You might also like
- United States Patent (10) Patent No.: US 6,692,544 B1: Grillenzoni (45) Date of Patent: Feb. 17, 2004Document20 pagesUnited States Patent (10) Patent No.: US 6,692,544 B1: Grillenzoni (45) Date of Patent: Feb. 17, 2004rianne nabilahNo ratings yet
- United States Patent (10) Patent No.: US 6,888,037 B2: Dandekar Et Al. (45) Date of Patent: May 3, 2005Document4 pagesUnited States Patent (10) Patent No.: US 6,888,037 B2: Dandekar Et Al. (45) Date of Patent: May 3, 2005claver donald AkréNo ratings yet
- Us 5959168Document9 pagesUs 5959168RafliNo ratings yet
- Spotting FluidsDocument16 pagesSpotting FluidsEduardo PeraltaNo ratings yet
- Rheo Diecasting of Al Si PB Immiscible AlloysDocument16 pagesRheo Diecasting of Al Si PB Immiscible AlloysHERNANDEZ1010No ratings yet
- NASA research on reverse flow combustor technologyDocument19 pagesNASA research on reverse flow combustor technologyAbhishek DubeyNo ratings yet
- United States Patent: GuirgisDocument11 pagesUnited States Patent: Guirgisamd mhmNo ratings yet
- United States Patent: 73 Assignee: Acrion Technologies, Inc., Valley View, 3. E. em (I. R35Document10 pagesUnited States Patent: 73 Assignee: Acrion Technologies, Inc., Valley View, 3. E. em (I. R35jeremyhoveNo ratings yet
- Mold CastingDocument22 pagesMold CastingDicky MadikatamaNo ratings yet
- PAtent Electrolitic Cell US5108563Document13 pagesPAtent Electrolitic Cell US5108563EDUCAPP elevator peachNo ratings yet
- US6169135Document13 pagesUS6169135NidaNo ratings yet
- US6074602Document8 pagesUS6074602Amin ZoljanahiNo ratings yet
- United States Patent (10) Patent No.: US 8,147,768 B2Document12 pagesUnited States Patent (10) Patent No.: US 8,147,768 B2habbibrachmanNo ratings yet
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocument10 pagesUnited States Patent (19) : 11 Patent Number: 45 Date of PatentFernando SImonelliNo ratings yet
- Patent PSA HYDROGEN US6849106Document8 pagesPatent PSA HYDROGEN US6849106nysa arientikaNo ratings yet
- Us 7908972Document23 pagesUs 7908972Abas NjarkhatirNo ratings yet
- Adsorption 5ADocument9 pagesAdsorption 5ANguyễn Thị Kim PhượngNo ratings yet
- Water-Based Gravure Printing Ink PatentDocument6 pagesWater-Based Gravure Printing Ink PatentHiba Naser100% (1)
- Flat Glass Annealing LehrsDocument7 pagesFlat Glass Annealing LehrsHồng ĐàoNo ratings yet
- US7418738-Vertical Adjustment Flip-Up PDFDocument15 pagesUS7418738-Vertical Adjustment Flip-Up PDFja2ja1No ratings yet
- US6337429Document14 pagesUS6337429Tasneem MNo ratings yet
- Us PatentDocument9 pagesUs PatentAndrean DMSNo ratings yet
- Us8316665 PDFDocument9 pagesUs8316665 PDFnangkarak8201No ratings yet
- US8074605Document9 pagesUS8074605ismail yousefNo ratings yet
- Iii Iihiiii: United States Patent (19) 11 Patent Number: 5,565,128Document14 pagesIii Iihiiii: United States Patent (19) 11 Patent Number: 5,565,128Walid Ebid ElgammalNo ratings yet
- US7827620Document9 pagesUS7827620Devansh ChhajlaniNo ratings yet
- Heated CouplingDocument10 pagesHeated CouplingTUNCAY GUMUSNo ratings yet
- United States Patent (10) Patent No.: US 6,808,543 B2Document18 pagesUnited States Patent (10) Patent No.: US 6,808,543 B2arwah1 designNo ratings yet
- Us7988247 PDFDocument19 pagesUs7988247 PDFSebastian CostaNo ratings yet
- Us8734570 Pressure and Vacuum SwingDocument14 pagesUs8734570 Pressure and Vacuum SwingManoj BNo ratings yet
- US8230789Document19 pagesUS8230789Abas NjarkhatirNo ratings yet
- United States Patent (10) Patent No.: US 8.245,859 B2Document17 pagesUnited States Patent (10) Patent No.: US 8.245,859 B2Christian Pedro WeippertNo ratings yet
- US6185288Document36 pagesUS6185288arungarg_itNo ratings yet
- US6689927Document7 pagesUS66899272manojsomNo ratings yet
- US6156005Document7 pagesUS6156005Pardeep SharmaNo ratings yet
- US7946356Document53 pagesUS7946356Ahmad Reza FarokhiNo ratings yet
- United States Patent: (10) Patent No.: US 6,838,782 B2Document7 pagesUnited States Patent: (10) Patent No.: US 6,838,782 B2Gepel OntanillasNo ratings yet
- United States Patent (10) Patent No.: US 7.282,100 B1: Schouest Et Al. (45) Date of Patent: Oct. 16, 2007Document15 pagesUnited States Patent (10) Patent No.: US 7.282,100 B1: Schouest Et Al. (45) Date of Patent: Oct. 16, 2007opik24No ratings yet
- US6953534Document13 pagesUS6953534MaboodNo ratings yet
- United States Patent: (10) Patent No.: US 6,293,891 B1Document8 pagesUnited States Patent: (10) Patent No.: US 6,293,891 B1Dejan ZdravkovskiNo ratings yet
- Us4808262 Method For DevolatilizingDocument12 pagesUs4808262 Method For DevolatilizingBilly FowlerNo ratings yet
- US6200692 (Container)Document8 pagesUS6200692 (Container)cliff hsuNo ratings yet
- Centrifuga Sharples AE 16 PDFDocument35 pagesCentrifuga Sharples AE 16 PDFMARCO VERAMENDINo ratings yet
- Sweetening With Amonia Crystal2Document4 pagesSweetening With Amonia Crystal2MohammadNo ratings yet
- Harrison y JR - 2002 - Polyalkylene Succinimides and Post-Treated DerivatDocument15 pagesHarrison y JR - 2002 - Polyalkylene Succinimides and Post-Treated DerivatCitlali MoraNo ratings yet
- Wheel PWR GenerationDocument8 pagesWheel PWR GenerationAsad Ahmed KhanNo ratings yet
- United States Patent: Kelly (10) Patent No.: (45) Date of PatentDocument7 pagesUnited States Patent: Kelly (10) Patent No.: (45) Date of PatentAlexander Franco CastrillonNo ratings yet
- Nat. Gas ReformingDocument6 pagesNat. Gas Reformingabdullah farhanNo ratings yet
- United States Patent: Martens Et Al. (45) Date of Patent: Sep. 28, 2004Document13 pagesUnited States Patent: Martens Et Al. (45) Date of Patent: Sep. 28, 2004Sri NurNo ratings yet
- 5" Sygggg?Ge?As Subsystem: A6 Tail: (12) United States Patent (10) Patent N0.2 Us 6,277,894 B1Document12 pages5" Sygggg?Ge?As Subsystem: A6 Tail: (12) United States Patent (10) Patent N0.2 Us 6,277,894 B1leonard chokNo ratings yet
- US8298809Document32 pagesUS8298809lukeNo ratings yet
- United States Patent: Fischer Et AlDocument5 pagesUnited States Patent: Fischer Et AlandresNo ratings yet
- United States Patent (10) Patent No.:: Huynh-Ba (45) Date of Patent: Jan. 13, 2004Document11 pagesUnited States Patent (10) Patent No.:: Huynh-Ba (45) Date of Patent: Jan. 13, 2004Alexander Franco CastrillonNo ratings yet
- Process for Producing Hydrogen Peroxide with Increased Catalyst LifetimeDocument5 pagesProcess for Producing Hydrogen Peroxide with Increased Catalyst LifetimezibaNo ratings yet
- CC Relief DoorDocument7 pagesCC Relief DoorHim SatiNo ratings yet
- United States Patent: Bayer Et AlDocument6 pagesUnited States Patent: Bayer Et AlsenthilNo ratings yet
- Improving Rankine Cycle of PowerplantDocument27 pagesImproving Rankine Cycle of Powerplantaya khazrajiNo ratings yet
- Us6566420 PDFDocument23 pagesUs6566420 PDFtejinder singhNo ratings yet
- US7525004 New EditedDocument11 pagesUS7525004 New EditedFahreza HidayatullahNo ratings yet
- Concrete Materials: Properties, Specifications, and TestingFrom EverandConcrete Materials: Properties, Specifications, and TestingRating: 4.5 out of 5 stars4.5/5 (5)
- New Text DocumentDocument3 pagesNew Text DocumentHazeq AzaharNo ratings yet
- Kolo TororitaDocument3 pagesKolo TororitaHazeq AzaharNo ratings yet
- New Text DocumentDocument1 pageNew Text DocumentHazeq AzaharNo ratings yet
- A Do Bex ML Forms SamplesDocument10 pagesA Do Bex ML Forms SamplesMuvindu Yahampath MakaveliNo ratings yet
- UpDocument2 pagesUpHazeq AzaharNo ratings yet
- New Text DocumentDocument4 pagesNew Text DocumentHazeq AzaharNo ratings yet
- Start-Up Cost: (1 To 1.5 PAGES)Document3 pagesStart-Up Cost: (1 To 1.5 PAGES)Hazeq AzaharNo ratings yet
- Untitled Document PDFDocument1 pageUntitled Document PDFHazeq AzaharNo ratings yet
- 2 in 1 Correction Highlighter With Pen: Problem/IssuesDocument1 page2 in 1 Correction Highlighter With Pen: Problem/IssuesHazeq AzaharNo ratings yet
- Process Design Site Selection PDFDocument1 pageProcess Design Site Selection PDFHazeq AzaharNo ratings yet
- UpDocument2 pagesUpHazeq AzaharNo ratings yet
- UpDocument2 pagesUpHazeq AzaharNo ratings yet
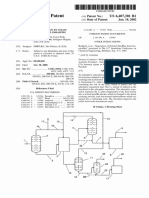
- Us 6407301Document8 pagesUs 6407301Hazeq AzaharNo ratings yet
- UpDocument2 pagesUpHazeq AzaharNo ratings yet
- UpDocument2 pagesUpHazeq AzaharNo ratings yet
- FOOD IRRADIATION BENEFITS AND QUALITY IMPACTSDocument25 pagesFOOD IRRADIATION BENEFITS AND QUALITY IMPACTSChilmy Coklat SusuNo ratings yet
- UpDocument2 pagesUpHazeq AzaharNo ratings yet
- UpDocument2 pagesUpHazeq AzaharNo ratings yet
- Tutorial Network Optimization - Loop & PathDocument2 pagesTutorial Network Optimization - Loop & PathHazeq AzaharNo ratings yet
- United States Patent (10) Patent No.: US 8.471,082 B2Document10 pagesUnited States Patent (10) Patent No.: US 8.471,082 B2Hazeq AzaharNo ratings yet
- New Text DocumentDocument1 pageNew Text DocumentHazeq AzaharNo ratings yet
- Us 6407301Document8 pagesUs 6407301Hazeq AzaharNo ratings yet
- HuhuhihiDocument4 pagesHuhuhihiHazeq AzaharNo ratings yet
- CPE 614 Assignment 1 Pinch Technology AnalysisDocument2 pagesCPE 614 Assignment 1 Pinch Technology AnalysisHazeq AzaharNo ratings yet
- HuhuhihiDocument1 pageHuhuhihiHazeq AzaharNo ratings yet
- Stress, Strain and Relation ExerciseDocument7 pagesStress, Strain and Relation ExerciseHazeq AzaharNo ratings yet
- Time Fe 11022016Document2 pagesTime Fe 11022016Hazeq AzaharNo ratings yet
- 5 Freezing As Low Temperature Cold Processing Preservation MethodDocument26 pages5 Freezing As Low Temperature Cold Processing Preservation MethodHazeq AzaharNo ratings yet
- Experiment 6 - Kla DeterminationDocument4 pagesExperiment 6 - Kla DeterminationHazeq AzaharNo ratings yet
- Solar EnergyDocument15 pagesSolar EnergyRycca DeeNo ratings yet
- Iocl ProfileDocument20 pagesIocl ProfileNupur Rajendra PanditNo ratings yet
- HPHT DeadweightsDocument4 pagesHPHT DeadweightsbobNo ratings yet
- Unit 1 - IntroductionDocument40 pagesUnit 1 - IntroductionPrince KumarNo ratings yet
- 903W H2S AnalyzerDocument3 pages903W H2S AnalyzerJair WandestterNo ratings yet
- Geothermal DincerDocument52 pagesGeothermal DincerSirineJamoussiNo ratings yet
- Effects of OBM On Wireline LogsDocument14 pagesEffects of OBM On Wireline LogslakhanmukhtiarNo ratings yet
- Nicofer Alloy625 PDFDocument13 pagesNicofer Alloy625 PDFbigsteve9088No ratings yet
- Modular LNG Tanks Powell ArupDocument19 pagesModular LNG Tanks Powell ArupciscoNo ratings yet
- Power GenerationDocument4 pagesPower GenerationAnonymous 9GMAJBNo ratings yet
- SENSONICDocument8 pagesSENSONICAmirah AqilahNo ratings yet
- 5-1 13 3/8" Surface Casing DesignDocument10 pages5-1 13 3/8" Surface Casing Designeng20072007No ratings yet
- Energy Research Paper TopicsDocument5 pagesEnergy Research Paper Topicsupvipbqlg100% (1)
- Influence of Dense Phase CO Pipeline Transportation ParametersDocument6 pagesInfluence of Dense Phase CO Pipeline Transportation Parametersfael_fvNo ratings yet
- 05-3300-01-W-01-009 Pipeline Welding and NDT Spec (Onshore) Rev P2Document17 pages05-3300-01-W-01-009 Pipeline Welding and NDT Spec (Onshore) Rev P2AdvisNo ratings yet
- Renewable Energy Technology: Dr. Md. Rifat HazariDocument26 pagesRenewable Energy Technology: Dr. Md. Rifat HazariAlamin KhanNo ratings yet
- Uredba o Razvrstavanju Objekta Delatnosti I Zemljista U Kategorije Ugrozenosti Od PozaraDocument16 pagesUredba o Razvrstavanju Objekta Delatnosti I Zemljista U Kategorije Ugrozenosti Od PozaraIvana VujčićNo ratings yet
- 1-Field Life CycleDocument18 pages1-Field Life CycleAlberto100% (1)
- Investigating The Greenhouse Effect - Causes, Effects, and Mitigation StrategiesDocument2 pagesInvestigating The Greenhouse Effect - Causes, Effects, and Mitigation StrategiesMarcos W. YapNo ratings yet
- Glossary of Pump Terms A-ZDocument16 pagesGlossary of Pump Terms A-Zarunkumar23101No ratings yet
- 0 UOP GP OpeningDocument12 pages0 UOP GP OpeningAlexsander Kelik Ratri SuryawanNo ratings yet
- Processing Flow OperationsDocument65 pagesProcessing Flow OperationssegunoyesNo ratings yet
- Senarai Sykt Oil N GasDocument4 pagesSenarai Sykt Oil N GasHidayah Ahmad Azam CrmpNo ratings yet
- Personal data and work experience of Francisco PalominoDocument12 pagesPersonal data and work experience of Francisco PalominonguyenNo ratings yet
- Tugas #1 Teknik Pemboran Lanjut (TM-6004)Document27 pagesTugas #1 Teknik Pemboran Lanjut (TM-6004)Nandya SesiliaNo ratings yet
- Fuel Energy Content & Conversions: PropaneDocument3 pagesFuel Energy Content & Conversions: PropaneTylerNo ratings yet
- MoPSE Geography Module Volume 2 - FINAL4WEBDocument316 pagesMoPSE Geography Module Volume 2 - FINAL4WEBKupaNo ratings yet
- All You Wanted To Know About: Cargo CalculationsDocument35 pagesAll You Wanted To Know About: Cargo CalculationsAmeyaManjrekarNo ratings yet
- How to Handle a Pack Off SituationDocument2 pagesHow to Handle a Pack Off SituationMohammad RizwanNo ratings yet
- Underground Coal Gasification (UCG)Document10 pagesUnderground Coal Gasification (UCG)partha das sharmaNo ratings yet