You might also like
- 1.method Fabrication Spool (r2)Document13 pages1.method Fabrication Spool (r2)sethu109175% (20)
- Fabrication Erection Installation Procedure For PipingDocument35 pagesFabrication Erection Installation Procedure For Pipingbain100% (1)
- Power & Water Project Method Statement For Spool Fabrication of Steel PipingDocument11 pagesPower & Water Project Method Statement For Spool Fabrication of Steel Pipinglion100_saadNo ratings yet
- Method of Statement Piping Fab. ErectionDocument22 pagesMethod of Statement Piping Fab. Erectionhasan_676489616No ratings yet
- Scope of Work for Pipeline InstallationDocument10 pagesScope of Work for Pipeline InstallationAsongwe HansNo ratings yet
- Damaged Spool Replacement GuideDocument12 pagesDamaged Spool Replacement GuideMohsen KeramatiNo ratings yet
- Piping Spool Fabrication ProcedureDocument14 pagesPiping Spool Fabrication ProcedureMiky Andrean100% (6)
- Piping Fabrication and Installation Functional SpecificationDocument30 pagesPiping Fabrication and Installation Functional SpecificationVijay Mohan100% (3)
- Piping Fabrication, Installation, Erection, and TestingDocument33 pagesPiping Fabrication, Installation, Erection, and Testingaop1046889% (9)
- Fabrication Erection and Installation Procedure For PipingDocument36 pagesFabrication Erection and Installation Procedure For PipingThiên Khánh67% (3)
- Method Statement Piping Works DABBIYADocument11 pagesMethod Statement Piping Works DABBIYAsivaparthiban100% (3)
- Piping Fabrication and Erection ProcedureDocument15 pagesPiping Fabrication and Erection ProcedureMuhammadChabibi83% (6)
- Piping Fabrication and Installation Procedure Rev.A1Document19 pagesPiping Fabrication and Installation Procedure Rev.A1Anh Võ71% (24)
- Pipe FabricationDocument42 pagesPipe FabricationJanani M Janani67% (6)
- Pipe Fabrication and Installation Work Procedure Rev-01Document21 pagesPipe Fabrication and Installation Work Procedure Rev-01Dilshad Ahemad50% (4)
- Fabrication Erection and Installation Procedure For PipingDocument36 pagesFabrication Erection and Installation Procedure For PipingMuzaffar Hussain100% (3)
- 5.a. Piping Fabrication PlanDocument15 pages5.a. Piping Fabrication PlanOkeyman100% (5)
- Method Statement for Fabrication, Installation and Testing of Piping WorksDocument31 pagesMethod Statement for Fabrication, Installation and Testing of Piping WorksNaveed Ahmed Get-Info100% (1)
- Fabrication Erection Installation Procedure For Piping PDFDocument35 pagesFabrication Erection Installation Procedure For Piping PDFTaofiq100% (1)
- Method Statement For Pipe Support Fabrication and Installation 6423dp420 00 0030000 Rev01 PDFDocument21 pagesMethod Statement For Pipe Support Fabrication and Installation 6423dp420 00 0030000 Rev01 PDFfurkanNo ratings yet
- Method Statement For Pipe Support Fabrication and Installation 6423dp420!00!0030000 - Rev01Document21 pagesMethod Statement For Pipe Support Fabrication and Installation 6423dp420!00!0030000 - Rev01mister pogi80% (41)
- Method Statement For Pre FabricationDocument5 pagesMethod Statement For Pre FabricationFs67% (3)
- Tank Fabrication ProcedureDocument11 pagesTank Fabrication ProcedureNurul100% (2)
- Fabrication and Installation Procedure for Port Tank Farm PipingDocument37 pagesFabrication and Installation Procedure for Port Tank Farm PipingNauman Zia100% (1)
- Ms Ag 002 Rev 0 - Method Statement For Above Ground PipingDocument16 pagesMs Ag 002 Rev 0 - Method Statement For Above Ground Pipingsugumar50% (4)
- Erection of Piping Method StatementDocument11 pagesErection of Piping Method StatementMalik Riaz50% (2)
- 008 - Field Hydrotest ProcedureDocument17 pages008 - Field Hydrotest Procedurekaruna346100% (2)
- Dimensional Control Procedure (Pipe Fit Assurance)Document17 pagesDimensional Control Procedure (Pipe Fit Assurance)Joe Ripa67% (3)
- Fabrication Erection and Installation Procedure For PipingDocument36 pagesFabrication Erection and Installation Procedure For Pipinggst ajah100% (2)
- Method Statement For Tie inDocument15 pagesMethod Statement For Tie inRachel Flores86% (7)
- Fabrication & Erection of PipingDocument7 pagesFabrication & Erection of PipingJoseph DarwinNo ratings yet
- Tank Erection ProcedureDocument15 pagesTank Erection Procedurejohney294% (16)
- Piping Inspection ProcedureDocument9 pagesPiping Inspection ProcedureImam Buchairi100% (2)
- Piping Fabrication ProcedureDocument11 pagesPiping Fabrication ProcedureMohammed Elsaid Yousef Harhera100% (2)
- WSM-PSFP-01 Piping Spool Fabrication Procedure PDFDocument14 pagesWSM-PSFP-01 Piping Spool Fabrication Procedure PDFMiky AndreanNo ratings yet
- Method Statement For Prefabrication and Erection-PipingDocument10 pagesMethod Statement For Prefabrication and Erection-PipingAhmed Gomaa92% (59)
- Structural Steel Procedure.Document9 pagesStructural Steel Procedure.Janardhan Surya100% (1)
- Job Procedure For Eriction of TankDocument13 pagesJob Procedure For Eriction of TankAnonymous i3lI9M100% (2)
- Method Statement For Welding RepairDocument7 pagesMethod Statement For Welding RepairHarun AkkayaNo ratings yet
- Method For Spool PipingDocument13 pagesMethod For Spool PipingrealstrojmanNo ratings yet
- Tank Erection ProcedureDocument29 pagesTank Erection ProcedureVisas Siva100% (3)
- 2.procedure For Fabrication and ErectionDocument13 pages2.procedure For Fabrication and Erectionanon_106345234100% (2)
- Method Statement Pipe WeldingDocument14 pagesMethod Statement Pipe Weldingjayasjb90% (10)
- Method Statement For Underground Piping FCDocument17 pagesMethod Statement For Underground Piping FCmister pogi94% (17)
- Post Weld Head Treament Piping-ProcedureDocument12 pagesPost Weld Head Treament Piping-ProcedureAnh Võ100% (1)
- 1 Piping CostingDocument33 pages1 Piping Costingamoldhole97% (34)
- Method Statement PVC Conduit InstallationDocument8 pagesMethod Statement PVC Conduit InstallationAzree Mohd Noor67% (3)
- Method Statement For PVC Conduits InstallationDocument9 pagesMethod Statement For PVC Conduits InstallationAnandu AshokanNo ratings yet
- Metallic Piping Fabrication and Installation Method Statement & Job Safety AnalysisDocument34 pagesMetallic Piping Fabrication and Installation Method Statement & Job Safety AnalysisMohamed100% (1)
- METHOD STATEMENT - PipingDocument12 pagesMETHOD STATEMENT - PipingAnonymous M5rHHKNo ratings yet
- ملف ممتاز عن الرشاشاتDocument13 pagesملف ممتاز عن الرشاشاتakram husseinNo ratings yet
- Installation of GI Duct, Volume Dampers and Access DoorDocument20 pagesInstallation of GI Duct, Volume Dampers and Access DoorvinodkumarNo ratings yet
- Method statement for duct installationDocument7 pagesMethod statement for duct installationShaikh MateenNo ratings yet
- Method Statement For Conduits WiringDocument8 pagesMethod Statement For Conduits WiringÖmeralp SakNo ratings yet
- Work Method StatementDocument7 pagesWork Method StatementBOUZAIDANo ratings yet
- Method Statement For Drainage Pipes InstallationDocument11 pagesMethod Statement For Drainage Pipes InstallationAnandu Ashokan100% (4)
- Fabrication Erection and Installation Procedure For PipingDocument60 pagesFabrication Erection and Installation Procedure For Pipinghasan_676489616No ratings yet
- UntitledDocument18 pagesUntitledPramod SinghNo ratings yet
- Revised - MosDocument15 pagesRevised - MosNadeesha BandaraNo ratings yet
- En 13445Document1 pageEn 13445Janardhan Surya100% (1)
- FW - Construction DrawingsDocument2 pagesFW - Construction DrawingsJanardhan SuryaNo ratings yet
- Structural Steel Procedure.Document9 pagesStructural Steel Procedure.Janardhan Surya100% (1)
- Liquid Penetrant Request Mels Carbon Steel (L-S-11-088)Document1 pageLiquid Penetrant Request Mels Carbon Steel (L-S-11-088)Janardhan SuryaNo ratings yet
- 2Document1 page2Janardhan SuryaNo ratings yet
- Liquid Penetrant Request Mels Hexane Transfer Line-Interconnection (L-S-11-089)Document1 pageLiquid Penetrant Request Mels Hexane Transfer Line-Interconnection (L-S-11-089)Janardhan SuryaNo ratings yet
- Test Pack Reference..Document32 pagesTest Pack Reference..Janardhan SuryaNo ratings yet
- CV (MR Tong Yew Meng)Document2 pagesCV (MR Tong Yew Meng)Janardhan SuryaNo ratings yet
- Mps SDM 2014 Tp042Document37 pagesMps SDM 2014 Tp042Janardhan Surya100% (1)
- A Ponnu, K Pugal, C C Keong, G SinghDocument1 pageA Ponnu, K Pugal, C C Keong, G SinghJanardhan SuryaNo ratings yet
- Liquid Penetrant Request MPS EA-2111 Y100312Document1 pageLiquid Penetrant Request MPS EA-2111 Y100312Janardhan SuryaNo ratings yet
- Liquid Penetrant Request MPS EA-2111 Y100312Document1 pageLiquid Penetrant Request MPS EA-2111 Y100312Janardhan SuryaNo ratings yet
- Banyan Layout1 R0Document1 pageBanyan Layout1 R0Janardhan SuryaNo ratings yet
- Liquid Penetrant Request Mels Stainless Steel (L-S-11-088)Document1 pageLiquid Penetrant Request Mels Stainless Steel (L-S-11-088)Janardhan SuryaNo ratings yet
- Banyan Painting Chamber MaterialDocument6 pagesBanyan Painting Chamber MaterialJanardhan SuryaNo ratings yet
- Painting Chamber ModelDocument1 pagePainting Chamber ModelJanardhan SuryaNo ratings yet
- Requirement For CCCDocument2 pagesRequirement For CCCJanardhan SuryaNo ratings yet
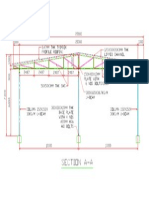
- Painting Chamber SECTION A ADocument1 pagePainting Chamber SECTION A AJanardhan SuryaNo ratings yet
- Material Control Procedure SAMPLEDocument24 pagesMaterial Control Procedure SAMPLEJanardhan Surya82% (17)
- Flexible Hose PDFDocument1 pageFlexible Hose PDFJanardhan SuryaNo ratings yet
- New Microsoft Word DocumentDocument1 pageNew Microsoft Word DocumentJanardhan SuryaNo ratings yet
- Loonglobal LogoDocument1 pageLoonglobal LogoJanardhan SuryaNo ratings yet
- Experienced QA/QC Engineer ResumeDocument6 pagesExperienced QA/QC Engineer ResumeJanardhan SuryaNo ratings yet
- Long Wei Construction & Engg. Works Pte LTD: SignatureDocument1 pageLong Wei Construction & Engg. Works Pte LTD: SignatureJanardhan SuryaNo ratings yet
- Material Control Procedure SAMPLEDocument24 pagesMaterial Control Procedure SAMPLEJanardhan Surya82% (17)
- Loonglobal LogoDocument1 pageLoonglobal LogoJanardhan SuryaNo ratings yet
- Painting Inspection Report Form TemplateDocument2 pagesPainting Inspection Report Form TemplateJanardhan SuryaNo ratings yet
- Company Letter Head 2013Document1 pageCompany Letter Head 2013Janardhan SuryaNo ratings yet
- Long Wei Construction & Engg. Works Pte LTD: Signature Reviewed BYDocument1 pageLong Wei Construction & Engg. Works Pte LTD: Signature Reviewed BYJanardhan SuryaNo ratings yet
- IEQ CompleteDocument19 pagesIEQ Completeharshal patilNo ratings yet
- Abdomen - FRCEM SuccessDocument275 pagesAbdomen - FRCEM SuccessAbin ThomasNo ratings yet
- Brochure Personal CareDocument38 pagesBrochure Personal CarechayanunNo ratings yet
- DR-M260 User Manual ENDocument87 pagesDR-M260 User Manual ENMasa NourNo ratings yet
- Chemistry of FormazanDocument36 pagesChemistry of FormazanEsteban ArayaNo ratings yet
- Front Wheel Steering System With Movable Hedlights Ijariie5360Document6 pagesFront Wheel Steering System With Movable Hedlights Ijariie5360Ifra KhanNo ratings yet
- Drugs Pharmacy BooksList2011 UBPStDocument10 pagesDrugs Pharmacy BooksList2011 UBPStdepardieu1973No ratings yet
- Taking Back SundayDocument9 pagesTaking Back SundayBlack CrowNo ratings yet
- Tetracyclines: Dr. Md. Rageeb Md. Usman Associate Professor Department of PharmacognosyDocument21 pagesTetracyclines: Dr. Md. Rageeb Md. Usman Associate Professor Department of PharmacognosyAnonymous TCbZigVqNo ratings yet
- Chapter 16 - Energy Transfers: I) Answer The FollowingDocument3 pagesChapter 16 - Energy Transfers: I) Answer The FollowingPauline Kezia P Gr 6 B1No ratings yet
- Elevator Traction Machine CatalogDocument24 pagesElevator Traction Machine CatalogRafif100% (1)
- The CongoDocument3 pagesThe CongoJoseph SuperableNo ratings yet
- Peptic Ulcer Disease: Causes, Symptoms and TreatmentDocument24 pagesPeptic Ulcer Disease: Causes, Symptoms and TreatmentOktaviana Sari Dewi100% (1)
- Handouts For TLG 3 1Document5 pagesHandouts For TLG 3 1Daniela CapisnonNo ratings yet
- 2018-04-12 List Mold TVSDocument5 pages2018-04-12 List Mold TVSFerlyn ValentineNo ratings yet
- Gas Natural Aplicacion Industria y OtrosDocument319 pagesGas Natural Aplicacion Industria y OtrosLuis Eduardo LuceroNo ratings yet
- 3GPP TS 36.306Document131 pages3GPP TS 36.306Tuan DaoNo ratings yet
- Is.4162.1.1985 Graduated PipettesDocument23 pagesIs.4162.1.1985 Graduated PipettesBala MuruNo ratings yet
- ROMUS 2012 Flooring CatalogueDocument20 pagesROMUS 2012 Flooring CatalogueDan George IIINo ratings yet
- Private Schools Provide Better EducationDocument2 pagesPrivate Schools Provide Better EducationcitraNo ratings yet
- F-16c.1 Ginkgo Ginkgolic AcidDocument2 pagesF-16c.1 Ginkgo Ginkgolic AcidNarongchai PongpanNo ratings yet
- 9600 DocumentDocument174 pages9600 Documentthom38% (13)
- Emerson EPC48150 1800 FA1EPC48300 3200 FA1 V PDFDocument26 pagesEmerson EPC48150 1800 FA1EPC48300 3200 FA1 V PDFRicardo Andrés Soto Salinas RassNo ratings yet
- Lesson Plan: Lesson: Projectiles Without Air ResistanceDocument4 pagesLesson Plan: Lesson: Projectiles Without Air ResistanceeltytanNo ratings yet
- Smart Note Taker Saves Time With Air WritingDocument17 pagesSmart Note Taker Saves Time With Air WritingNagarjuna LokkuNo ratings yet
- Convocation ProgramDocument125 pagesConvocation ProgramZirak TayebNo ratings yet
- Progibb LV Plus PGR - Low Voc FormulationDocument2 pagesProgibb LV Plus PGR - Low Voc FormulationDodik Novie PurwantoNo ratings yet
- A6 2018 D Validation Qualification Appendix6 QAS16 673rev1 22022018Document12 pagesA6 2018 D Validation Qualification Appendix6 QAS16 673rev1 22022018Oula HatahetNo ratings yet
- Garlic Benefits - Can Garlic Lower Your Cholesterol?Document4 pagesGarlic Benefits - Can Garlic Lower Your Cholesterol?Jipson VargheseNo ratings yet
- Home Brewing Log Sheet PDFDocument2 pagesHome Brewing Log Sheet PDFStefanita0% (1)