You might also like
- Tank Drawings Example PDFDocument2 pagesTank Drawings Example PDFMiguel OrhlNo ratings yet
- JCP-4-9 SeriesDocument1 pageJCP-4-9 SeriesAlban HysomemajNo ratings yet
- Dressor-Galion Motor Grader Transmission Service ManualDocument44 pagesDressor-Galion Motor Grader Transmission Service ManualMonty100% (1)
- Cross Arm Assembly, 38'-3 1/8" Long Xarm: Sheet 1 of 4Document4 pagesCross Arm Assembly, 38'-3 1/8" Long Xarm: Sheet 1 of 4raulNo ratings yet
- BOP S RIG 15Document1 pageBOP S RIG 15rig 15No ratings yet
- Crown Oil Boilers BrochureDocument2 pagesCrown Oil Boilers Brochuree-ComfortUSANo ratings yet
- Right WingDocument1 pageRight WingRowell AguilarNo ratings yet
- BY: R Reason For Change Date: Chk'D. R Drawing No.: 0Document1 pageBY: R Reason For Change Date: Chk'D. R Drawing No.: 0josebaldesNo ratings yet
- Noracabin TN 20230329Document4 pagesNoracabin TN 20230329api-455371619No ratings yet
- Beam Drawing Sample 1Document1 pageBeam Drawing Sample 1sixramesh123No ratings yet
- Pages From Hs 6097 Shop Order Rev eDocument1 pagePages From Hs 6097 Shop Order Rev ekennymagallanesNo ratings yet
- A1.1 - Floor Plan and Elevations Rev.0 MarkupDocument1 pageA1.1 - Floor Plan and Elevations Rev.0 MarkupAstria Elena Lopez AbarcaNo ratings yet
- 911PLNPF00 P01Document1 page911PLNPF00 P01Copy PueblaNo ratings yet
- C Brand FX Body Company, INC. 2012 F-73-00-04 Rev:03Document2 pagesC Brand FX Body Company, INC. 2012 F-73-00-04 Rev:03Alan TrejoNo ratings yet
- Ground FLR VRF Pipe SizeDocument1 pageGround FLR VRF Pipe SizeAbdullah.N FAAliNo ratings yet
- Edition 3Document1 pageEdition 3008yannaingwinNo ratings yet
- NGS Ipg 0003Document8 pagesNGS Ipg 0003Santiago Mateo Enciso AvilaNo ratings yet
- Plantilla HT24 Ansi-2013Document4 pagesPlantilla HT24 Ansi-2013servicio5No ratings yet
- Layouts of The Intersection of U.S. 75 and Main Street in LuverneDocument6 pagesLayouts of The Intersection of U.S. 75 and Main Street in LuverneKari LucinNo ratings yet
- Hayathnagar Civil LayoutDocument1 pageHayathnagar Civil LayoutSHYAM RAJNo ratings yet
- CG (Initial) : Designed by Plans byDocument1 pageCG (Initial) : Designed by Plans byFarooq AhmadNo ratings yet
- JCP 14 18 SeriesDocument1 pageJCP 14 18 SeriesAlban HysomemajNo ratings yet
- W0010566MDocument1 pageW0010566MRobert San-JoseNo ratings yet
- RCH 2 - Williams Model IP-1000Document2 pagesRCH 2 - Williams Model IP-1000Chris Alfa PalaNo ratings yet
- Full Wood Aileron DrawingDocument1 pageFull Wood Aileron DrawingPedro Henrique BalduciNo ratings yet
- 911PLNPF00 P00Document1 page911PLNPF00 P00Copy PueblaNo ratings yet
- Concrete Square Tapered PolesDocument4 pagesConcrete Square Tapered PolesElias100% (1)
- 43-142 - A503 - Stair and Railing Details (Version)Document1 page43-142 - A503 - Stair and Railing Details (Version)Parth DaxiniNo ratings yet
- Product Drawing: Power Entry 13 1/2" WIDE X 7" HIGHDocument1 pageProduct Drawing: Power Entry 13 1/2" WIDE X 7" HIGHsamersibaniNo ratings yet
- JCP 10 12 SeriesDocument1 pageJCP 10 12 SeriesAlban HysomemajNo ratings yet
- 34.27Ft Catwalk Reach: Customer ApprovalDocument1 page34.27Ft Catwalk Reach: Customer ApprovalDavid OrtegaNo ratings yet
- Royal Switchgear Manufacturing Co.: PART # 10645-4Document1 pageRoyal Switchgear Manufacturing Co.: PART # 10645-4sagar ramaniNo ratings yet
- Lay-Out Plan of Ors Factory Roof Top With Lps SCALE-1:100: Air Terminal Earth PitDocument1 pageLay-Out Plan of Ors Factory Roof Top With Lps SCALE-1:100: Air Terminal Earth PitSafe circle bdNo ratings yet
- 25 Vented Ridge DetailDocument1 page25 Vented Ridge DetailAhmed Saber NassarNo ratings yet
- Serpentin ApodacaDocument1 pageSerpentin ApodacaImpulsora DemaNo ratings yet
- As Built Ground Floor PlanDocument1 pageAs Built Ground Floor Planmuhammadmujtaba2011_No ratings yet
- Tiny House Foundation Details Rev1Document1 pageTiny House Foundation Details Rev1Brenda FernándezNo ratings yet
- Model 3500 Multi-Pin PDFDocument3 pagesModel 3500 Multi-Pin PDFAlejandro ZanellaNo ratings yet
- Plan Traffic BarrierDocument1 pagePlan Traffic BarrierAdnan NajemNo ratings yet
- GC200 Picket RailDocument1 pageGC200 Picket RailArmando CarreñoNo ratings yet
- 02.south Ripple - Ground FloorDocument1 page02.south Ripple - Ground FloorMD. ZAHIDUR RAHMANNo ratings yet
- Top Drive Warrior Model 110H70Document1 pageTop Drive Warrior Model 110H70Ricardo PrietoNo ratings yet
- 1007 Kur PC Pid 1001 - D3Document3 pages1007 Kur PC Pid 1001 - D3Abdul Wajid AliNo ratings yet
- Apt PlanDocument3 pagesApt PlanleovinNo ratings yet
- First Floor PlanDocument1 pageFirst Floor PlanNarender Singh RawatNo ratings yet
- Section-Aa: PharmacyDocument1 pageSection-Aa: PharmacyAshar HassanNo ratings yet
- Fundação Com Parafusos: QTY Item Part No. DescriptionDocument1 pageFundação Com Parafusos: QTY Item Part No. DescriptiontiagoNo ratings yet
- Paharpur AQ3800 Brochure PDFDocument1 pagePaharpur AQ3800 Brochure PDFPolepally VasudevaraoNo ratings yet
- 1 740 Sandvick Planooo La Mas ImportanteDocument1 page1 740 Sandvick Planooo La Mas ImportanteJoel David Barrios AmadoNo ratings yet
- M515 Hyd Circuit 2022Document1 pageM515 Hyd Circuit 2022dario antonio castro marquezNo ratings yet
- Bootz Bath Spec Sheet Aloha Plus AfrDocument2 pagesBootz Bath Spec Sheet Aloha Plus AfrJMNo ratings yet
- Hold Class 100: Bill of MaterialDocument1 pageHold Class 100: Bill of Materialai ambaraNo ratings yet
- A5 - STANDARD-AssDocument1 pageA5 - STANDARD-Assمعاذ محمدNo ratings yet
- Handrail DetailsDocument2 pagesHandrail DetailsVivianNo ratings yet
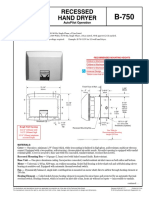
- Recessed Hand Dryer: Technical DataDocument2 pagesRecessed Hand Dryer: Technical Datakalven marquezNo ratings yet
- Continuous Cleat Coping Product DetailDocument2 pagesContinuous Cleat Coping Product DetailIrinel CopacinschiNo ratings yet
- Dyna Flo Fh2 2 Cajon Ag (Cp02) ModelDocument1 pageDyna Flo Fh2 2 Cajon Ag (Cp02) ModelHernan RomeroNo ratings yet
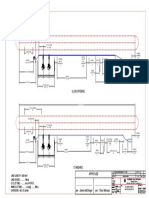
- BC Sheet 04 O&BR ElectricalDocument1 pageBC Sheet 04 O&BR ElectricalAmisha SolankiNo ratings yet
- The Vanishing Present: Wisconsin's Changing Lands, Waters, and WildlifeFrom EverandThe Vanishing Present: Wisconsin's Changing Lands, Waters, and WildlifeDonald M. WallerRating: 4 out of 5 stars4/5 (1)
- Bird Tracks & Sign: A Guide to North American SpeciesFrom EverandBird Tracks & Sign: A Guide to North American SpeciesRating: 5 out of 5 stars5/5 (1)
- Troidon 44 XP (English) - Rev. 160915Document4 pagesTroidon 44 XP (English) - Rev. 160915jiaozhongxingNo ratings yet
- Technical Specifications: Type HC95 LMDocument1 pageTechnical Specifications: Type HC95 LMjiaozhongxingNo ratings yet
- En Fdj01 Jumbo Drills BrochureDocument5 pagesEn Fdj01 Jumbo Drills BrochurejiaozhongxingNo ratings yet
- M J251 SpecDocument2 pagesM J251 SpecjiaozhongxingNo ratings yet
- Model J-352-LS: SpecificationsDocument2 pagesModel J-352-LS: SpecificationsjiaozhongxingNo ratings yet
- Model 3000: Standard Equipment FeaturesDocument2 pagesModel 3000: Standard Equipment FeaturesjiaozhongxingNo ratings yet
- Model HDR: Standard EquipmentDocument2 pagesModel HDR: Standard EquipmentjiaozhongxingNo ratings yet
- R20T PDFDocument2 pagesR20T PDFjiaozhongxing100% (1)
- Model J-352-LS: SpecificationsDocument2 pagesModel J-352-LS: SpecificationsjiaozhongxingNo ratings yet
- M 3411 REsalesDocument1 pageM 3411 REsalesjiaozhongxingNo ratings yet
- Di650i t3 Specification Sheet EnglishDocument3 pagesDi650i t3 Specification Sheet EnglishjiaozhongxingNo ratings yet
- J. H. Fletcher & Co.: Cj151E Face DrillDocument2 pagesJ. H. Fletcher & Co.: Cj151E Face DrilljiaozhongxingNo ratings yet
- Model J-152-DE: Application SpecificationsDocument2 pagesModel J-152-DE: Application SpecificationsjiaozhongxingNo ratings yet
- M J151 ADEspecDocument2 pagesM J151 ADEspecjiaozhongxingNo ratings yet
- FRD Has A Lot of Missions On The World For The Next GenerationDocument6 pagesFRD Has A Lot of Missions On The World For The Next GenerationjiaozhongxingNo ratings yet
- Di450 t3 Specification Sheet EnglishDocument4 pagesDi450 t3 Specification Sheet EnglishjiaozhongxingNo ratings yet
- Pcr200 200dth BroDocument9 pagesPcr200 200dth BrojiaozhongxingNo ratings yet
- Di550 t4 Specification Sheet EnglishDocument4 pagesDi550 t4 Specification Sheet EnglishjiaozhongxingNo ratings yet
- Specsheet D700 DTH Drill Rigs (Eng) Vol01Document2 pagesSpecsheet D700 DTH Drill Rigs (Eng) Vol01jiaozhongxingNo ratings yet
- Di550 t3 Specification Sheet EnglishDocument4 pagesDi550 t3 Specification Sheet EnglishjiaozhongxingNo ratings yet
- Axera D06Document2 pagesAxera D06Cristián Fernando Cristóbal RoblesNo ratings yet
- Down The Hole Drill Rigs (D700) CatalogDocument4 pagesDown The Hole Drill Rigs (D700) CatalogjiaozhongxingNo ratings yet
- 7-6015-G (DL420-7C) PDFDocument4 pages7-6015-G (DL420-7C) PDFjiaozhongxing100% (1)
- Boltec LC DHDocument4 pagesBoltec LC DHjiaozhongxingNo ratings yet
- Capital Markets Day 2017 Mining and Rock Excavation TechniqueDocument23 pagesCapital Markets Day 2017 Mining and Rock Excavation TechniquejiaozhongxingNo ratings yet
- Brochure Tamrock Axera D05Document4 pagesBrochure Tamrock Axera D05Esteban Fernando Meza IbacetaNo ratings yet
- Prof Essi Onal I SM, Advanced Qui L I Ty, Real Sati SF Acti OnDocument1 pageProf Essi Onal I SM, Advanced Qui L I Ty, Real Sati SF Acti OnjiaozhongxingNo ratings yet
- Boltec MC SimulatorDocument12 pagesBoltec MC SimulatorjiaozhongxingNo ratings yet
- 6-9655-C (DD320-26C)Document4 pages6-9655-C (DD320-26C)jiaozhongxingNo ratings yet
- Flip The Coin - EbookDocument306 pagesFlip The Coin - EbookAjesh Shah100% (1)
- Functions PW DPPDocument4 pagesFunctions PW DPPDebmalyaNo ratings yet
- Thesis On Retail Management of The Brand 'Sleepwell'Document62 pagesThesis On Retail Management of The Brand 'Sleepwell'Sajid Lodha100% (1)
- AAR Shell ProgrammingDocument13 pagesAAR Shell ProgrammingMarimuthu MuthaiyanNo ratings yet
- Module 2 TechnologyDocument20 pagesModule 2 Technologybenitez1No ratings yet
- Roland Fantom s88Document51 pagesRoland Fantom s88harryoliff2672100% (1)
- SXV RXV ChassisDocument239 pagesSXV RXV Chassischili_s16No ratings yet
- 2011-11-09 Diana and AtenaDocument8 pages2011-11-09 Diana and AtenareluNo ratings yet
- List of Modern Equipment and Farm ToolsDocument15 pagesList of Modern Equipment and Farm ToolsCarl Johnrich Quitain100% (2)
- Chunking Chunking Chunking: Stator Service IssuesDocument1 pageChunking Chunking Chunking: Stator Service IssuesGina Vanessa Quintero CruzNo ratings yet
- Atlascopco XAHS 175 DD ASL Parts ListDocument141 pagesAtlascopco XAHS 175 DD ASL Parts ListMoataz SamiNo ratings yet
- Big Bang Theory EpisodesDocument24 pagesBig Bang Theory EpisodesBroly dbzNo ratings yet
- MOS - Steel StructureDocument15 pagesMOS - Steel StructuredennisNo ratings yet
- DOST-PHIVOLCS Presentation For The CRDRRMC Meeting 15jan2020Document36 pagesDOST-PHIVOLCS Presentation For The CRDRRMC Meeting 15jan2020RJay JacabanNo ratings yet
- Four Hour Body Experiment Tracker TemplateDocument4 pagesFour Hour Body Experiment Tracker Templatechanellekristyweaver100% (1)
- ArrowrootDocument8 pagesArrowrootSevi CameroNo ratings yet
- Shaqlawa Technical College: IT DepartmentDocument20 pagesShaqlawa Technical College: IT Departmentbilind_mustafaNo ratings yet
- Zigbee Technology:19-3-2010: Seminor Title DateDocument21 pagesZigbee Technology:19-3-2010: Seminor Title Dateitdep_gpcet7225No ratings yet
- Forces L2 Measuring Forces WSDocument4 pagesForces L2 Measuring Forces WSAarav KapoorNo ratings yet
- Zambia National FormularlyDocument188 pagesZambia National FormularlyAngetile Kasanga100% (1)
- Lifting PermanentmagnetDocument6 pagesLifting PermanentmagnetShekh Muhsen Uddin Ahmed100% (1)
- Steel Price Index PresentationDocument12 pagesSteel Price Index PresentationAnuj SinghNo ratings yet
- A Brief Tutorial On Interval Type-2 Fuzzy Sets and SystemsDocument10 pagesA Brief Tutorial On Interval Type-2 Fuzzy Sets and SystemstarekeeeNo ratings yet
- Interbond 2340UPC: Universal Pipe CoatingDocument4 pagesInterbond 2340UPC: Universal Pipe Coatingnoto.sugiartoNo ratings yet
- 1 Prof Chauvins Instructions For Bingham CH 4Document35 pages1 Prof Chauvins Instructions For Bingham CH 4Danielle Baldwin100% (2)
- 2432 - Test Solutions - Tsol - 2432 - 21702Document5 pages2432 - Test Solutions - Tsol - 2432 - 21702Anmol PanchalNo ratings yet
- CH 15Document58 pagesCH 15Chala1989No ratings yet
- Chapter 13Document15 pagesChapter 13anormal08No ratings yet
- Dance Terms Common To Philippine Folk DancesDocument7 pagesDance Terms Common To Philippine Folk DancesSaeym SegoviaNo ratings yet
- DLI Watchman®: Vibration Screening Tool BenefitsDocument2 pagesDLI Watchman®: Vibration Screening Tool Benefitssinner86No ratings yet