You might also like
- Composite Report For Ajith PrabhakaranDocument44 pagesComposite Report For Ajith PrabhakaranSanthosh Nagaraja100% (1)
- Investigationof Mechanical Propertiesof Coconut Shell Dust Epoxyand Fly-Ash CompositesDocument36 pagesInvestigationof Mechanical Propertiesof Coconut Shell Dust Epoxyand Fly-Ash CompositesTeja shivraj DandeNo ratings yet
- Investigationof Mechanical Propertiesof Coconut Shell Dust Epoxyand Fly-Ash CompositesDocument36 pagesInvestigationof Mechanical Propertiesof Coconut Shell Dust Epoxyand Fly-Ash CompositesTeja shivraj DandeNo ratings yet
- Finalsss PDFDocument44 pagesFinalsss PDFMICHEL RAJNo ratings yet
- Mechanical Behaviour of Natural Fibers Reinforced Composite MaterialDocument51 pagesMechanical Behaviour of Natural Fibers Reinforced Composite MaterialAbi KuttyNo ratings yet
- Mechanical Behaviour of Natural Fibers Reinforced Composite MaterialDocument51 pagesMechanical Behaviour of Natural Fibers Reinforced Composite MaterialAbi Kutty100% (1)
- 97 Minor ReportDocument51 pages97 Minor Reportved100% (1)
- Shancho AashaaaaaaDocument21 pagesShancho AashaaaaaaAsha kawasiNo ratings yet
- PDF Merger 2023 05 16 19 23 27771Document68 pagesPDF Merger 2023 05 16 19 23 27771MonishaNo ratings yet
- Processing and Characterization of Titania Filled Epoxy-Glass Fiber CompositesDocument59 pagesProcessing and Characterization of Titania Filled Epoxy-Glass Fiber Compositessakthistory1922No ratings yet
- Composite Project Report N3Document52 pagesComposite Project Report N3dhanalakshmi k sNo ratings yet
- Tensile & Impact Strength Information of Fiber Metal LaminateDocument32 pagesTensile & Impact Strength Information of Fiber Metal LaminateSeeandgrow ByabdulsamadNo ratings yet
- Analysis of FRP Composite Leaf Spring For Vehicle-1Document43 pagesAnalysis of FRP Composite Leaf Spring For Vehicle-1nirojan438No ratings yet
- Study of Mechanical and Flexural Properties of Coconut Shell Ash Reinforced Epoxy CompositesDocument41 pagesStudy of Mechanical and Flexural Properties of Coconut Shell Ash Reinforced Epoxy CompositesJessie Tipay Granil Jr.No ratings yet
- Integrated Structural Health MonitoringDocument251 pagesIntegrated Structural Health Monitoringipali4christ_5308248No ratings yet
- Natural Aggregates Used For Light Weight Concrete - A ReviewDocument11 pagesNatural Aggregates Used For Light Weight Concrete - A ReviewVINICIUS IBRAIM LOPES MARTINSNo ratings yet
- Elasto-Static Responses of Laminated Panels: Institute of Aeronautical EngineeringDocument37 pagesElasto-Static Responses of Laminated Panels: Institute of Aeronautical EngineeringMuthyala AkhilNo ratings yet
- New 11Document53 pagesNew 11Vijay sethupathiNo ratings yet
- Documents - MX - Lightweight Foam Concrete Apk PDFDocument27 pagesDocuments - MX - Lightweight Foam Concrete Apk PDFBiha NbaNo ratings yet
- AKP123Document70 pagesAKP123goswamiphotostatNo ratings yet
- 8venkata Subba Reddy Dandu Et AlDocument5 pages8venkata Subba Reddy Dandu Et AlAnu AmruthNo ratings yet
- Characterization of Hybrid FRP Composite With Hydrothermal Exposure Under Varied Ambient ConditionsDocument44 pagesCharacterization of Hybrid FRP Composite With Hydrothermal Exposure Under Varied Ambient ConditionssggdgdNo ratings yet
- TESTING_OF_COMPOSITE_ON_DROP-WEIGHT_IMPADocument12 pagesTESTING_OF_COMPOSITE_ON_DROP-WEIGHT_IMPAaeromac33No ratings yet
- Design and Development of Glass Fiber ReDocument12 pagesDesign and Development of Glass Fiber RebaktiabijunaNo ratings yet
- Seminar ReportDocument35 pagesSeminar ReportSRUTHI FRANCIS M.Tech Environmental Engineering 2020-2022No ratings yet
- Tensile and Flexural Test On Kenaf Fibre A Project Report: Submitted byDocument39 pagesTensile and Flexural Test On Kenaf Fibre A Project Report: Submitted byŞríní VfçNo ratings yet
- Study of Mechanical Properties of Hybrid Natural Fiber CompositeDocument39 pagesStudy of Mechanical Properties of Hybrid Natural Fiber CompositePeeka Prabhakara RaoNo ratings yet
- Development of Sansevieria Trifasciata - Carbon Fi PDFDocument11 pagesDevelopment of Sansevieria Trifasciata - Carbon Fi PDFColeene Mhae Villamar GalanoNo ratings yet
- CFRP For Strengthening StructuresDocument42 pagesCFRP For Strengthening Structuresraziasalim100% (1)
- PG Final ReportDocument43 pagesPG Final Reportsujith kumarNo ratings yet
- Final Year WorkDocument10 pagesFinal Year WorkBinwa-ari NumbereNo ratings yet
- Project_Stage 1 ReportDocument24 pagesProject_Stage 1 Reportparthadhav2020.mech1No ratings yet
- Experimental Study of Quasi Static Loading For Hybrid Composite MaterialsDocument34 pagesExperimental Study of Quasi Static Loading For Hybrid Composite MaterialsAbdallah AL-ObideNo ratings yet
- RC Exterior Beam Column Joint Behavior Strengthened With FRPDocument105 pagesRC Exterior Beam Column Joint Behavior Strengthened With FRPAtano RoyNo ratings yet
- Analysis and Fabrication of Polymer Reinforced Fly-Ash Composites EngineDocument6 pagesAnalysis and Fabrication of Polymer Reinforced Fly-Ash Composites EngineAnil Kumar RoutNo ratings yet
- Pydah Project Home PageDocument9 pagesPydah Project Home PageAjay eerlaNo ratings yet
- Material Properties of Glass Fiber Reinforced Epoxy CompositesDocument32 pagesMaterial Properties of Glass Fiber Reinforced Epoxy CompositesGhani BiruNo ratings yet
- BME (B) Project Report PDFDocument24 pagesBME (B) Project Report PDFMohul KatyalNo ratings yet
- Experimental Determination of Buckling Strength of Stiffened PanelsDocument10 pagesExperimental Determination of Buckling Strength of Stiffened PanelsTJPRC PublicationsNo ratings yet
- materialstodayroceedingDocument6 pagesmaterialstodayroceedingvenomNo ratings yet
- A Masters Thesis Project in Cooperation BetweenDocument34 pagesA Masters Thesis Project in Cooperation BetweenKeshav GuptaNo ratings yet
- Lakshmi Anuhya 2019 IOP Conf. Ser. Mater. Sci. Eng. 577 012053 PDFDocument11 pagesLakshmi Anuhya 2019 IOP Conf. Ser. Mater. Sci. Eng. 577 012053 PDFnazmul hassanNo ratings yet
- 2017 - GFRP Laminates - Beams - Ansys - Thesis PDFDocument222 pages2017 - GFRP Laminates - Beams - Ansys - Thesis PDFNaga PhaneendraNo ratings yet
- Materials Science 10.53.11 PMDocument39 pagesMaterials Science 10.53.11 PMJane LeeNo ratings yet
- Plan, Design, Analyze and Estimate Small Bridge ProjectDocument91 pagesPlan, Design, Analyze and Estimate Small Bridge ProjectSuthir SuthiNo ratings yet
- GopalSamyDharmaraj PravinDocument202 pagesGopalSamyDharmaraj PravinBrhane TeklayNo ratings yet
- FINAL - REPORT - 001 - (1) (1) Update 70Document41 pagesFINAL - REPORT - 001 - (1) (1) Update 70tamil shinchanNo ratings yet
- Use of Polypropylene Fibres For ControlDocument34 pagesUse of Polypropylene Fibres For ControlABDIRAHMANNo ratings yet
- Tensile and Impact Behaviour of Coconut Sheath Reinforced Epoxy Composites"Document30 pagesTensile and Impact Behaviour of Coconut Sheath Reinforced Epoxy Composites"Santosh BansodeNo ratings yet
- Processes: Simulation of Glass Fiber Reinforced Polypropylene Nanocomposites For Small Wind Turbine BladesDocument16 pagesProcesses: Simulation of Glass Fiber Reinforced Polypropylene Nanocomposites For Small Wind Turbine BladesDiptoNo ratings yet
- Laminated Composite Stiffened Panels Application and BehaviourDocument46 pagesLaminated Composite Stiffened Panels Application and BehaviourHemendra Jain100% (1)
- IRJAES V2N2P313Y17 Aaaaaaaaaaaaaaaaaa PDFDocument5 pagesIRJAES V2N2P313Y17 Aaaaaaaaaaaaaaaaaa PDFYogesh ShindeNo ratings yet
- Self Healing CompositesDocument32 pagesSelf Healing Compositestituwilson33No ratings yet
- Finite Element Analysis of Composite Laminate using ANSYSDocument9 pagesFinite Element Analysis of Composite Laminate using ANSYSKP HARISANKARNo ratings yet
- National University of Sciences & Technology: Final Year Project Report TitleDocument82 pagesNational University of Sciences & Technology: Final Year Project Report TitleAhsen IftikharNo ratings yet
- Non-Asbestos Organic Composites for Friction MaterialsDocument28 pagesNon-Asbestos Organic Composites for Friction MaterialsanantNo ratings yet
- Design of Marine Risers with Functionally Graded MaterialsFrom EverandDesign of Marine Risers with Functionally Graded MaterialsNo ratings yet
- Polymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsFrom EverandPolymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsSanjay Mavinkere RangappaNo ratings yet
- Finite Element Analysis On Compressive Strength of Stiffened GFRP Panel'SDocument74 pagesFinite Element Analysis On Compressive Strength of Stiffened GFRP Panel'Sakash mNo ratings yet
- Finite Element Analysis On Compressive Strength of Stiffened GFRP Panel'SDocument74 pagesFinite Element Analysis On Compressive Strength of Stiffened GFRP Panel'Sakash mNo ratings yet
- ASHU REPORT UG Intro AbstarctDocument59 pagesASHU REPORT UG Intro Abstarctakash mNo ratings yet
- Finite Element Analysis On Compressive Strength of Stiffened GFRP PanelsDocument39 pagesFinite Element Analysis On Compressive Strength of Stiffened GFRP Panelsakash mNo ratings yet
- Finite Element Analysis On Compressive Strength of Stiffened GFRP Panel'SDocument6 pagesFinite Element Analysis On Compressive Strength of Stiffened GFRP Panel'Sakash mNo ratings yet
- Compressives Strength of Stiffened GFRP PanelsDocument4 pagesCompressives Strength of Stiffened GFRP Panelsakash mNo ratings yet
- Asme B16.9 Int 1993Document13 pagesAsme B16.9 Int 1993SUSEINCANo ratings yet
- Hoesch (Con Parametri Per Diaframmi)Document48 pagesHoesch (Con Parametri Per Diaframmi)PinoScribdNo ratings yet
- Presentazione Per Progettisti ENG1 PDFDocument122 pagesPresentazione Per Progettisti ENG1 PDFAlexandra Lungu ROAD DESIGNNo ratings yet
- TDS US Gabion Galv May15Document2 pagesTDS US Gabion Galv May15Jhony LucioNo ratings yet
- DS For Level SwitchDocument7 pagesDS For Level SwitchnathaNo ratings yet
- Swissma: PAM Northern Chapter Half Day Seminar 20 May 2017Document117 pagesSwissma: PAM Northern Chapter Half Day Seminar 20 May 2017Shrimp HeadNo ratings yet
- Parts Book (18001-Up)Document650 pagesParts Book (18001-Up)Helio100% (1)
- Foundation LayoutDocument1 pageFoundation LayoutrendaninNo ratings yet
- Industrial Sectional DoorsDocument88 pagesIndustrial Sectional Doorsapi-325435569No ratings yet
- Hardened ConcreteDocument3 pagesHardened ConcreteEng Aidaruos Abdi MatanNo ratings yet
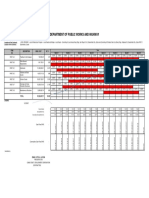
- Department of Public Works and Highway: Contract I.D. Location of The Contract: Location of The ContractDocument1 pageDepartment of Public Works and Highway: Contract I.D. Location of The Contract: Location of The ContractAdrian Louie Laganzo AquinoNo ratings yet
- DC DC: Table 5.13: Overhead Line Conductor - Hard Drawn CopperDocument8 pagesDC DC: Table 5.13: Overhead Line Conductor - Hard Drawn CopperVino VinoNo ratings yet
- XPress-Flushing Filling and Testing of Carbon Steel Installations - JVDocument9 pagesXPress-Flushing Filling and Testing of Carbon Steel Installations - JVᏗᎷᏋᏋᏁ ᏗᏰᎴᏗᏝᏝᏗNo ratings yet
- Water Infrastructure Design Standards and GuidelinesDocument111 pagesWater Infrastructure Design Standards and Guidelinesahmed zakiNo ratings yet
- Project Risk Management HandbookDocument83 pagesProject Risk Management HandbookSyauqi FirdausNo ratings yet
- Thin Walled Pressure Vessels 1Document21 pagesThin Walled Pressure Vessels 1shangovinna_10781090No ratings yet
- Inspiring The Next Generation - Proceedings of The International Conference On Spatial Structures 2020/21 (IASS2020/21-Surrey7) Available atDocument32 pagesInspiring The Next Generation - Proceedings of The International Conference On Spatial Structures 2020/21 (IASS2020/21-Surrey7) Available atRancho vonNo ratings yet
- Military Wire Replaces MIL-W-22759 StandardsDocument1 pageMilitary Wire Replaces MIL-W-22759 StandardsRoberto RocheNo ratings yet
- Concrete Beam Design ACI 318Document7 pagesConcrete Beam Design ACI 318Kutty MansoorNo ratings yet
- ANSYS Model Analyzes Concrete Pavement Stresses and StrainsDocument8 pagesANSYS Model Analyzes Concrete Pavement Stresses and Strainslaalai faicelNo ratings yet
- Lifting Operation Rev2Document29 pagesLifting Operation Rev2Chong Yun QingNo ratings yet
- FTM - RE 500 V3 Rebar As AnchorDocument10 pagesFTM - RE 500 V3 Rebar As Anchorlokesh.kukadiyaNo ratings yet
- Certex Product Catalogue Chapter 001 PDFDocument69 pagesCertex Product Catalogue Chapter 001 PDFAther AliNo ratings yet
- Chilled Water MSTDocument9 pagesChilled Water MSTSolymanElsayedSolymanNo ratings yet
- Ground Improvement - Prefabricated Vertical Drain (PVD)Document1 pageGround Improvement - Prefabricated Vertical Drain (PVD)Ahmad Nor AriffNo ratings yet
- HK Supervisor - Room - Inspection - ChecklistDocument2 pagesHK Supervisor - Room - Inspection - ChecklistRitesh SinghNo ratings yet
- Lenin Raj: Cover Letter July 30, 2018Document3 pagesLenin Raj: Cover Letter July 30, 2018Lenin RajNo ratings yet
- Spare Parts: 6002267402 Getinge 46-Series 46-4, 46-5Document68 pagesSpare Parts: 6002267402 Getinge 46-Series 46-4, 46-5Cándido GuzmánNo ratings yet
- NBS - 005-Small Works-Attic-Refurbishment Sample Specification-2020-08-10Document37 pagesNBS - 005-Small Works-Attic-Refurbishment Sample Specification-2020-08-10Nay Win MaungNo ratings yet
- Camese2012 13Document164 pagesCamese2012 13JvlValenzuelaNo ratings yet