You might also like
- Control and Analysis in Iron and SteelmakingFrom EverandControl and Analysis in Iron and SteelmakingRating: 3 out of 5 stars3/5 (2)
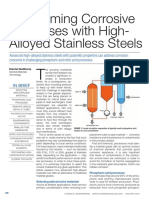
- Overcoming Corrosive Processes With High-Alloyed Stainless SteelsDocument7 pagesOvercoming Corrosive Processes With High-Alloyed Stainless SteelsBramJanssen76100% (2)
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- Corrosion Characteristics of ASTM A106 Grade B Carbon Steel Pipelines Exposed To Sodium Sulfate SolutionsDocument16 pagesCorrosion Characteristics of ASTM A106 Grade B Carbon Steel Pipelines Exposed To Sodium Sulfate SolutionsAndres rodriguezNo ratings yet
- Critical Issues in Material Selection For Phosphoric Acid PlantsDocument15 pagesCritical Issues in Material Selection For Phosphoric Acid Plantsramadoss_alwar7307No ratings yet
- Corrosion Resistance of Steels Used in Alcohol and Sugar IndustryDocument10 pagesCorrosion Resistance of Steels Used in Alcohol and Sugar Industryrewatiraman KatiyarNo ratings yet
- Acid Pickling of Carbon SteelDocument10 pagesAcid Pickling of Carbon SteelAnoop KizhakathNo ratings yet
- Review of Copper 2017.05.021Document194 pagesReview of Copper 2017.05.021chérifa boulechfarNo ratings yet
- Corrosion of Carbon Steel in Concentrated Sulfuric Acid: A ReviewDocument11 pagesCorrosion of Carbon Steel in Concentrated Sulfuric Acid: A ReviewMisael Pierre Possi FloresNo ratings yet
- Stainless Steel - How Problems Arise and How To Avoid Them PDFDocument4 pagesStainless Steel - How Problems Arise and How To Avoid Them PDFTalha MahmoodNo ratings yet
- مقاومه الاستيل للتاكل في التركيزDocument10 pagesمقاومه الاستيل للتاكل في التركيزFarouq AliNo ratings yet
- Nitric Acid StorageDocument7 pagesNitric Acid StorageEr Bali PandhareNo ratings yet
- Corrosion of Carbon Steel by Concentrated Sulfuric AcidDocument12 pagesCorrosion of Carbon Steel by Concentrated Sulfuric AcidGrant HosieNo ratings yet
- Reasons for Enhanced Corrosion in Crude Oil Distillation UnitDocument9 pagesReasons for Enhanced Corrosion in Crude Oil Distillation UnitnishilgeorgeNo ratings yet
- Recycling and Environmental Issues of Metallurgical Slags and Salt UxesDocument9 pagesRecycling and Environmental Issues of Metallurgical Slags and Salt UxesFarooq MuhammadNo ratings yet
- SSRN Id3633773Document9 pagesSSRN Id3633773FilorNo ratings yet
- 2057 PDFDocument16 pages2057 PDFFarhan AshrafNo ratings yet
- Decomposition of Austenite in Austenitic Stainless Steels: ISIJ International January 2002Document14 pagesDecomposition of Austenite in Austenitic Stainless Steels: ISIJ International January 2002Adil JelaniNo ratings yet
- Evaluation of The Use of Steel Slag in ConcreteDocument9 pagesEvaluation of The Use of Steel Slag in ConcreteГригорий ЛевашовNo ratings yet
- Corrosion Failures of AISI Type 304 Stainless Steel in A Fertiliser PlantDocument11 pagesCorrosion Failures of AISI Type 304 Stainless Steel in A Fertiliser PlantAndrea CalderaNo ratings yet
- (PDF) Corrosion Behaviour of Mild and High Carbon Steels in Various Acidic MediaDocument8 pages(PDF) Corrosion Behaviour of Mild and High Carbon Steels in Various Acidic MediaTharaka KotambageNo ratings yet
- s10230-019-00615-3Document11 pagess10230-019-00615-3Jonathan Andrés PullasNo ratings yet
- Corrosion of Cast IronDocument15 pagesCorrosion of Cast IronAbigail SaballeNo ratings yet
- Alloy Solutions To Metal Dusting Problems in The Chemical Processing IndustryDocument8 pagesAlloy Solutions To Metal Dusting Problems in The Chemical Processing IndustryGiuseppe Di RuoccoNo ratings yet
- Characteristics o F Corrosion Scales o N Pipeline Steel in CO 2 - Saturated NaCl Brine SolutionDocument4 pagesCharacteristics o F Corrosion Scales o N Pipeline Steel in CO 2 - Saturated NaCl Brine SolutionjifarinaNo ratings yet
- An Overview of Recovery of Metals From SlagsDocument17 pagesAn Overview of Recovery of Metals From SlagsMatheusDutraNo ratings yet
- An Overview of Recovery of Metals From SlagsDocument17 pagesAn Overview of Recovery of Metals From SlagsPauloValdiviesoNo ratings yet
- Study Korosi Carbon Steel Terhadap SuhuDocument12 pagesStudy Korosi Carbon Steel Terhadap SuhuJim boomNo ratings yet
- 1 s2.0 S0304386X1200059X MainDocument7 pages1 s2.0 S0304386X1200059X MainJordan Ulloa BelloNo ratings yet
- Download ebook Galvanic Corrosion Of Type 316L Stainless Steel And Graphite In Molten Fluoride Salt Pdf full chapter pdfDocument32 pagesDownload ebook Galvanic Corrosion Of Type 316L Stainless Steel And Graphite In Molten Fluoride Salt Pdf full chapter pdfandre.davis379100% (21)
- Ironmaking and Steelmaking ProcessesDocument251 pagesIronmaking and Steelmaking Processesnagaraj100% (1)
- The Efffect of Remperature, CO2, H2S Gases and The Resultant Iron Carbonate and Iron SulfideDocument10 pagesThe Efffect of Remperature, CO2, H2S Gases and The Resultant Iron Carbonate and Iron SulfideYogaNo ratings yet
- Advanced alloys offer corrosion resistance for fertilizer processesDocument3 pagesAdvanced alloys offer corrosion resistance for fertilizer processesnNo ratings yet
- Engineering Failure Analysis: Farhad Daneshvar-Fatah, Amir Mostafaei, Reza Hosseinzadeh-Taghani, Farzad NasirpouriDocument9 pagesEngineering Failure Analysis: Farhad Daneshvar-Fatah, Amir Mostafaei, Reza Hosseinzadeh-Taghani, Farzad Nasirpourinum0067No ratings yet
- Regordosa-Llorca-Isern2016 Article ChemicalAndStructuralCharacterDocument15 pagesRegordosa-Llorca-Isern2016 Article ChemicalAndStructuralCharactersanjeev singhNo ratings yet
- 2017-Miran - Casting - Technology - For - ODS - Steels - The - Internal - Oxidation - ApproachDocument7 pages2017-Miran - Casting - Technology - For - ODS - Steels - The - Internal - Oxidation - ApproachDavid Hernández EscobarNo ratings yet
- Corrosion of Copper and Copper Alloys: Ahmed JabirDocument14 pagesCorrosion of Copper and Copper Alloys: Ahmed JabirAhmed JabirNo ratings yet
- Etching and Recovery of Gold From Aluminum SubstraDocument4 pagesEtching and Recovery of Gold From Aluminum Substraمحمود محمودNo ratings yet
- Inclusion Sulphur ControlDocument5 pagesInclusion Sulphur ControlDeepak Patel100% (1)
- Study of The Corrosion Behaviour of S32101 Duplex and 410 Martensitic Stainless Steel For Application in Oil Refinery Distillation SystemsDocument11 pagesStudy of The Corrosion Behaviour of S32101 Duplex and 410 Martensitic Stainless Steel For Application in Oil Refinery Distillation SystemsBalaji BeliveNo ratings yet
- Aziz Et Al. - 2014 - Characterisation and Utilisation of Steel Slag For The Construction of Roads and HighwaysDocument5 pagesAziz Et Al. - 2014 - Characterisation and Utilisation of Steel Slag For The Construction of Roads and Highwayslahcen essNo ratings yet
- (Paperhub Ir) 10 1016@j Corsci 2016 02 001Document15 pages(Paperhub Ir) 10 1016@j Corsci 2016 02 001Mohammad MaroufkhaniNo ratings yet
- An Overview of Utilization of Steel Slag: The 7 International Conference On Waste Management and TechnologyDocument11 pagesAn Overview of Utilization of Steel Slag: The 7 International Conference On Waste Management and TechnologyAliFriendNo ratings yet
- Metals 11 00902 v4Document10 pagesMetals 11 00902 v4vinayakbunNo ratings yet
- Kaksonen 2016Document6 pagesKaksonen 2016peneeeNo ratings yet
- Recycling of The Steelmaking By-Products Into TheDocument11 pagesRecycling of The Steelmaking By-Products Into Theyin xing gaoNo ratings yet
- Corrosion Science: M. Cabrini, S. Lorenzi, T. PastoreDocument9 pagesCorrosion Science: M. Cabrini, S. Lorenzi, T. Pastorequeno1No ratings yet
- Carbon Steel Corrosion in Clay-Rich EnvironmentDocument10 pagesCarbon Steel Corrosion in Clay-Rich Environmentblackcurse29No ratings yet
- Chapter 11.-Electroslag Remelting of Copper and Its AlloysDocument2 pagesChapter 11.-Electroslag Remelting of Copper and Its AlloysJesús Francisco Vidaňa DuronNo ratings yet
- Using LD Steel Slag in AgricultureDocument10 pagesUsing LD Steel Slag in Agriculturemochamad alvan mifta chusururiNo ratings yet
- Managing Black Powder in Sales Gas Transmission PipelinesDocument7 pagesManaging Black Powder in Sales Gas Transmission PipelinesPervaiz Rizvi100% (2)
- Smarajit Sarkar Department of Metallurgical and Materials Engineering NIT RourkelaDocument251 pagesSmarajit Sarkar Department of Metallurgical and Materials Engineering NIT RourkelaAvinash SiwachNo ratings yet
- Engineering Failure AnalysisDocument19 pagesEngineering Failure AnalysisTimofey IgoninNo ratings yet
- Asghari 2018Document19 pagesAsghari 2018CatalinaSoledadBelloCarrascoNo ratings yet
- Cast Iron Pipe Fittings Corrosion AnalysisDocument6 pagesCast Iron Pipe Fittings Corrosion AnalysisTeby RodoNo ratings yet
- Cooper PlatingDocument12 pagesCooper Platingmiguelin9169100% (1)
- Effect of Metal Coupling On Rusting of Iron: Chemistry Project FileDocument14 pagesEffect of Metal Coupling On Rusting of Iron: Chemistry Project FilePrashant Pandey100% (3)
- 530-Article Text-710-1-10-20150109Document7 pages530-Article Text-710-1-10-20150109eissa16No ratings yet
- Considerations for Using Alternative Iron Materials in EAFsDocument12 pagesConsiderations for Using Alternative Iron Materials in EAFsAlina StoroshchukNo ratings yet
- Alloy Solutions To Metal Dusting Problems in The Petrochemical Industry PDFDocument8 pagesAlloy Solutions To Metal Dusting Problems in The Petrochemical Industry PDFZeeshan SajidNo ratings yet
- Mikrostruktur 2205Document5 pagesMikrostruktur 2205Rusli NurdinNo ratings yet
- Komnum UASDocument8 pagesKomnum UASRusli NurdinNo ratings yet
- Dosis DHA Dan EPADocument8 pagesDosis DHA Dan EPARusli NurdinNo ratings yet
- Kuliah 2.ionik MDocument34 pagesKuliah 2.ionik MRusli NurdinNo ratings yet
- Fatigue Test Calculations and AnalysisDocument4 pagesFatigue Test Calculations and AnalysisRusli NurdinNo ratings yet
- Blade PDFDocument8 pagesBlade PDFRusli NurdinNo ratings yet
- Catatan Komposit MoyoDocument4 pagesCatatan Komposit MoyoRusli NurdinNo ratings yet
- HIC Kuliah 2016 MDocument24 pagesHIC Kuliah 2016 MRusli NurdinNo ratings yet
- Tensile Test WNP PengmatDocument41 pagesTensile Test WNP PengmatRusli NurdinNo ratings yet
- Article Review Form RuslirDocument1 pageArticle Review Form RuslirRusli NurdinNo ratings yet
- Role of Youth (Movement) in The Presence of Nation and Its ExistenceDocument1 pageRole of Youth (Movement) in The Presence of Nation and Its ExistenceRusli NurdinNo ratings yet
- 6061Document3 pages6061Rowan BirchNo ratings yet
- Top Blowing Rotatory ConvertorDocument4 pagesTop Blowing Rotatory ConvertorVanesa Ramirez CatalanNo ratings yet
- 3 Welding ImperfectionsDocument44 pages3 Welding ImperfectionsAdhanom G.No ratings yet
- Electroplating (Learning Material of Chemistry) by HariyantoDocument34 pagesElectroplating (Learning Material of Chemistry) by HariyantoHARIYANTO100% (4)
- Chemistry Chapter 3 NCERT Activity AnswersDocument5 pagesChemistry Chapter 3 NCERT Activity AnswersBrindaa BNo ratings yet
- WPS - 2Document3 pagesWPS - 2aleventNo ratings yet
- Machine design chapter quizDocument4 pagesMachine design chapter quizSYBRELLE CRUZNo ratings yet
- Wps PQRDocument6 pagesWps PQRneelson_099No ratings yet
- Excellence... Efficiency... Expertise: Tooling For Metal IndustryDocument12 pagesExcellence... Efficiency... Expertise: Tooling For Metal IndustrysalesNo ratings yet
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Document12 pagesFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarNo ratings yet
- Weller Soldering Tips BrochureDocument20 pagesWeller Soldering Tips Brochurehaha2012No ratings yet
- Study of Factors Causing Alpha Case Formation on Heat Treated Ti-6-4 AlloyDocument3 pagesStudy of Factors Causing Alpha Case Formation on Heat Treated Ti-6-4 AlloyWK LamNo ratings yet
- Hal Helicopter Division Training ReportDocument41 pagesHal Helicopter Division Training ReportMayank Gupta67% (9)
- PROVAL Quarter Turn ActuatorsDocument6 pagesPROVAL Quarter Turn ActuatorsjoelNo ratings yet
- 300 Series: FLAT Metal Hinge WITH BORE Right ThroughDocument2 pages300 Series: FLAT Metal Hinge WITH BORE Right ThroughbenciusilviuNo ratings yet
- 2023 2024 Class VIII Chemistry Part 1 AWDocument16 pages2023 2024 Class VIII Chemistry Part 1 AWBRO IT’S DHARAHASNo ratings yet
- KSD Product CatalogDocument122 pagesKSD Product Cataloghendrik wibowoNo ratings yet
- Elkem TI 03Document2 pagesElkem TI 03KarthiKeyan SNo ratings yet
- Abrazivi Pe Suport Tyrolit - en PDFDocument0 pagesAbrazivi Pe Suport Tyrolit - en PDFgtibicjNo ratings yet
- Closed Book Api 572-A (55-65) - 2Document11 pagesClosed Book Api 572-A (55-65) - 2slxanto100% (1)
- CR39W Alloy Properties and ApplicationsDocument2 pagesCR39W Alloy Properties and ApplicationsJean-Noël LerouxNo ratings yet
- Standard Specification For: Designation: B167 11Document9 pagesStandard Specification For: Designation: B167 11mahfuzNo ratings yet
- VW 13750 - 2014-05 - enDocument21 pagesVW 13750 - 2014-05 - enHarold_katzerNo ratings yet
- AWS - Visual Inspection Workshop (Exercise Questions)Document12 pagesAWS - Visual Inspection Workshop (Exercise Questions)javierNo ratings yet
- Literfue SurveyDocument8 pagesLiterfue SurveyAravind Raj SNo ratings yet
- DS65 - (1995) Atmospheric Corrosion Investigation of Aluminum-Coated, Zinc-Coated, and Copper-Bearing Steel Wire and Wire ProductsDocument74 pagesDS65 - (1995) Atmospheric Corrosion Investigation of Aluminum-Coated, Zinc-Coated, and Copper-Bearing Steel Wire and Wire ProductsJacques StrappeNo ratings yet
- AA 3105-F Tread/Chequered Plates: Aluminium AlloyDocument1 pageAA 3105-F Tread/Chequered Plates: Aluminium AlloyAbolfazl HabibiNo ratings yet
- Precipitation HardeningDocument7 pagesPrecipitation HardeningVasantha SudasinghaNo ratings yet
- Welding Procedures and Welders QualificationDocument41 pagesWelding Procedures and Welders QualificationHamid MansouriNo ratings yet
- Tig 200P AcdcDocument36 pagesTig 200P AcdcAlejandro CKNo ratings yet
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionFrom EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNo ratings yet
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- Electrical Principles and Technology for EngineeringFrom EverandElectrical Principles and Technology for EngineeringRating: 4 out of 5 stars4/5 (4)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- Basic Electric Circuit Theory: A One-Semester TextFrom EverandBasic Electric Circuit Theory: A One-Semester TextRating: 1.5 out of 5 stars1.5/5 (2)