You might also like
- TQM Group Project on Total Quality ManagementDocument19 pagesTQM Group Project on Total Quality ManagementRg PleytoNo ratings yet
- Improving The Way Organizations RunDocument2 pagesImproving The Way Organizations RunVbaluyoNo ratings yet
- TQM Implementation GuideDocument37 pagesTQM Implementation GuideChristian BallespinNo ratings yet
- TQM ImplementationDocument37 pagesTQM ImplementationCALIPDAN, Roselyn D. (Lyn)No ratings yet
- CSC 03 Transforming CSC LeadershipDocument8 pagesCSC 03 Transforming CSC LeadershipRamil GarciaNo ratings yet
- 3 Elements of Total Quality ManagementDocument12 pages3 Elements of Total Quality ManagementVenlyn GassilNo ratings yet
- Phase in TQM Implementation ASSESMENT-this Process Requires ADocument2 pagesPhase in TQM Implementation ASSESMENT-this Process Requires ASherren Marie NalaNo ratings yet
- Name: Date: Subject: SectionDocument9 pagesName: Date: Subject: SectionCarlos Manuel AbalosNo ratings yet
- Implementing TQM in 5 PhasesDocument4 pagesImplementing TQM in 5 PhasesKaye Joy TendenciaNo ratings yet
- Leadership and Commitment: (Summary & Chapter HighlightsDocument3 pagesLeadership and Commitment: (Summary & Chapter HighlightscrisNo ratings yet
- Quality Management Principles As Per ISO 9001:2015: Prepared By: Kranthi Tulluru On 25FEB16Document21 pagesQuality Management Principles As Per ISO 9001:2015: Prepared By: Kranthi Tulluru On 25FEB16rmdarisaNo ratings yet
- Total Quality ManagementDocument20 pagesTotal Quality Managementjohn kenneth c. ViernesNo ratings yet
- Chapter 4 p2Document37 pagesChapter 4 p22021812718No ratings yet
- BC 201-Total Quality ManagementDocument17 pagesBC 201-Total Quality ManagementDeisy Rabe LlantoNo ratings yet
- Lesson 1 Understanding Quality QualityDocument21 pagesLesson 1 Understanding Quality QualityMaica A.No ratings yet
- QM Week 11 - TQM ModelsDocument7 pagesQM Week 11 - TQM ModelsNurul FatehahNo ratings yet
- TQM, Principles EtcDocument6 pagesTQM, Principles EtcAumNo ratings yet
- Total Quality Management (TQM) : Presented By: Vimal Singh Assistant Professor, NIFT, GandhinagarDocument29 pagesTotal Quality Management (TQM) : Presented By: Vimal Singh Assistant Professor, NIFT, GandhinagarNancy SharmaNo ratings yet
- Hoshin A3 Turner Construction Case Study FinalDocument12 pagesHoshin A3 Turner Construction Case Study FinalEduardo PintoNo ratings yet
- Chapter 4 - TQM Implementation PDFDocument7 pagesChapter 4 - TQM Implementation PDFAnica BesmonteNo ratings yet
- Innovation, Diffusion and Adoption of Total Quality ManagementDocument16 pagesInnovation, Diffusion and Adoption of Total Quality ManagementAbu Ahmed ShahibNo ratings yet
- Intregating Strategic Planning and Quality Improvement Method To Create Sustainable High PerformanceDocument10 pagesIntregating Strategic Planning and Quality Improvement Method To Create Sustainable High Performancenanno guptaNo ratings yet
- Total Quality Management (TQM) : What Is TQM?: Primary Elements of TQMDocument6 pagesTotal Quality Management (TQM) : What Is TQM?: Primary Elements of TQMrenjithNo ratings yet
- Kaizen: The Applicability of Japanese Techniques To IT: Software Quality JournalDocument18 pagesKaizen: The Applicability of Japanese Techniques To IT: Software Quality JournalLeo RuilovaNo ratings yet
- Kumba Resources Case Studies on Implementing Continuous Improvement ModelsDocument14 pagesKumba Resources Case Studies on Implementing Continuous Improvement ModelsAku Dan Kaki LangitNo ratings yet
- Topic 2 TQMDocument3 pagesTopic 2 TQMNgân Lê Thị KimNo ratings yet
- Human Resource Strategy Action Plan: Cumbria County CouncilDocument9 pagesHuman Resource Strategy Action Plan: Cumbria County Councillei123456No ratings yet
- How Do We Manage The Change Journey Vf2Document10 pagesHow Do We Manage The Change Journey Vf2nan.wangNo ratings yet
- Role of HR in TQMDocument16 pagesRole of HR in TQMJayan Suja100% (1)
- Chapter 4 TQM ImplementationDocument5 pagesChapter 4 TQM ImplementationBeah Toni PacundoNo ratings yet
- Implementing Total Quality Management: Jablonski's Five Phases ModelDocument3 pagesImplementing Total Quality Management: Jablonski's Five Phases ModelSherren Marie NalaNo ratings yet
- TQM in Global ScenarioDocument13 pagesTQM in Global ScenarioDeborah Nisha MirandaNo ratings yet
- Chapter 6 - TQMDocument4 pagesChapter 6 - TQManki23100% (1)
- Ch2 TQM DR Hesham For OaklandDocument19 pagesCh2 TQM DR Hesham For OaklandAnum Nadeem GillNo ratings yet
- Ch2 TQM DR Hesham For OaklandDocument19 pagesCh2 TQM DR Hesham For OaklandAnum Nadeem GillNo ratings yet
- Chap 4Document24 pagesChap 4S- AjmeriNo ratings yet
- Total System Intervention & Stabilizing Change ManagementDocument98 pagesTotal System Intervention & Stabilizing Change Managementomprakash2007No ratings yet
- CHRO 100-DAY PLAN INTERNATIONAL HRMDocument5 pagesCHRO 100-DAY PLAN INTERNATIONAL HRMAkshika RawatNo ratings yet
- How To Improve Organizational Climate PDFDocument14 pagesHow To Improve Organizational Climate PDFCarmen PredaNo ratings yet
- TQM-Handouts Sir NilloDocument4 pagesTQM-Handouts Sir NilloIvy Baltazar Dela PuntaNo ratings yet
- Total Quality Management Defined in Terms of Reported PracticeDocument13 pagesTotal Quality Management Defined in Terms of Reported PracticeNarcyNo ratings yet
- TQM 1Document52 pagesTQM 1MeetNo ratings yet
- Crosby 14 PointsDocument10 pagesCrosby 14 PointsBen TarisNo ratings yet
- CH 12 Employee Involvement - Kelompok 6 - Manajemen Perubahan - Kelas E2ADocument22 pagesCH 12 Employee Involvement - Kelompok 6 - Manajemen Perubahan - Kelas E2AVita RetiNo ratings yet
- St. Lukes HospitalDocument2 pagesSt. Lukes HospitalJustine RosalNo ratings yet
- TQM Group3Document13 pagesTQM Group3SalvadoRaulJr.No ratings yet
- Course 2Document113 pagesCourse 2Daisy JedhNo ratings yet
- OKR Playbook For Executives 2Document14 pagesOKR Playbook For Executives 2Mohan Rangan100% (1)
- SMC and ANSCOR Strategic Planning ProcessDocument36 pagesSMC and ANSCOR Strategic Planning ProcessGlo GanzonNo ratings yet
- TQM: An OverviewDocument18 pagesTQM: An OverviewPaven Raj100% (1)
- MGT 102 Prelim To FinalDocument46 pagesMGT 102 Prelim To FinallynnnpenachosNo ratings yet
- AlokDocument88 pagesAlokakarsh MishraNo ratings yet
- Unit 2 Concepts of Total Quality Management: StructureDocument26 pagesUnit 2 Concepts of Total Quality Management: StructureM MehraNo ratings yet
- Hoshin Kanri (X Map)Document9 pagesHoshin Kanri (X Map)Kishore Patil100% (1)
- Hoshin Kanri X Map PDFDocument9 pagesHoshin Kanri X Map PDF5235amitNo ratings yet
- Chapter 2 - TQMDocument6 pagesChapter 2 - TQMAlexanderJacobVielMartinezNo ratings yet
- HR Strategic Plan 2015Document10 pagesHR Strategic Plan 2015Roses Swan100% (1)
- Leadership Effectiveness Chapter Objectives: Module No. 1 in TQMDocument18 pagesLeadership Effectiveness Chapter Objectives: Module No. 1 in TQMKim B. CalcetaNo ratings yet
- FSMA-IA Final Rule Fact SheetDocument4 pagesFSMA-IA Final Rule Fact SheetfrawatNo ratings yet
- M-Retr - Et Al-2017-Comprehensive Reviews in Food Science and Food SafetyDocument20 pagesM-Retr - Et Al-2017-Comprehensive Reviews in Food Science and Food SafetyfrawatNo ratings yet
- Food Fraud Position PaperDocument3 pagesFood Fraud Position PaperDevidas R AnantwarNo ratings yet
- Artificial Neural Networks As A Quality Loss Function For Six SigmaDocument19 pagesArtificial Neural Networks As A Quality Loss Function For Six SigmafrawatNo ratings yet
- CDC Advisory - Do Not Consume Any Kellogg's Honey Smacks Cereal - Food Safety MagazineDocument2 pagesCDC Advisory - Do Not Consume Any Kellogg's Honey Smacks Cereal - Food Safety MagazinefrawatNo ratings yet
- AgricolaeDocument153 pagesAgricolaefrawatNo ratings yet
- The Peruvian Mango JetroDocument3 pagesThe Peruvian Mango JetrofrawatNo ratings yet
- The Fourth Industrial RevolutionDocument3 pagesThe Fourth Industrial RevolutionfrawatNo ratings yet
- Analysis of Food Safety Risks in The School Garden: Katherine Simon, REHS Food Inspection SupervisorDocument22 pagesAnalysis of Food Safety Risks in The School Garden: Katherine Simon, REHS Food Inspection SupervisorfrawatNo ratings yet
- MI Blueberry GAPs ManualDocument66 pagesMI Blueberry GAPs ManualfrawatNo ratings yet
- Split Plot Design GuideDocument25 pagesSplit Plot Design GuidefrawatNo ratings yet
- Split Plot Design GuideDocument25 pagesSplit Plot Design GuidefrawatNo ratings yet
- Color, Flavor Etc For ProcessingDocument21 pagesColor, Flavor Etc For ProcessingMarilou Gadgode HumigopNo ratings yet
- The Pros and Cons of Buying Vs Building A Quality Management SystemDocument6 pagesThe Pros and Cons of Buying Vs Building A Quality Management SystemfrawatNo ratings yet
- Food Safety: Australian Certification Program - Level 1Document30 pagesFood Safety: Australian Certification Program - Level 1frawatNo ratings yet
- Leadership Prescription The Conference BoardDocument31 pagesLeadership Prescription The Conference BoardfrawatNo ratings yet
- 407 PDFDocument6 pages407 PDFfrawatNo ratings yet
- FPD 2008 0232Document17 pagesFPD 2008 0232frawatNo ratings yet
- 6 SikoraDocument8 pages6 SikorafrawatNo ratings yet
- The Future of Quality PresentationDocument18 pagesThe Future of Quality PresentationfrawatNo ratings yet
- Quality Digest MagazineDocument5 pagesQuality Digest MagazinefrawatNo ratings yet
- William Murray, 1st Earl of MansfieldDocument15 pagesWilliam Murray, 1st Earl of MansfieldfrawatNo ratings yet
- Food Quality ManagementDocument29 pagesFood Quality ManagementfrawatNo ratings yet
- Foodborne Disease Outbreaks Annual Report 2013 508cDocument20 pagesFoodborne Disease Outbreaks Annual Report 2013 508cfrawatNo ratings yet
- Factors Affecting the Quality and Quantity of Citrus FruitsDocument6 pagesFactors Affecting the Quality and Quantity of Citrus FruitsfrawatNo ratings yet
- John Dalberg-Acton, 1st Baron ActonDocument9 pagesJohn Dalberg-Acton, 1st Baron ActonfrawatNo ratings yet
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument19 pagesWorld's Largest Science, Technology & Medicine Open Access Book PublisherfrawatNo ratings yet
- Fauna Diversity in Tropical RainforestDocument41 pagesFauna Diversity in Tropical RainforestfrawatNo ratings yet
- International Food Safety Standards and The Use of Pesticides in Fresh Export Vegetable ProductionDocument17 pagesInternational Food Safety Standards and The Use of Pesticides in Fresh Export Vegetable ProductionfrawatNo ratings yet
- AGCC Response of Performance Completed Projects Letter of recommendAGCC SS PDFDocument54 pagesAGCC Response of Performance Completed Projects Letter of recommendAGCC SS PDFAnonymous rIKejWPuS100% (1)
- University of Texas at Arlington Fall 2011 Diagnostic Exam Text and Topic Reference Guide For Electrical Engineering DepartmentDocument3 pagesUniversity of Texas at Arlington Fall 2011 Diagnostic Exam Text and Topic Reference Guide For Electrical Engineering Departmentnuzhat_mansurNo ratings yet
- Medhat CVDocument2 pagesMedhat CVSemsem MakNo ratings yet
- Identifying Community Health ProblemsDocument4 pagesIdentifying Community Health ProblemsEmvie Loyd Pagunsan-ItableNo ratings yet
- Dragonshard PC GBDocument42 pagesDragonshard PC GBWilliam ProveauxNo ratings yet
- Culture GuideDocument44 pagesCulture GuideLeonardo TamburusNo ratings yet
- A Study of Factors Influencing The Consumer Behavior Towards Direct Selling Companies With Special Reference To RCM Products1Document79 pagesA Study of Factors Influencing The Consumer Behavior Towards Direct Selling Companies With Special Reference To RCM Products1Chandan SrivastavaNo ratings yet
- ENY1-03-0203-M UserDocument101 pagesENY1-03-0203-M UserAnil KumarNo ratings yet
- NFPA 99 Risk AssessmentDocument5 pagesNFPA 99 Risk Assessmenttom ohnemusNo ratings yet
- BS en 12951-2004Document26 pagesBS en 12951-2004Mokhammad Fahmi IzdiharrudinNo ratings yet
- Aegis SGR BrochureDocument2 pagesAegis SGR BrochureAmazonas ManutençãoNo ratings yet
- Restaurant P&L ReportDocument4 pagesRestaurant P&L Reportnqobizitha giyaniNo ratings yet
- WebquestDocument3 pagesWebquestapi-501133650No ratings yet
- Depressurization LED Solar Charge Controller with Constant Current Source SR-DL100/SR-DL50Document4 pagesDepressurization LED Solar Charge Controller with Constant Current Source SR-DL100/SR-DL50Ria IndahNo ratings yet
- Basic Concept of EntrepreneurshipDocument12 pagesBasic Concept of EntrepreneurshipMaria January B. FedericoNo ratings yet
- Claim Form - Group Health InsuranceDocument5 pagesClaim Form - Group Health Insurancevizag mdindiaNo ratings yet
- Accounts - User Guide: Release R15.000Document207 pagesAccounts - User Guide: Release R15.000lolitaferozNo ratings yet
- Dynamics of Fluid-Conveying Beams: Governing Equations and Finite Element ModelsDocument22 pagesDynamics of Fluid-Conveying Beams: Governing Equations and Finite Element ModelsDario AcevedoNo ratings yet
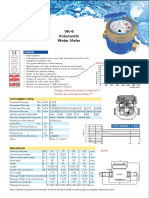
- Baylan: VK-6 Volumetric Water MeterDocument1 pageBaylan: VK-6 Volumetric Water MeterSanjeewa ChathurangaNo ratings yet
- Group Assignment: Consumer Buying Behaviour Towards ChipsDocument3 pagesGroup Assignment: Consumer Buying Behaviour Towards ChipsvikasNo ratings yet
- PH Measurement TechniqueDocument5 pagesPH Measurement TechniquevahidNo ratings yet
- IT ManagementDocument7 pagesIT ManagementRebaz Raouf Salih MohammedNo ratings yet
- تقرير سبيس فريم PDFDocument11 pagesتقرير سبيس فريم PDFAli AkeelNo ratings yet
- Approvals Management Responsibilities and Setups in AME.BDocument20 pagesApprovals Management Responsibilities and Setups in AME.BAli LoganNo ratings yet
- SWOT Analysis of Fruit Juice BusinessDocument16 pagesSWOT Analysis of Fruit Juice BusinessMultiple UzersNo ratings yet
- An-7004 IGBT Driver Calculation Rev00Document8 pagesAn-7004 IGBT Driver Calculation Rev00Raghuram YaramatiNo ratings yet
- Banaue Rice Terraces - The Eighth WonderDocument2 pagesBanaue Rice Terraces - The Eighth Wonderokloy sanchezNo ratings yet
- PSC Single SpanDocument99 pagesPSC Single SpanRaden Budi HermawanNo ratings yet
- Ts 391 IltDocument5 pagesTs 391 IltFunnypoumNo ratings yet