You might also like
- TDS005-Grade 2 and ASTM A307 BoltingDocument2 pagesTDS005-Grade 2 and ASTM A307 BoltingKrish DoodnauthNo ratings yet
- Steel Wire, Plain, For Concrete ReinforcementDocument4 pagesSteel Wire, Plain, For Concrete ReinforcementedwinbadajosNo ratings yet
- A741Document3 pagesA741solrac4371100% (1)
- 0 - Sika Grout With Sikadur 732 Epoxy Bonding AgentDocument4 pages0 - Sika Grout With Sikadur 732 Epoxy Bonding AgentRA SamsonNo ratings yet
- Spec Schedule40 Pipe Galvanized PDFDocument2 pagesSpec Schedule40 Pipe Galvanized PDFSahil SharmaNo ratings yet
- GES-013-52 General Engineering Specification FOR Concrete WorkDocument39 pagesGES-013-52 General Engineering Specification FOR Concrete Workbong3570No ratings yet
- Astm A-817Document4 pagesAstm A-817mukeshNo ratings yet
- C 636 - 04 Installation of Metal Ceiling Suspension Systems ForDocument4 pagesC 636 - 04 Installation of Metal Ceiling Suspension Systems ForJavier Salinas SepúlvedaNo ratings yet
- Standard Specification For Hot Dip GalvanizingDocument4 pagesStandard Specification For Hot Dip GalvanizingNuzul Furqony100% (1)
- Hot-Formed Welded and Seamless Carbon Steel Structural TubingDocument6 pagesHot-Formed Welded and Seamless Carbon Steel Structural TubingVenreplast PueblaNo ratings yet
- Aluminum-Coated Steel Chain-Link Fence Fabric: Standard Specification ForDocument4 pagesAluminum-Coated Steel Chain-Link Fence Fabric: Standard Specification Forkyeong cheol leeNo ratings yet
- Astm A116 PDFDocument7 pagesAstm A116 PDFbanglvhNo ratings yet
- Annex 15 - QC Inspection ReportDocument2 pagesAnnex 15 - QC Inspection ReportEl LlacunaNo ratings yet
- ACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing Concrete - MyCivil - IrDocument41 pagesACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing Concrete - MyCivil - IrAyman ZakariaNo ratings yet
- Elec SpecsDocument32 pagesElec SpecsjewdNo ratings yet
- Zinc-Coated (Galvanized) Steel Barbed Wire: Standard Specification ForDocument3 pagesZinc-Coated (Galvanized) Steel Barbed Wire: Standard Specification ForFRANZ RICHARD SARDINAS MALLCONo ratings yet
- DMRB All Parts Jan 2012Document492 pagesDMRB All Parts Jan 2012vijaya guniputiNo ratings yet
- F1379 Tyho6649Document2 pagesF1379 Tyho6649Ersen SerinNo ratings yet
- BS 5756-2007Document20 pagesBS 5756-2007sks_242No ratings yet
- GB50107-2010 混凝土强度检验评定标准Document16 pagesGB50107-2010 混凝土强度检验评定标准tanminweeNo ratings yet
- C 1002 - 00 QzewmditmdaDocument4 pagesC 1002 - 00 QzewmditmdaHumberto GutierrezNo ratings yet
- Hilti HCC-B For Concrete Overlays: Fastening Technology ManualDocument39 pagesHilti HCC-B For Concrete Overlays: Fastening Technology ManualPablo Martinez FesserNo ratings yet
- ISO 19840 2004 en PreviewDocument8 pagesISO 19840 2004 en PreviewBalbhim JagdaleNo ratings yet
- Schedule 40 Pipe, Galvanized: ASTM F1043 Group I-A, Federal Specification RR-F-191 Type 1, Grade A, AASHTO M-181 Grade 1Document2 pagesSchedule 40 Pipe, Galvanized: ASTM F1043 Group I-A, Federal Specification RR-F-191 Type 1, Grade A, AASHTO M-181 Grade 1Caolboy ButchNo ratings yet
- Astm A325 1979Document11 pagesAstm A325 1979Deana WhiteNo ratings yet
- A780 PDFDocument3 pagesA780 PDFMauricio Adame100% (1)
- Structural Steel Painting Guidance-040Document10 pagesStructural Steel Painting Guidance-040wangNo ratings yet
- Test Procedure and Acceptance Criteria For - Physical Endurance For Steel Doors, Frames and Frame AnchorsDocument14 pagesTest Procedure and Acceptance Criteria For - Physical Endurance For Steel Doors, Frames and Frame AnchorsYel DGNo ratings yet
- Governing SpecificationsDocument1 pageGoverning SpecificationsAshley JeyahNo ratings yet
- NFPA 285 Fire Testing For Exterior Walls: Code Requirements and Design ChallengesDocument1 pageNFPA 285 Fire Testing For Exterior Walls: Code Requirements and Design ChallengesaialosangelesNo ratings yet
- BS 6076.1996Document19 pagesBS 6076.1996Yaser Al ShabasyNo ratings yet
- Which Is The Best Excavator?: 7 AnswersDocument4 pagesWhich Is The Best Excavator?: 7 AnswersMuhammad IqbalNo ratings yet
- HK CS2 - 2012Document50 pagesHK CS2 - 2012bobbyccwNo ratings yet
- Standard Pipe A53 PDFDocument6 pagesStandard Pipe A53 PDFArvindNo ratings yet
- Astm C-1178-1 PDFDocument3 pagesAstm C-1178-1 PDFibrahim0% (1)
- JIS5402 For FRC Rooftile PDFDocument5 pagesJIS5402 For FRC Rooftile PDFQuảng Nguyễn HồngNo ratings yet
- Astm A588-A588m-05Document3 pagesAstm A588-A588m-05Hoang Kien100% (1)
- Early Works Package - Specification B (Section 317210) - Tunnel Primary Support - Ground ReinforcementDocument3 pagesEarly Works Package - Specification B (Section 317210) - Tunnel Primary Support - Ground ReinforcementZain AbidiNo ratings yet
- Astm D4385-10Document7 pagesAstm D4385-10roshniNo ratings yet
- ASTM A184 Welded Deformed Steel Bar Mats For Concrete ReinforcementDocument2 pagesASTM A184 Welded Deformed Steel Bar Mats For Concrete ReinforcementAmanda Ariesta Aprilia100% (1)
- Doors A Guide To Approved Document MDocument8 pagesDoors A Guide To Approved Document MDominicNo ratings yet
- Construction and Building Materials: Min Wu, Björn Johannesson, Mette GeikerDocument13 pagesConstruction and Building Materials: Min Wu, Björn Johannesson, Mette GeikerKaryne FerreiraNo ratings yet
- Intumescent Adhesion StudyDocument58 pagesIntumescent Adhesion StudyPeter ThomsonNo ratings yet
- Controlled Low Strength MaterialDocument4 pagesControlled Low Strength MaterialDevrim GürselNo ratings yet
- C1032 - 06Document2 pagesC1032 - 06Black GokuNo ratings yet
- 548 5R-94 PDFDocument26 pages548 5R-94 PDFJoão Carlos Protz ProtzNo ratings yet
- Sikatherm® Foam 45 IN: Product Data SheetDocument4 pagesSikatherm® Foam 45 IN: Product Data SheetTarun KumarNo ratings yet
- BS 6319-4-1984 - (2017-07-27 - 07-49-45 AM) Bond Strength - Slant Shear MethodDocument16 pagesBS 6319-4-1984 - (2017-07-27 - 07-49-45 AM) Bond Strength - Slant Shear MethodmargarethsmNo ratings yet
- Hot Dip Galvanized ProcessDocument1 pageHot Dip Galvanized Processkh88hmiNo ratings yet
- SSPC QP 3Document6 pagesSSPC QP 3anoopkumarNo ratings yet
- Pre U - Lox GPDocument3 pagesPre U - Lox GPJohn Rheynor MayoNo ratings yet
- Behavior of Fresh Concrete During Vibration: ACI 309.1 R-93 (Reapproved 1998)Document19 pagesBehavior of Fresh Concrete During Vibration: ACI 309.1 R-93 (Reapproved 1998)madhumster1240100% (1)
- BS1449-2 1983Document15 pagesBS1449-2 1983Rajlić Zoran0% (1)
- Reinforcing Bar Couplers-UK-IRE-Edition June 2014 - Version 3Document28 pagesReinforcing Bar Couplers-UK-IRE-Edition June 2014 - Version 3Federico.IoriNo ratings yet
- ASTM A 47 M Ferritic Malleable Iron Castings PDFDocument5 pagesASTM A 47 M Ferritic Malleable Iron Castings PDFAhmad ZaidNo ratings yet
- Copper-Brazed Steel Tubing: Standard Specification ForDocument4 pagesCopper-Brazed Steel Tubing: Standard Specification Forrgi178No ratings yet
- Charles E. Smith - Feasibility of Thermite Sparking With Impact of Rusted Steel Onto Aluminum Coated SteelDocument66 pagesCharles E. Smith - Feasibility of Thermite Sparking With Impact of Rusted Steel Onto Aluminum Coated SteelAlarmakNo ratings yet
- Structural Bolts, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthDocument1 pageStructural Bolts, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthAhmed Hamed ElezabyNo ratings yet
- All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld UnoDocument1 pageAll Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld UnoGHULAM NABINo ratings yet
- All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld UnoDocument1 pageAll Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld UnoGHULAM NABINo ratings yet
- l60x60x6 & Upn 140x60 Material AvailablityDocument4 pagesl60x60x6 & Upn 140x60 Material AvailablityGHULAM NABINo ratings yet
- RD IPE200 X 7180Document1 pageRD IPE200 X 7180GHULAM NABINo ratings yet
- All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld UnoDocument1 pageAll Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld UnoGHULAM NABINo ratings yet
- 1770 (L150X150X18 X 1770)Document1 page1770 (L150X150X18 X 1770)GHULAM NABINo ratings yet
- 1 1642003 - 1-2005 No Item MKD': For ConstructionDocument1 page1 1642003 - 1-2005 No Item MKD': For ConstructionGHULAM NABINo ratings yet
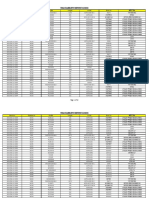
- Traceability Report 1631032: Mark No Position No Profile Length Grade Heat NoDocument58 pagesTraceability Report 1631032: Mark No Position No Profile Length Grade Heat NoGHULAM NABINo ratings yet
- L150X150X18 X 1770Document1 pageL150X150X18 X 1770GHULAM NABINo ratings yet
- PDFDocument107 pagesPDFGHULAM NABINo ratings yet
- PDFDocument133 pagesPDFGHULAM NABINo ratings yet
- PDFDocument110 pagesPDFGHULAM NABINo ratings yet
- Raw Material RequisitionDocument1 pageRaw Material RequisitionGHULAM NABINo ratings yet
- KCR 194Document1 pageKCR 194GHULAM NABINo ratings yet
- Traceability Report 1616057M: Mark No Position No Profile Length Grade Heat NoDocument1 pageTraceability Report 1616057M: Mark No Position No Profile Length Grade Heat NoGHULAM NABINo ratings yet
- Handrail 1 MKD' NO. 1805249M-3LP034-6006: For ConstructionDocument1 pageHandrail 1 MKD' NO. 1805249M-3LP034-6006: For ConstructionGHULAM NABINo ratings yet
- 3048 (PIPE - 1-1/2'' - SCH. - 40 X 2515) : For ConstructionDocument1 page3048 (PIPE - 1-1/2'' - SCH. - 40 X 2515) : For ConstructionGHULAM NABINo ratings yet
- KCR 171Document1 pageKCR 171GHULAM NABINo ratings yet
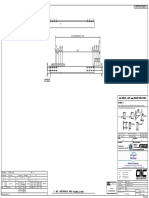
- 4006 - BEAM - Rev 0Document1 page4006 - BEAM - Rev 0GHULAM NABINo ratings yet
- 9002 - Plate - Rev 0Document1 page9002 - Plate - Rev 0GHULAM NABINo ratings yet
- 4001 - BEAM - Rev 0Document1 page4001 - BEAM - Rev 0GHULAM NABINo ratings yet
- Traceability Report 1830191M: Markno Posno Profile Length Grade Heat No MTC NoDocument1 pageTraceability Report 1830191M: Markno Posno Profile Length Grade Heat No MTC NoGHULAM NABINo ratings yet
- Astm A490Document1 pageAstm A490GHULAM NABINo ratings yet
- 9001 - Plate - Rev 0Document1 page9001 - Plate - Rev 0GHULAM NABINo ratings yet
- Brakes Hawker 789 MTM FlightSafetyDocument21 pagesBrakes Hawker 789 MTM FlightSafetyAQS Centro capacitacion aereaNo ratings yet
- Heat Exchangers Designing For Super-Critical Fluid ServiceDocument6 pagesHeat Exchangers Designing For Super-Critical Fluid ServiceHsein WangNo ratings yet
- Fluid Flow Through Randomly Packed Columns and Fluidized BedsDocument6 pagesFluid Flow Through Randomly Packed Columns and Fluidized BedsalexramquiNo ratings yet
- Chain Wheels ChainconveyorDocument9 pagesChain Wheels ChainconveyorPedro RBNo ratings yet
- P PH Hy Ys Siic Ca All P Prro Op Pe Errttiie Es S: W WW WW W..s SP Pe Ec Ciia Allm Me Etta Alls S..C Co Om MDocument4 pagesP PH Hy Ys Siic Ca All P Prro Op Pe Errttiie Es S: W WW WW W..s SP Pe Ec Ciia Allm Me Etta Alls S..C Co Om MIon PopescuNo ratings yet
- Control EngineeringDocument14 pagesControl EngineeringCheong JkNo ratings yet
- Gasitaly f1 Eng ManualDocument13 pagesGasitaly f1 Eng ManualSekson Junsukpluk50% (2)
- Chain LatchesDocument2 pagesChain Latchesdzamir203No ratings yet
- Type 1: Technical ParametersDocument7 pagesType 1: Technical ParametersMuhammad AliNo ratings yet
- MMUP Electronics V1.7 - With Answers - PDF - Bipolar Junction Transistor - Electric MotorDocument193 pagesMMUP Electronics V1.7 - With Answers - PDF - Bipolar Junction Transistor - Electric MotorKanhaiya JhaNo ratings yet
- Group Assignment 02-Advanced Structural Mechanics (TCS 6103)Document2 pagesGroup Assignment 02-Advanced Structural Mechanics (TCS 6103)JimmyNo ratings yet
- Carrier Supra 644 Refrigeration Unit For TrucksDocument2 pagesCarrier Supra 644 Refrigeration Unit For TrucksgoogleheadNo ratings yet
- Datasheet (API 610 - 1 Page)Document8 pagesDatasheet (API 610 - 1 Page)Rudin Fahrudin RahmanNo ratings yet
- Lecture - 09 - Dimensional Analysis and SimilitudeDocument11 pagesLecture - 09 - Dimensional Analysis and SimilitudeHizana D.SNo ratings yet
- TacheuchiTB1140 S51400007 - ServiceDocument652 pagesTacheuchiTB1140 S51400007 - ServiceStelian CrisanNo ratings yet
- F885-84 (2011) Standard Specification for Envelope Dimensions for Bronze Globe Valves NPS 1ظ - - 4 to 2Document3 pagesF885-84 (2011) Standard Specification for Envelope Dimensions for Bronze Globe Valves NPS 1ظ - - 4 to 2islamakthamNo ratings yet
- PC2 - Practice Exam WorkedDocument12 pagesPC2 - Practice Exam WorkednomsyNo ratings yet
- P - Delta Effect in Reinforced Concrete Structures of Rigid Joint-LibreDocument8 pagesP - Delta Effect in Reinforced Concrete Structures of Rigid Joint-LibrePunithan PunithanNo ratings yet
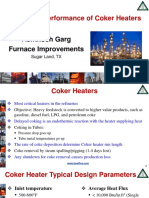
- AFRC - Improving Performance of Coker HeatersDocument29 pagesAFRC - Improving Performance of Coker Heatersashutosh_garg_10No ratings yet
- Deformacao AxialDocument31 pagesDeformacao AxialANTONIONo ratings yet
- Geared Motor: Product ManualDocument178 pagesGeared Motor: Product Manualsanjibkrjana100% (1)
- 03 FloWatch HGVF Input and OutputDocument21 pages03 FloWatch HGVF Input and Outputedwin_triana_9No ratings yet
- TutorialDocument2 pagesTutorialsitumbeko undiNo ratings yet
- Revised Cleaning and Painting Piece Rate Data 02-07-2021Document5 pagesRevised Cleaning and Painting Piece Rate Data 02-07-2021Corrosion FactoryNo ratings yet
- Powerpoint Images: Failures Resulting From Static LoadingDocument11 pagesPowerpoint Images: Failures Resulting From Static LoadingKTMONo ratings yet
- Tablas Medidas Tubos de Acero API5L - ASTM A53 - A106Document6 pagesTablas Medidas Tubos de Acero API5L - ASTM A53 - A106Reinaldo AndaraNo ratings yet
- Cooling Tower SolutionDocument38 pagesCooling Tower SolutionThabangNo ratings yet
- Air Cylinder: Series A03 COMPACT CYLINDERS MAGNETIC Double Acting (Ø12 - 100) MM FeaturesDocument4 pagesAir Cylinder: Series A03 COMPACT CYLINDERS MAGNETIC Double Acting (Ø12 - 100) MM FeaturesBiswanath LenkaNo ratings yet
- Superhero ExampleDocument8 pagesSuperhero Exampleapi-343241309No ratings yet
- PARKER TGK/THK MotorDocument36 pagesPARKER TGK/THK MotorgugiNo ratings yet