You might also like
- 0814 b090 DCCQ 001 Esp ManualDocument9 pages0814 b090 DCCQ 001 Esp ManualrajuNo ratings yet
- 0814 B090 DCCQ 006电除尘器安装说明书封面(英文)Document1 page0814 B090 DCCQ 006电除尘器安装说明书封面(英文)rajuNo ratings yet
- Handling, Transportation and Storage Manual: MT Type EspDocument1 pageHandling, Transportation and Storage Manual: MT Type EsprajuNo ratings yet
- (欣隆)MT电除尘器安装说明书(英文) (14 10 8)Document36 pages(欣隆)MT电除尘器安装说明书(英文) (14 10 8)raju100% (1)
- Operation Manual: MT MTC Type Electrodtatic PrecipitatorDocument1 pageOperation Manual: MT MTC Type Electrodtatic PrecipitatorrajuNo ratings yet
- Handling, Transportation and Storage Manual: MT Type EspDocument1 pageHandling, Transportation and Storage Manual: MT Type EsprajuNo ratings yet
- Model 02.11.2015Document1 pageModel 02.11.2015rajuNo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- RFI FormatDocument23 pagesRFI FormatrajuNo ratings yet
- 07-3116 333 EC-33301 Iss - 0Document5 pages07-3116 333 EC-33301 Iss - 0rajuNo ratings yet
- Format - Iii: Part-A (Annexure-C) Punch List Liquidated. Ready For FlushingDocument1 pageFormat - Iii: Part-A (Annexure-C) Punch List Liquidated. Ready For FlushingrajuNo ratings yet
- MT Type Esp Installation Manual: 0814 B090 DCCQ 006 0 1/36Document1 pageMT Type Esp Installation Manual: 0814 B090 DCCQ 006 0 1/36rajuNo ratings yet
- WPS 7018+70S2Document5 pagesWPS 7018+70S2rajuNo ratings yet
- Vivek Engineering Corporation Project: Pta Project Mangalore Client: M/S JBF Petrochemical Limited Unit: Osbl Radiography Offering RecordDocument1 pageVivek Engineering Corporation Project: Pta Project Mangalore Client: M/S JBF Petrochemical Limited Unit: Osbl Radiography Offering RecordrajuNo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- Annexure - C To Format - Ii: Touch Painting of Weld Joints and Paint Damage Area To Be Carried OutDocument1 pageAnnexure - C To Format - Ii: Touch Painting of Weld Joints and Paint Damage Area To Be Carried OutrajuNo ratings yet
- Format - IiDocument116 pagesFormat - IirajuNo ratings yet
- QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQW-301, Section IX, ASME Boiler and Pressure Vessel Code)rajuNo ratings yet
- Mechanical: Department PR No. Indented by DateDocument1 pageMechanical: Department PR No. Indented by DaterajuNo ratings yet
- Purchase Requisition: S. No Date Area PurposeDocument2 pagesPurchase Requisition: S. No Date Area PurposerajuNo ratings yet
- Raju Mahadevan Resume - Quality Control EngineerDocument4 pagesRaju Mahadevan Resume - Quality Control EngineerrajuNo ratings yet
- Annexure To FORMAT - IDocument3 pagesAnnexure To FORMAT - IrajuNo ratings yet
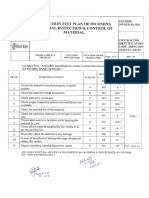
- ITP of Incoming Material Inspection & Control of MaterialDocument1 pageITP of Incoming Material Inspection & Control of MaterialrajuNo ratings yet
- Exxonmobil Is The Largest Non-Government Owned Company in The Energy Industry andDocument1 pageExxonmobil Is The Largest Non-Government Owned Company in The Energy Industry andrajuNo ratings yet
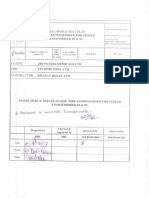
- ITP For Fire Extinguisher For Power Transformer - 01 & 02Document5 pagesITP For Fire Extinguisher For Power Transformer - 01 & 02rajuNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Modern Construction DevelomnetDocument2 pagesModern Construction DevelomnetAnonymous ANmMebffKR33% (3)
- 006 Nen-En-14470-2Document16 pages006 Nen-En-14470-2sadaf asfaasNo ratings yet
- Electrical Machine Design Unit6VHDocument13 pagesElectrical Machine Design Unit6VHdedi sanatraNo ratings yet
- 2SK 2371 - 2372 - NecDocument8 pages2SK 2371 - 2372 - NecStevenNo ratings yet
- 8.2 Pmr-30 and Pmr-100 Platform RockersDocument3 pages8.2 Pmr-30 and Pmr-100 Platform RockerspalyzzNo ratings yet
- Compressor Cutoff ControllerDocument3 pagesCompressor Cutoff Controllerprado01No ratings yet
- Terminal Monthly Check ListDocument8 pagesTerminal Monthly Check Listruhul01No ratings yet
- Method of Construction Joint: Position of Casting ConnectionDocument4 pagesMethod of Construction Joint: Position of Casting ConnectioneviNo ratings yet
- Carcasa Filtro Mahle Eg2Document4 pagesCarcasa Filtro Mahle Eg2HIDRAFLUIDNo ratings yet
- I XmillDocument8 pagesI XmillVladimir Pereira MacielNo ratings yet
- Operations and Production Management MGMT 405 Answer Set 1Document3 pagesOperations and Production Management MGMT 405 Answer Set 1Anissa Negra AkroutNo ratings yet
- Fire Safety in HospitalDocument3 pagesFire Safety in HospitaldrRT83No ratings yet
- Content Standard: Performance Standard: Safety Regulations and Workplace Safety and Hazard Control PracticesDocument2 pagesContent Standard: Performance Standard: Safety Regulations and Workplace Safety and Hazard Control PracticesOxymoronic BlasphemyNo ratings yet
- Heat Pipe DemonstratorDocument10 pagesHeat Pipe DemonstratorShoaib PathanNo ratings yet
- EPM KE0 GL 000011 - 000 Definitions and ReferencesDocument12 pagesEPM KE0 GL 000011 - 000 Definitions and ReferencesMMM0000% (1)
- Auditorium BOQ DuctedDocument6 pagesAuditorium BOQ DuctedCharitha RanwalaNo ratings yet
- All Tyeps Risk Assessment in Construction PDFDocument112 pagesAll Tyeps Risk Assessment in Construction PDFSorin Tec100% (1)
- Ncert Chemistry PDFDocument3 pagesNcert Chemistry PDFDinesh Singh PanwarNo ratings yet
- Thesis BiogasDocument54 pagesThesis BiogasRichard Castillo JamilanoNo ratings yet
- Construction Cost Estimation in Greece: Sustainable Promotion of An Unknown DisciplineDocument27 pagesConstruction Cost Estimation in Greece: Sustainable Promotion of An Unknown Disciplineacetoppos100% (1)
- ModiconPremium ScraperChain PDFDocument6 pagesModiconPremium ScraperChain PDFalvaroNo ratings yet
- Tas HandbookDocument121 pagesTas HandbookGema Putra PratamaNo ratings yet
- Complete Seap ReportDocument37 pagesComplete Seap ReportGodfrey James Machota85% (13)
- 1components For Smoke and Heat Control Systems Functional Recommendations and Calculation Methods For Smoke and Heat Exhaust PDFDocument42 pages1components For Smoke and Heat Control Systems Functional Recommendations and Calculation Methods For Smoke and Heat Exhaust PDFAnonymous ixIhrPM2No ratings yet
- Nano-And Biocomposites: Emerging Nanotechnologies For ManufacturingDocument1 pageNano-And Biocomposites: Emerging Nanotechnologies For ManufacturingshahramNo ratings yet
- Prince Hydraulics Wolverine Mono-Block Control Valve Offered by PRC Industrial SupplyDocument2 pagesPrince Hydraulics Wolverine Mono-Block Control Valve Offered by PRC Industrial SupplyPRC Industrial SupplyNo ratings yet
- Effect of Fin Thickness and Geometry On Engine Cylinder FinsDocument4 pagesEffect of Fin Thickness and Geometry On Engine Cylinder FinsAnonymous kw8Yrp0R5rNo ratings yet
- Test 9Document15 pagesTest 9Silvers RayleighNo ratings yet
- Production of MTBE (Methyl Tertiary Butyl Ether) From Methanol and Butylene by Catalytic ConversionDocument11 pagesProduction of MTBE (Methyl Tertiary Butyl Ether) From Methanol and Butylene by Catalytic ConversionAsim RafiqueNo ratings yet
- NBCP ReviewersDocument19 pagesNBCP ReviewersJohn Remmel RogaNo ratings yet