You might also like
- Beams and TrussesDocument27 pagesBeams and TrussesngaaNo ratings yet
- Brazing BookDocument109 pagesBrazing BooksutrimoNo ratings yet
- The Welding Journal 1958 7Document150 pagesThe Welding Journal 1958 7AlexeyNo ratings yet
- Piping SpecDocument355 pagesPiping Speclcaron44100% (1)
- Welder Level C Program OutlineDocument185 pagesWelder Level C Program OutlineRon Carlo DiosoNo ratings yet
- AC7102.1D Nadcap Audit Criteria For BrazingDocument11 pagesAC7102.1D Nadcap Audit Criteria For BrazingrsjfidderNo ratings yet
- M.E Group 3 ReportDocument43 pagesM.E Group 3 ReportDimple LapuzNo ratings yet
- D4054 09 PDFDocument27 pagesD4054 09 PDFVigneswaranNo ratings yet
- Böhler Folder Strip Cladding EN WEB PDFDocument0 pagesBöhler Folder Strip Cladding EN WEB PDFCarlos Bermejo AlvarezNo ratings yet
- Materials of Construction-ZeCor™Document4 pagesMaterials of Construction-ZeCor™Anonymous JWI6rqtNo ratings yet
- Aisi 304Document2 pagesAisi 304Rohit100% (1)
- Brazing BPS 107-1 PDocument5 pagesBrazing BPS 107-1 Pmbe josephNo ratings yet
- Plumbing Drainage NotesDocument41 pagesPlumbing Drainage NotesDinesh Kumar100% (2)
- ATA Heet: LSS Chipper KnifeDocument2 pagesATA Heet: LSS Chipper KnifeX800XL100% (1)
- WaspaloyDocument7 pagesWaspaloyPourya.hosseiniNo ratings yet
- Valbruna Grade Steel TypeDocument3 pagesValbruna Grade Steel TypeLebasNo ratings yet
- AISI 4140 Steel, Normalized at 870°C (1600°F), Air Cooled, 25 MM (1 In.) RoundDocument2 pagesAISI 4140 Steel, Normalized at 870°C (1600°F), Air Cooled, 25 MM (1 In.) RoundGiancarlo PassalacquaNo ratings yet
- Aisi e 52100 SteelDocument2 pagesAisi e 52100 SteelFelipeTadeuNo ratings yet
- 100Cr6 PDFDocument2 pages100Cr6 PDFvm1y11No ratings yet
- 304 Stainless Steel Tecnical DataDocument2 pages304 Stainless Steel Tecnical DataArmando MátalNo ratings yet
- AISI 4340 Steel, Oil Quenched 800°C (1470°F), 540°C (1000°F) Temper, 50 MM (2 inDocument2 pagesAISI 4340 Steel, Oil Quenched 800°C (1470°F), 540°C (1000°F) Temper, 50 MM (2 indiego AlvarezNo ratings yet
- C 60 A/XF: The Siam Refractory Industry Co.,LtdDocument1 pageC 60 A/XF: The Siam Refractory Industry Co.,LtdGaluhNo ratings yet
- Hysol EA 9394Document4 pagesHysol EA 9394aswampNo ratings yet
- Alloy 625 Spec Sheet PDFDocument3 pagesAlloy 625 Spec Sheet PDFRaghNo ratings yet
- KAOCAST®Document3 pagesKAOCAST®1repsaperuNo ratings yet
- ASM Material Data Sheet PDFDocument2 pagesASM Material Data Sheet PDFtiele_barcelosNo ratings yet
- alloy20DataSheet PDFDocument2 pagesalloy20DataSheet PDFichrakNo ratings yet
- alloy800DataSheet PDFDocument2 pagesalloy800DataSheet PDFMaximiliano Ezequiel LopezNo ratings yet
- Epoxylite® E478Document4 pagesEpoxylite® E478pedro maiaNo ratings yet
- ClassificationDocument1 pageClassificationGmail For ABT WorkNo ratings yet
- Duratherm: Application EnvironmentalDocument4 pagesDuratherm: Application EnvironmentalMalek MahmoudNo ratings yet
- Hastelloy G 35Document16 pagesHastelloy G 35Ir Go JarNo ratings yet
- Nitronic® 40 Stainless Steel: Chemical CompositionDocument2 pagesNitronic® 40 Stainless Steel: Chemical CompositionBagus WicaksanaNo ratings yet
- Inconel 718Document2 pagesInconel 718Prathyusha RamadurgamNo ratings yet
- Hysol Ea 9309Document5 pagesHysol Ea 9309edgmtNo ratings yet
- AISI 1045 SteelDocument3 pagesAISI 1045 Steelsenthil4youNo ratings yet
- AISI 1025 Steel, Cold Drawn, High Temperature, Stress Relieved, 32-50 MM (1.25-2 In) RoundDocument3 pagesAISI 1025 Steel, Cold Drawn, High Temperature, Stress Relieved, 32-50 MM (1.25-2 In) RoundAJESH KUMARNo ratings yet
- AISI 4340 Steel, Oil Quenched 845°C, 650°C (1200°F) TemperDocument2 pagesAISI 4340 Steel, Oil Quenched 845°C, 650°C (1200°F) TemperDiegoAlvarezHuguezNo ratings yet
- Valbruna Grade Steel TypeDocument3 pagesValbruna Grade Steel TypeLebasNo ratings yet
- Bohler-Uddeholm SUPERIOR® H13 Hot Work Tool SteelDocument2 pagesBohler-Uddeholm SUPERIOR® H13 Hot Work Tool SteelAgustine SetiawanNo ratings yet
- Hysol Ea 956 PDFDocument4 pagesHysol Ea 956 PDFedgmtNo ratings yet
- Haynes Hastelloy C-276 Alloy Sheet 2MMDocument3 pagesHaynes Hastelloy C-276 Alloy Sheet 2MMJitendra AmbaselkarNo ratings yet
- Ultra-Green 45: Product DataDocument1 pageUltra-Green 45: Product DataWatashi Wa Abilene RockanLoverNo ratings yet
- MaterialData 6877Document2 pagesMaterialData 6877Maxi PianelliNo ratings yet
- OvenDocument54 pagesOvenIsmail Hasan SaputraNo ratings yet
- Le0563 PDS Re - America en V2 PDS Am - 2 4481 10031804Document3 pagesLe0563 PDS Re - America en V2 PDS Am - 2 4481 10031804Aleksa SaricNo ratings yet
- Super MatDocument2 pagesSuper Mat이선엽No ratings yet
- Physical Properties: Physical Property British Units Metric Units Density Melting RangeDocument4 pagesPhysical Properties: Physical Property British Units Metric Units Density Melting RangesuiafwgehjdfNo ratings yet
- Master Bond EP17HT LODocument3 pagesMaster Bond EP17HT LORusty AllenNo ratings yet
- Valbruna Grade Steel TypeDocument3 pagesValbruna Grade Steel TypeLebasNo ratings yet
- ASM Material Data Sheet 316Document2 pagesASM Material Data Sheet 316.xNo ratings yet
- Infineum V534Document1 pageInfineum V534Hiram GarciaNo ratings yet
- The Online Materials Database Sandvik 254 SMO Seamless Tube and PipeDocument2 pagesThe Online Materials Database Sandvik 254 SMO Seamless Tube and PipeSukhDeolNo ratings yet
- AISI 1045 Steel, Hot Rolled, 19-32 MM (0.75-1Document2 pagesAISI 1045 Steel, Hot Rolled, 19-32 MM (0.75-1diego AlvarezNo ratings yet
- WWW Matweb Com Search Datasheet Print Aspx Matguid E30d1d103Document3 pagesWWW Matweb Com Search Datasheet Print Aspx Matguid E30d1d103Vijay PalNo ratings yet
- Hussey Copper Electrolytic Tough Pitch CDA Copper C 110 00Document1 pageHussey Copper Electrolytic Tough Pitch CDA Copper C 110 00Michael DoyleNo ratings yet
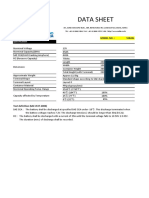
- Data Sheet: Model No.: 55B24LDocument2 pagesData Sheet: Model No.: 55B24LAcero MariaNo ratings yet
- Muster800 en PDFDocument2 pagesMuster800 en PDFAnonymous YJNkeFwKNo ratings yet
- Acero Inox 410 MaterialData - 12949Document2 pagesAcero Inox 410 MaterialData - 12949Arturo AguilarNo ratings yet
- Special Metals UDIMET® Alloy 520 SuperalloyDocument2 pagesSpecial Metals UDIMET® Alloy 520 Superalloyapurv bhartiNo ratings yet
- Invar 36Document5 pagesInvar 36Yoni BenshaharNo ratings yet
- AISI 1035 SteelDocument2 pagesAISI 1035 SteelCarlos Andres Garcia MuñozNo ratings yet
- Nominal Composition Standard Inventory SpecificationsDocument3 pagesNominal Composition Standard Inventory Specificationssafat parNo ratings yet
- A286 (Ficha Tecnica)Document3 pagesA286 (Ficha Tecnica)Alex Zambrana RodríguezNo ratings yet
- Super Mat InsulationDocument2 pagesSuper Mat InsulationAna Lucia Espinoza GomezNo ratings yet
- Apmln 2019 07 15 - 13 23 57Document3 pagesApmln 2019 07 15 - 13 23 57yannNo ratings yet
- Araldite Epoxy Resin Cy 230 and Hy 951 HardenerDocument6 pagesAraldite Epoxy Resin Cy 230 and Hy 951 Hardenersonu50% (2)
- Araldite Epoxy Resin Cy 230 and Hy 951 HardenerDocument6 pagesAraldite Epoxy Resin Cy 230 and Hy 951 HardenerVaibhav AnuseNo ratings yet
- AISI 1020 Steel, Normalized at 870°C (1600°F)Document2 pagesAISI 1020 Steel, Normalized at 870°C (1600°F)Vitor GodoyNo ratings yet
- Analytical Chemistry of Zirconium and Hafnium: International Series of Monographs in Analytical ChemistryFrom EverandAnalytical Chemistry of Zirconium and Hafnium: International Series of Monographs in Analytical ChemistryNo ratings yet
- Suneeth ReviewDocument68 pagesSuneeth ReviewPranayteja.G gottipamulaNo ratings yet
- (ANSI - AWS A5.31-92R) AWS A5 Committee On Filler Metal-Specification For Fluxes For Brazing and Braze Welding-American Welding Society (AWS) (1992) PDFDocument18 pages(ANSI - AWS A5.31-92R) AWS A5 Committee On Filler Metal-Specification For Fluxes For Brazing and Braze Welding-American Welding Society (AWS) (1992) PDFTowkir AhmmadNo ratings yet
- Cored Solder Wires Cored Solder Wires For Aluminium: Alu-SolDocument4 pagesCored Solder Wires Cored Solder Wires For Aluminium: Alu-Solpaula09No ratings yet
- Compact Heat Exchanger DesignDocument52 pagesCompact Heat Exchanger DesignoperationmanagerNo ratings yet
- Welding Principles and Practices 5th Edition Bohnart Test BankDocument10 pagesWelding Principles and Practices 5th Edition Bohnart Test Bankemirshipbrander.qd6a100% (13)
- CB52 / CBH52: Brazed Plate Heat ExchangerDocument2 pagesCB52 / CBH52: Brazed Plate Heat ExchangerJerryChenNo ratings yet
- Daikin Water Cooling-Evap Coils Catalog CAT 411-9 LRDocument38 pagesDaikin Water Cooling-Evap Coils Catalog CAT 411-9 LRnavabnavab786No ratings yet
- Aircraft Metallurgy ObjectiveDocument570 pagesAircraft Metallurgy ObjectiveKULDEEP patilNo ratings yet
- Me137l - Shopreport - No. Quenching and TemperingDocument10 pagesMe137l - Shopreport - No. Quenching and TemperingJag MasterNo ratings yet
- Medical Brochure VI 2021Document11 pagesMedical Brochure VI 2021Halid AdeboNo ratings yet
- Methods of Pipe JointingDocument4 pagesMethods of Pipe JointingVidhi KoshtiNo ratings yet
- Rotor Winding Problems Bill MooreDocument53 pagesRotor Winding Problems Bill Moore김동하No ratings yet
- 0714 Nitrogen PDFDocument2 pages0714 Nitrogen PDFSuresh PelluruNo ratings yet
- Mir 2021Document6 pagesMir 2021Angel LeonNo ratings yet
- Screw Jack Welding Machine Operation Manual (English)Document14 pagesScrew Jack Welding Machine Operation Manual (English)hanuarNo ratings yet
- Asme Ix PT QB Article Xi QB 100 Brazing General RequirementsDocument5 pagesAsme Ix PT QB Article Xi QB 100 Brazing General RequirementsGabriel Giampietro de AndradeNo ratings yet
- Pressurereducers: CAT INGLESE Riduttori + Welding 18-05-2010 22:32 Pagina 50Document49 pagesPressurereducers: CAT INGLESE Riduttori + Welding 18-05-2010 22:32 Pagina 50Abhay YadavNo ratings yet
- AKG enDocument10 pagesAKG encarlosNo ratings yet
- 2007 DCNA Precious Metals in DentistryDocument11 pages2007 DCNA Precious Metals in DentistryAnonymous bfkfnp9WNZNo ratings yet