You might also like
- Ironwork - Part III - A Complete Survey of the Artistic Working of Iron in Great Britain from the Earliest TimesFrom EverandIronwork - Part III - A Complete Survey of the Artistic Working of Iron in Great Britain from the Earliest TimesNo ratings yet
- English Ironwork of the XVIIth and XVIIIth Centuries - An Historical and Analytical Account of the Development of Exterior SmithcraftFrom EverandEnglish Ironwork of the XVIIth and XVIIIth Centuries - An Historical and Analytical Account of the Development of Exterior SmithcraftNo ratings yet
- History of TungstenDocument2 pagesHistory of TungstenGeiana GatdulaNo ratings yet
- TungstenDocument15 pagesTungstenJon Be GoodNo ratings yet
- Description of Tungsten (Wolfram)Document2 pagesDescription of Tungsten (Wolfram)BagaskaraAdiPamungkasNo ratings yet
- 1 HistoricalDocument25 pages1 Historicalshinichi kudouNo ratings yet
- Vera Monique P. Cadag Grade 8-ArchimedesDocument7 pagesVera Monique P. Cadag Grade 8-ArchimedesVera CadagNo ratings yet
- Titanium-A New Metal For The Aerospace AgeDocument26 pagesTitanium-A New Metal For The Aerospace AgedouslasNo ratings yet
- Metallurgy: From Wikipedia, The Free EncyclopediaDocument12 pagesMetallurgy: From Wikipedia, The Free EncyclopediaBobNo ratings yet
- Handbook of Extractive Metallurgy Copper: Per and of The Corresponding Words in MostDocument9 pagesHandbook of Extractive Metallurgy Copper: Per and of The Corresponding Words in Most1394203031No ratings yet
- How Is Yttrium MadeDocument11 pagesHow Is Yttrium MadeBagas AdiansyahNo ratings yet
- Lanthanides - Real-Life ApplicationsDocument5 pagesLanthanides - Real-Life ApplicationsSERAPHINENo ratings yet
- 1 NiobMetallDocument5 pages1 NiobMetalltazira syakinNo ratings yet
- Welding Processes Using in IndustriesDocument5 pagesWelding Processes Using in IndustriesGowrisanthosh PalikaNo ratings yet
- Tungsten Chemistry)Document2 pagesTungsten Chemistry)nicolasNo ratings yet
- 1 s2.0 0263436895926716 Main - 2 PDFDocument15 pages1 s2.0 0263436895926716 Main - 2 PDFInzimam ul HaqNo ratings yet
- MetallurgyDocument10 pagesMetallurgy呂布No ratings yet
- Ferrous and Non Ferrous MetalsDocument148 pagesFerrous and Non Ferrous MetalsAkshat JainNo ratings yet
- Elements of Modern Style ArticleDocument5 pagesElements of Modern Style ArticlemamazookeeprNo ratings yet
- Metallurgy: SmeltingDocument42 pagesMetallurgy: SmeltingNaniNo ratings yet
- Titanium : Karan Saxena Class Xi-A ROLL NO.-22Document18 pagesTitanium : Karan Saxena Class Xi-A ROLL NO.-22Karan SaxenaNo ratings yet
- Copper EssayDocument5 pagesCopper EssayDouglay McTay0% (1)
- TantalumDocument6 pagesTantalumKevinNo ratings yet
- TungstenDocument5 pagesTungstenKevinNo ratings yet
- Welding HistoryDocument87 pagesWelding HistoryKarlaColina100% (2)
- Sssssssss DsDocument5 pagesSssssssss DsAsia VelascoNo ratings yet
- Chemical SymbolDocument4 pagesChemical SymbolFritzie Andrea TirolNo ratings yet
- Af5 2077430Document6 pagesAf5 2077430Lesly Michell Rubio CanobbioNo ratings yet
- History of Transistors Volume 1Document41 pagesHistory of Transistors Volume 1Akram Ardi100% (1)
- Ironwork - Part I - From the Earliest Times to the End of the Mediaeval PeriodFrom EverandIronwork - Part I - From the Earliest Times to the End of the Mediaeval PeriodRating: 5 out of 5 stars5/5 (1)
- Some Failure Analysis Case Histories in Galvanized Steel ProductsDocument8 pagesSome Failure Analysis Case Histories in Galvanized Steel Productsel_tano33No ratings yet
- The Metallurgy of Anodizing Aluminum: Connecting Science to PracticeFrom EverandThe Metallurgy of Anodizing Aluminum: Connecting Science to PracticeNo ratings yet
- Welding دادعا / دحاولا دبع دمحم رمع بلاطلا / ةيناثلا ةلحرملا / ماع عرف عرفلا داوملا ةسدنه مسقDocument18 pagesWelding دادعا / دحاولا دبع دمحم رمع بلاطلا / ةيناثلا ةلحرملا / ماع عرف عرفلا داوملا ةسدنه مسقAhmed AlbayatiNo ratings yet
- Permanent Magnet Early HistoryDocument9 pagesPermanent Magnet Early HistoryCarlos MarighellaNo ratings yet
- Engineering MaterialDocument399 pagesEngineering MaterialMario ParhanNo ratings yet
- Titanium Alloys For Aircraft 2009Document6 pagesTitanium Alloys For Aircraft 2009Zouhair BoukriNo ratings yet
- The Discovery of Strong AluminumDocument9 pagesThe Discovery of Strong AluminumdouslasNo ratings yet
- Members: Saz, Frederico Toh, Marvin Unahan, Shierwin Jee Borba, Godfrey Ventero, Patrick Siacor, Breezy Mae EyleDocument44 pagesMembers: Saz, Frederico Toh, Marvin Unahan, Shierwin Jee Borba, Godfrey Ventero, Patrick Siacor, Breezy Mae EylemalynNo ratings yet
- AluminiumDocument48 pagesAluminiumYudhistira BedduNo ratings yet
- The Age of SteelDocument5 pagesThe Age of SteelLeon EversNo ratings yet
- Copper Design ManualDocument22 pagesCopper Design Manualamr_scorpion_engNo ratings yet
- Chemistry Midterm EssayDocument5 pagesChemistry Midterm EssayIrakli NatroshviliNo ratings yet
- Sheet Metal and TinsmithryDocument22 pagesSheet Metal and TinsmithryVictor EvangelioNo ratings yet
- CopperDocument89 pagesCopperrayanellano100% (2)
- Chapter 01Document12 pagesChapter 01Mohd Sabir Fahmi LabosahNo ratings yet
- Uses of Different Metals Through HistoryDocument18 pagesUses of Different Metals Through HistorygabriellamauriceNo ratings yet
- Allotropes: C Is One of The Best KnownDocument9 pagesAllotropes: C Is One of The Best Knowndwivedi_gaurav94No ratings yet
- All About Welding Book1Document51 pagesAll About Welding Book1Arnel MoralesNo ratings yet
- NanotecnologiaDocument27 pagesNanotecnologiaviniciushiperNo ratings yet
- Haertling 1999Document22 pagesHaertling 1999Anang Fajrul UkhwaluddinNo ratings yet
- Ironwork - Part II - Being a Continuation of the First Handbook, and Comprising from the Close of the Mediaeval Period to the End of the Eighteenth Century, Excluding English WorkFrom EverandIronwork - Part II - Being a Continuation of the First Handbook, and Comprising from the Close of the Mediaeval Period to the End of the Eighteenth Century, Excluding English WorkNo ratings yet
- Metals Assignment ExtraDocument3 pagesMetals Assignment ExtraroseNo ratings yet
- CopperDocument12 pagesCopperrebaz omerNo ratings yet
- 1.1 General Introduction To Welding Technology: 1.1.1 Historical Development of WeldingDocument197 pages1.1 General Introduction To Welding Technology: 1.1.1 Historical Development of WeldingphutiNo ratings yet
- 01Document26 pages01Hemendra JaniNo ratings yet
- CopperDocument21 pagesCopperdroy21No ratings yet
- StrontiumDocument4 pagesStrontiumKevinNo ratings yet
- J. Electrochem. Soc.-1952-Marden-79C-80CDocument2 pagesJ. Electrochem. Soc.-1952-Marden-79C-80CGeovanny JaenzNo ratings yet
- History of Arc WeldingDocument35 pagesHistory of Arc WeldingRosciane BallesterosNo ratings yet
- Benchmarking Comminution Energy Consumption For The Processing - Ballantyne2014Document6 pagesBenchmarking Comminution Energy Consumption For The Processing - Ballantyne2014Gottumukkala Venkateswara RaoNo ratings yet
- PO For Feather LiteDocument1 pagePO For Feather LiteGottumukkala Venkateswara RaoNo ratings yet
- Benchmarking Comminution Energy Consumption For The Processing - Ballantyne2014Document6 pagesBenchmarking Comminution Energy Consumption For The Processing - Ballantyne2014Gottumukkala Venkateswara RaoNo ratings yet
- CritonCuriInt - Symposium 1998Document11 pagesCritonCuriInt - Symposium 1998Gottumukkala Venkateswara RaoNo ratings yet
- Article - MPT 2019Document6 pagesArticle - MPT 2019Gottumukkala Venkateswara RaoNo ratings yet
- Existing and New Processes For Beneficiation of Indian Iron OresDocument10 pagesExisting and New Processes For Beneficiation of Indian Iron OresGottumukkala Venkateswara RaoNo ratings yet
- Developed Model For Reduction Mechanism of Iron Ore Pellets Under LoadDocument9 pagesDeveloped Model For Reduction Mechanism of Iron Ore Pellets Under LoadGottumukkala Venkateswara RaoNo ratings yet
- Feasibility Studies For Production of Pellet Grade Concentrate From Sub Grade Iron Ore Using Multi Gravity SeparatorDocument10 pagesFeasibility Studies For Production of Pellet Grade Concentrate From Sub Grade Iron Ore Using Multi Gravity SeparatorGottumukkala Venkateswara RaoNo ratings yet
- Banned Drugs in IndiaDocument3 pagesBanned Drugs in IndiaGottumukkala Venkateswara RaoNo ratings yet
- Modelling of Blast Furnace With Layered Cohesive ZoneDocument20 pagesModelling of Blast Furnace With Layered Cohesive ZoneFilipe MansurNo ratings yet
- Alternate Resources For Ferro Aloy - Steel IndustryDocument3 pagesAlternate Resources For Ferro Aloy - Steel IndustryGottumukkala Venkateswara RaoNo ratings yet
- Dynamic Determinants in Global Iron Ore Supply Chain: Claude Comtois Brian Slack February 2016Document29 pagesDynamic Determinants in Global Iron Ore Supply Chain: Claude Comtois Brian Slack February 2016Gottumukkala Venkateswara RaoNo ratings yet
- MPT 2016 Pune Feasibility Studies SGIO Mozley Mineral SeparatorDocument13 pagesMPT 2016 Pune Feasibility Studies SGIO Mozley Mineral SeparatorGottumukkala Venkateswara RaoNo ratings yet
- Recovery of Iron Values From Donimalai Tailing Dam TailsDocument8 pagesRecovery of Iron Values From Donimalai Tailing Dam TailsGottumukkala Venkateswara RaoNo ratings yet
- 13 Chapter 7Document26 pages13 Chapter 7Gottumukkala Venkateswara RaoNo ratings yet
- TP 2975 PDFDocument9 pagesTP 2975 PDFGottumukkala Venkateswara RaoNo ratings yet
- TP 2975 PDFDocument9 pagesTP 2975 PDFGottumukkala Venkateswara RaoNo ratings yet
- How To Make A Powerful Power Point PresentationDocument10 pagesHow To Make A Powerful Power Point PresentationGottumukkala Venkateswara Rao100% (1)
- TP 2975 PDFDocument9 pagesTP 2975 PDFGottumukkala Venkateswara RaoNo ratings yet
- BF Abstracts 10Document7 pagesBF Abstracts 10Gottumukkala Venkateswara RaoNo ratings yet
- CanteenDocument3 pagesCanteenGottumukkala Venkateswara RaoNo ratings yet
- Banned Drugs in IndiaDocument3 pagesBanned Drugs in IndiaGottumukkala Venkateswara RaoNo ratings yet
- Steel Making and The Next StepsDocument160 pagesSteel Making and The Next StepsGottumukkala Venkateswara RaoNo ratings yet
- Failure Analysis of Refractory Anchors of A Power PDFDocument8 pagesFailure Analysis of Refractory Anchors of A Power PDFAnonymous 5odj1IcNo ratings yet
- June 2015 (v3) QP - Paper 3 CIE Chemistry A-Level PDFDocument12 pagesJune 2015 (v3) QP - Paper 3 CIE Chemistry A-Level PDFGrace KamauNo ratings yet
- Kobelco-Indispensable 9Cr Filler MetalsDocument10 pagesKobelco-Indispensable 9Cr Filler MetalsPradip GoswamiNo ratings yet
- CBSE Class 10 Science Revision Notes Chapter - 2 Acids, Bases and SaltsDocument11 pagesCBSE Class 10 Science Revision Notes Chapter - 2 Acids, Bases and Saltsmilind dhamaniyaNo ratings yet
- Ral Colour Chart PDFDocument3 pagesRal Colour Chart PDFnavneet100% (1)
- Cgo 11 of 2007Document125 pagesCgo 11 of 2007Gohar KhanNo ratings yet
- 2002 RD 1 Questions tcm18-190750Document10 pages2002 RD 1 Questions tcm18-190750LouiseflemingNo ratings yet
- Combined Past Paper Questions On StoiciometryDocument27 pagesCombined Past Paper Questions On StoiciometryRamesh Iyer50% (4)
- BME301 - Material Engineering Notes - 2023 - 24Document15 pagesBME301 - Material Engineering Notes - 2023 - 24kec.abhishek463No ratings yet
- CompositeDocument4 pagesCompositeAshok PradhanNo ratings yet
- Chapter 3 - Calculations With Chemical FormulasDocument24 pagesChapter 3 - Calculations With Chemical FormulasRashid Emoroni100% (1)
- TICL4Document7 pagesTICL4Chandra SekarNo ratings yet
- A SuperalloyDocument2 pagesA Superalloy0502ravi100% (1)
- Dezurik Valve Selection PDFDocument28 pagesDezurik Valve Selection PDFnoklit15100% (1)
- CGI Sheet NepalDocument2 pagesCGI Sheet NepalSunil NepalNo ratings yet
- Astm A517Document3 pagesAstm A517Nacer Kisy100% (1)
- Anode Presentation091415Document77 pagesAnode Presentation091415Josselin CastilloNo ratings yet
- RiseDocument129 pagesRiseMark EdowaiNo ratings yet
- Zinc Ore - An Overview - ScienceDirect TopicsDocument19 pagesZinc Ore - An Overview - ScienceDirect Topicsvin237becNo ratings yet
- Chapter 1 Process Background and Selection - Production of Hydrochloric AcidDocument63 pagesChapter 1 Process Background and Selection - Production of Hydrochloric AcidSuraya Afriyani100% (2)
- Redox - (Oxidation Reduction) PDFDocument18 pagesRedox - (Oxidation Reduction) PDFAlia RastogiNo ratings yet
- Reaction Notes-ChemistryDocument19 pagesReaction Notes-ChemistrySirupyEwe GamerNo ratings yet
- 8J Magnets and Electromagnets Summary SheetsDocument2 pages8J Magnets and Electromagnets Summary SheetsVita FaridianaNo ratings yet
- Kimia F4 Akhir Tahun SBP 2008Document65 pagesKimia F4 Akhir Tahun SBP 2008Mustakimah Muhamad100% (5)
- Value EngineeringDocument23 pagesValue EngineeringSomesh Kumar100% (2)
- Cathodic Protection Systems Interim Technical GuideDocument10 pagesCathodic Protection Systems Interim Technical Guidemdc2013No ratings yet
- Chemistry Notes For Class 12 Chapter 6 General Principles and Processes ofDocument14 pagesChemistry Notes For Class 12 Chapter 6 General Principles and Processes ofkunal bansalNo ratings yet
- EPMA Additive Manufacturing Leaflet PDFDocument4 pagesEPMA Additive Manufacturing Leaflet PDFFlávia CostaNo ratings yet
- Metals and Non MetalsDocument2 pagesMetals and Non MetalsNavkiran Ladhar 279No ratings yet
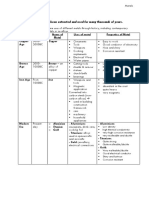
- 8.3 Metals: Metals Have Been Extracted and Used For Many Thousands of YearsDocument5 pages8.3 Metals: Metals Have Been Extracted and Used For Many Thousands of YearsClayton FengNo ratings yet