuthu MuthaiyanNo ratings yet
- Shift in Business Strategy of 10 Minute School - B2B To B2CDocument40 pagesShift in Business Strategy of 10 Minute School - B2B To B2CSadiaNo ratings yet