You might also like
- Mpaps 6032Document7 pagesMpaps 6032PANKAJ CHAUHANNo ratings yet
- Mpaps 6016Document16 pagesMpaps 6016PANKAJ CHAUHANNo ratings yet
- Mpaps D 7130Document4 pagesMpaps D 7130mpedraza-1No ratings yet
- Index of Revisions Rev. Description And/Or Revised Sheets: I-PR-3010.94-1400-910-JHB-046Document13 pagesIndex of Revisions Rev. Description And/Or Revised Sheets: I-PR-3010.94-1400-910-JHB-046ThiagoNo ratings yet
- 3.06 ES 10K DUAL BOP ManDocument15 pages3.06 ES 10K DUAL BOP ManRafael BolivarNo ratings yet
- 5.12 Bop Es 15MDocument30 pages5.12 Bop Es 15MJavier Rivas50% (2)
- Tech 1419 ManDocument26 pagesTech 1419 ManRiski KurniawanNo ratings yet
- Specification For Sprinkler DesignDocument14 pagesSpecification For Sprinkler DesignFarhan AhmedNo ratings yet
- M60eh44 Man 001Document40 pagesM60eh44 Man 001Riski KurniawanNo ratings yet
- M60es54 Na549yb Man 001Document27 pagesM60es54 Na549yb Man 001Riski KurniawanNo ratings yet
- Branch Line Mbe 6 WTRDocument11 pagesBranch Line Mbe 6 WTRMuhamad Hifni SyahbanaNo ratings yet
- D601000439 Man 001Document25 pagesD601000439 Man 001Riski KurniawanNo ratings yet
- Casing Packer Setting Tool (CPST) : Parts Lists and Exploded ViewsDocument14 pagesCasing Packer Setting Tool (CPST) : Parts Lists and Exploded ViewsJose Antonio Acosta100% (1)
- IGRT Couch Top InspectionDocument5 pagesIGRT Couch Top InspectionMichael Steve Camelo GuevaraNo ratings yet
- IGRT Couch Top InspectionDocument5 pagesIGRT Couch Top InspectionMIchaelNo ratings yet
- BGPP Aje 200 Pe F12 2301 000 0001 e 0Document21 pagesBGPP Aje 200 Pe F12 2301 000 0001 e 0vivekvijayan16No ratings yet
- Tech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopDocument34 pagesTech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopPastor VelasquezNo ratings yet
- Tech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopDocument34 pagesTech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopRiski KurniawanNo ratings yet
- 8.00bb3hhnat114a69.000 - 2022 09 21 - 15 49 43Document3 pages8.00bb3hhnat114a69.000 - 2022 09 21 - 15 49 43uriel granadosNo ratings yet
- Bleeding Line Mbe 6 WTRDocument8 pagesBleeding Line Mbe 6 WTRMuhamad Hifni SyahbanaNo ratings yet
- Pre-Load For BoltDocument6 pagesPre-Load For BoltJ.GuerhardNo ratings yet
- Material Submittal No. 0003 r.01 For Mdpe Pipes & Fittings, Sdr-11 (Naffco Flow Control, U.a.e.)Document136 pagesMaterial Submittal No. 0003 r.01 For Mdpe Pipes & Fittings, Sdr-11 (Naffco Flow Control, U.a.e.)rheynavarro24No ratings yet
- This Document Is Valid Only For Budgetary / Estimating Purpose by Company For FeedDocument5 pagesThis Document Is Valid Only For Budgetary / Estimating Purpose by Company For FeedRodrigoNo ratings yet
- MOL - Central Front End Compression Facility Project: PAGE: 1 of 13 Rev: 0 DATE: 11-Mar-2017Document13 pagesMOL - Central Front End Compression Facility Project: PAGE: 1 of 13 Rev: 0 DATE: 11-Mar-2017eke23No ratings yet
- PROCEDURE MANUALS - (Materials and Process Specifications Manual) - (07-01)Document15 pagesPROCEDURE MANUALS - (Materials and Process Specifications Manual) - (07-01)RickyNo ratings yet
- FRC Davit 4 Prep InstallationDocument6 pagesFRC Davit 4 Prep InstallationSamo SpontanostNo ratings yet
- Tech Manual: Tech-5.12 10K Eh Dual Combi InvDocument22 pagesTech Manual: Tech-5.12 10K Eh Dual Combi InvRiski KurniawanNo ratings yet
- M60es44 P449y Man 001Document23 pagesM60es44 P449y Man 001Riski Kurniawan100% (1)
- Wellhead - Ope - ManualDocument73 pagesWellhead - Ope - ManualsambhajiNo ratings yet
- Mpaps 6028Document3 pagesMpaps 6028PANKAJ CHAUHANNo ratings yet
- 2.50tb2hh3at113m2.000 - 2023 09 07 - 15 37 38Document3 pages2.50tb2hh3at113m2.000 - 2023 09 07 - 15 37 38Eduardo FimbresNo ratings yet
- LAB 115 Services IndDocument2 pagesLAB 115 Services IndUsama JavedNo ratings yet
- Series 81S Ed4Document2 pagesSeries 81S Ed4Francisco Javier Meza de la CruzNo ratings yet
- M60es44 N449XL TX Man 001Document27 pagesM60es44 N449XL TX Man 001Riski Kurniawan100% (2)
- Equalizing Line Mbe 6 WTRDocument2 pagesEqualizing Line Mbe 6 WTRMuhamad Hifni SyahbanaNo ratings yet
- Dual Bleed TechDocument9 pagesDual Bleed TechEmanuel VidalNo ratings yet
- S2.06.02 1K All Plastics Primer APACDocument4 pagesS2.06.02 1K All Plastics Primer APACWawan BudiantoNo ratings yet
- Index of Revisions Rev. Description And/Or Revised Sheets: ProcedureDocument7 pagesIndex of Revisions Rev. Description And/Or Revised Sheets: ProcedureThiagoNo ratings yet
- DRW 2916699130 02Document1 pageDRW 2916699130 02davi mooreNo ratings yet
- MSS SP 61-2003Document9 pagesMSS SP 61-2003Grayci PaivaNo ratings yet
- Hy13 PMD300 SM - UsDocument32 pagesHy13 PMD300 SM - UsJared VegaNo ratings yet
- M60es54 Na549y QC Man 001Document29 pagesM60es54 Na549y QC Man 001Riski Kurniawan67% (3)
- Ficha Técnica Cinta de Aluminio - FassonDocument2 pagesFicha Técnica Cinta de Aluminio - FassonAlcidesLizarragaNo ratings yet
- 5 PDFDocument28 pages5 PDFJunaidNo ratings yet
- Part Number: Status: Overview: Description:: DocumentsDocument2 pagesPart Number: Status: Overview: Description:: DocumentsNurul ArdiNo ratings yet
- Gom STP Ins Pid 01013 1Document30 pagesGom STP Ins Pid 01013 1Nikhil PatilNo ratings yet
- Pile Load Test (Pull-Out & Lateral) : Technical Specifications/Scope of Work FORDocument15 pagesPile Load Test (Pull-Out & Lateral) : Technical Specifications/Scope of Work FORPriyanka GuleriaNo ratings yet
- M60es54 P549yb Man 001Document21 pagesM60es54 P549yb Man 001Riski KurniawanNo ratings yet
- SKF - Product Data Bearing-Reva 70Document2 pagesSKF - Product Data Bearing-Reva 70VelmuruganNo ratings yet
- PGP/PGM600: Service ManualDocument20 pagesPGP/PGM600: Service ManualARTMehr Eng. GroupNo ratings yet
- FINAL PIPING BULK MTO Rev - CCED-56934Document2 pagesFINAL PIPING BULK MTO Rev - CCED-56934Tom GoodladNo ratings yet
- 4.06 EC 10M QUAD BOP Man PDFDocument23 pages4.06 EC 10M QUAD BOP Man PDFAlexander tulcanNo ratings yet
- Tech Manual: Tech-4.06 10K Ec Quad BopDocument23 pagesTech Manual: Tech-4.06 10K Ec Quad BopAlexander tulcan100% (1)
- M60es54 S549y Man 001Document14 pagesM60es54 S549y Man 001Riski Kurniawan100% (1)
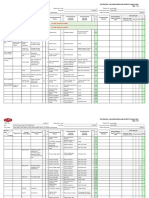
- Manufacturing Quality PlanDocument4 pagesManufacturing Quality PlanDIENSHNo ratings yet
- TRAINING PVE Hari 4 PDFDocument13 pagesTRAINING PVE Hari 4 PDFDheska AgungNo ratings yet
- FRC Davit 3 Tech DescriptionDocument5 pagesFRC Davit 3 Tech DescriptionSamo SpontanostNo ratings yet
- Steam Turbine Centrifugal Liquid Chillers: Installation InstructionsDocument34 pagesSteam Turbine Centrifugal Liquid Chillers: Installation Instructionsh1234bNo ratings yet
- Meganorm KSB CENTRIFUGAL PUMPDocument16 pagesMeganorm KSB CENTRIFUGAL PUMPdimasjosesmithNo ratings yet
- Qs865atez Data GR&RDocument2 pagesQs865atez Data GR&Rmpedraza-1No ratings yet
- CEMS G-5 Part 1ADocument7 pagesCEMS G-5 Part 1Ampedraza-1No ratings yet
- RequirementsDocument18 pagesRequirementsmpedraza-1No ratings yet
- Bernoulli PDFDocument19 pagesBernoulli PDFmpedraza-1No ratings yet
- Auditoria Por CapasDocument23 pagesAuditoria Por Capasmpedraza-1No ratings yet
- Corporate Standard CPS0098: 1 ScopeDocument11 pagesCorporate Standard CPS0098: 1 Scopempedraza-1No ratings yet
- E-Coating Process FinalDocument1 pageE-Coating Process Finalmpedraza-1No ratings yet
- English Grammar: Prepositions of TimeDocument3 pagesEnglish Grammar: Prepositions of Timempedraza-1No ratings yet
- DOE Paint Pops On Seam: CMT Columbus, OHDocument13 pagesDOE Paint Pops On Seam: CMT Columbus, OHmpedraza-1No ratings yet
- CD6 Prototype Control PlanDocument3 pagesCD6 Prototype Control Planmpedraza-1No ratings yet
- CD6 Prototype PFMEADocument4 pagesCD6 Prototype PFMEAmpedraza-1No ratings yet
- AtlasDocument44 pagesAtlasmpedraza-1No ratings yet
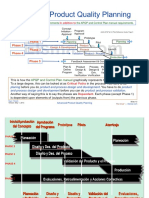
- Guideline APQP Workbook Rev DDocument19 pagesGuideline APQP Workbook Rev Dmpedraza-1100% (1)
- Doe Imc 1 - October 2007Document9 pagesDoe Imc 1 - October 2007mpedraza-1No ratings yet
- 5 Fases Del Apqp (Core)Document5 pages5 Fases Del Apqp (Core)mpedraza-1No ratings yet
- Adverbs That Tell Us For How LongDocument2 pagesAdverbs That Tell Us For How Longmpedraza-1No ratings yet
- Expressing The Date: For Single Days and Dates We Use OnDocument2 pagesExpressing The Date: For Single Days and Dates We Use Onmpedraza-1No ratings yet
- Prepositions of Place: At, In, On: at For A POINT in For An Enclosed Space On For A SURFACEDocument4 pagesPrepositions of Place: At, In, On: at For A POINT in For An Enclosed Space On For A SURFACEmpedraza-1No ratings yet
- CIDX Project Charter RFID 2007-01-18Document3 pagesCIDX Project Charter RFID 2007-01-18api-3731318No ratings yet
- Powerscreen University Bronze & Silver Links - Feb 2020Document5 pagesPowerscreen University Bronze & Silver Links - Feb 2020Andres AstudilloNo ratings yet
- Sieve Analysis Data Sheet: ASTM D422-63 (2007)Document1 pageSieve Analysis Data Sheet: ASTM D422-63 (2007)Bart LuceñaNo ratings yet
- Gas Engine Site Specific Technical DataDocument4 pagesGas Engine Site Specific Technical Datavlcmstne04No ratings yet
- The Three Steps of Thermodynamic Analysis of IC Engines AreDocument42 pagesThe Three Steps of Thermodynamic Analysis of IC Engines AreGODNo ratings yet
- Welcome To OU Training!: Key Event DetailsDocument4 pagesWelcome To OU Training!: Key Event Detailsaercio manuelNo ratings yet
- Factors Affecting Four Wheeler Industries in IndiaDocument54 pagesFactors Affecting Four Wheeler Industries in IndiaRitesh Vaishnav100% (2)
- Warner P50 - 80 CatalogueDocument3 pagesWarner P50 - 80 Cataloguemokthyeluen3832No ratings yet
- Telephone Dir.Document1 pageTelephone Dir.Sandeep PasumarthiNo ratings yet
- Precision Estimates For AASHTO TestDocument139 pagesPrecision Estimates For AASHTO TestFred Jumbas Jr.No ratings yet
- MomentsDocument4 pagesMomentsontlametse tidimaneNo ratings yet
- Panasonic PT-AE2000U LCD Projector ManualDocument58 pagesPanasonic PT-AE2000U LCD Projector Manualspock_cowNo ratings yet
- Manual of Information Technology Audit PDFDocument113 pagesManual of Information Technology Audit PDFgio33gioNo ratings yet
- DC Motor Interfacing With PIC Microcontroller Using L293 Motor Driver ICDocument4 pagesDC Motor Interfacing With PIC Microcontroller Using L293 Motor Driver ICifyNo ratings yet
- Design and Simulation of Solar Photovoltaic CellDocument23 pagesDesign and Simulation of Solar Photovoltaic CellKAUSHIK PRABHATH BANDINo ratings yet
- Economics of Power Generation Multiple Choice Questions and Answers Preparation For Competition Exams PDFDocument15 pagesEconomics of Power Generation Multiple Choice Questions and Answers Preparation For Competition Exams PDFsalman bhattiNo ratings yet
- BT-2500 Table Saw Revised PLDocument3 pagesBT-2500 Table Saw Revised PLHYDRO-LECNo ratings yet
- Presentation First SolarDocument36 pagesPresentation First SolarkamalmuraNo ratings yet
- Machines and Equipment For The Production of Autoclaved Aerated ConcreteDocument9 pagesMachines and Equipment For The Production of Autoclaved Aerated ConcretebalajicaptainNo ratings yet
- Integrated Management Systems Manual Without Company RefDocument17 pagesIntegrated Management Systems Manual Without Company ReflkjhiuhNo ratings yet
- JNTU Study MaterialsDocument9 pagesJNTU Study MaterialsPolisetty0% (2)
- Daftar Part UnitDocument91 pagesDaftar Part UnitSilvia GosalNo ratings yet
- Porsche 918 Spyder DrivetrainDocument13 pagesPorsche 918 Spyder DrivetrainclevercogNo ratings yet
- 1VET954910-910 Arc EliminatorDocument4 pages1VET954910-910 Arc EliminatorprotectionworkNo ratings yet
- Dietmar Hildenbrand-Foundations of Geometric Algebra ComputingDocument199 pagesDietmar Hildenbrand-Foundations of Geometric Algebra ComputingGuillermo Osuna100% (2)
- Brocas Komet. 410863V0 - PI - EN - ACR - EQDocument2 pagesBrocas Komet. 410863V0 - PI - EN - ACR - EQMarco SilvaNo ratings yet
- Delefilm SE1445Document19 pagesDelefilm SE1445Stian100% (1)
- Director of Finance/CFODocument3 pagesDirector of Finance/CFOapi-77850220No ratings yet
- Hima Fscs - Tuv Fse Sample Questions 2013Document6 pagesHima Fscs - Tuv Fse Sample Questions 2013mnmNo ratings yet
- CFD - Driving Engineering ProductivityDocument5 pagesCFD - Driving Engineering ProductivityBramJanssen76No ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Analog Design and Simulation Using OrCAD Capture and PSpiceFrom EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNo ratings yet
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneFrom EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneRating: 4.5 out of 5 stars4.5/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesFrom EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNo ratings yet
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- Interfacing PIC Microcontrollers: Embedded Design by Interactive SimulationFrom EverandInterfacing PIC Microcontrollers: Embedded Design by Interactive SimulationNo ratings yet
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Dynamic Aquaria: Building Living EcosystemsFrom EverandDynamic Aquaria: Building Living EcosystemsRating: 4 out of 5 stars4/5 (4)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)