You might also like
- Tratamentos térmicos e superficiais dos açosFrom EverandTratamentos térmicos e superficiais dos açosRating: 4.5 out of 5 stars4.5/5 (3)
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEFrom EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo ratings yet
- Substituição Garrafa Nível CaldeiraDocument10 pagesSubstituição Garrafa Nível Caldeiraalexsandro_dias_183% (6)
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoFrom EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoNo ratings yet
- Elaboração de Esmaltes CerâmicosDocument19 pagesElaboração de Esmaltes CerâmicosPetro Paulo100% (3)
- Tubulações Industriais ECIDDocument179 pagesTubulações Industriais ECIDengenheiromateriaisNo ratings yet
- Vergas e Contra Vergas PDFDocument36 pagesVergas e Contra Vergas PDFHebert MaycoNo ratings yet
- Design de Interação PDFDocument2 pagesDesign de Interação PDFtatearteNo ratings yet
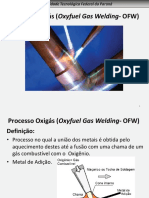
- Processo Oxigás (Oxyfuel Gas Welding - OfW)Document33 pagesProcesso Oxigás (Oxyfuel Gas Welding - OfW)gabriel moraisNo ratings yet
- Relatório de SoldaDocument15 pagesRelatório de SoldaDaniella100% (2)
- PROCESSO DE SOLDAGEM A OXI-GÁSDocument52 pagesPROCESSO DE SOLDAGEM A OXI-GÁSWeslleny SampaioNo ratings yet
- Aula - MODELAGEM - Conceitos Básicos de ModelagemDocument21 pagesAula - MODELAGEM - Conceitos Básicos de ModelagemJoabe Amaral100% (1)
- Instalação de forro de gesso acartonadoDocument3 pagesInstalação de forro de gesso acartonadoLidiene Ramos100% (1)
- Motores Diesel Volvo TD 101-122Document2 pagesMotores Diesel Volvo TD 101-122MATHEUS DINIZ DO NASCIMENTO100% (1)
- Soldagem OxigásDocument24 pagesSoldagem OxigásAdão PedroNo ratings yet
- Materiais Compositos Na Industria AeronauticaDocument24 pagesMateriais Compositos Na Industria AeronauticaJosé CoelhoNo ratings yet
- 2013 17 CCE Encarte 621E PO 215x280mm BX PDFDocument8 pages2013 17 CCE Encarte 621E PO 215x280mm BX PDFAndre De MatosNo ratings yet
- Processos de soldagem: eletrodo, MIG/MAG e oxi-gásDocument6 pagesProcessos de soldagem: eletrodo, MIG/MAG e oxi-gásMarcos Colli100% (1)
- Apresentação de Segurança para Trabalho A Quente Modulo de Atividades Com MaçaricoDocument84 pagesApresentação de Segurança para Trabalho A Quente Modulo de Atividades Com Maçaricoigor teixeiraNo ratings yet
- Apresenta ÆoBrasagem EMBDocument156 pagesApresenta ÆoBrasagem EMBjeffersonNo ratings yet
- Noções Básicas de Processos de Soldagem e CorteDocument23 pagesNoções Básicas de Processos de Soldagem e CorteFrancisco RibeiroNo ratings yet
- Segurança na solda oxicorteDocument49 pagesSegurança na solda oxicorteWanderson B Araujo100% (2)
- Soldagem Oxi-gás: Princípio e AplicaçõesDocument13 pagesSoldagem Oxi-gás: Princípio e AplicaçõesDaniel Gaia100% (1)
- 02 Classificação Oxi-Gás ThermitDocument76 pages02 Classificação Oxi-Gás ThermitDaiana GuimarãesNo ratings yet
- Trabalho Oxicorte - Elem TextualDocument13 pagesTrabalho Oxicorte - Elem TextualdanigordilhoNo ratings yet
- Soldagem TrabalhoDocument22 pagesSoldagem TrabalhoRobson AssisNo ratings yet
- Soldagem OxigásDocument19 pagesSoldagem OxigásEder MirandaNo ratings yet
- IFSC Soldagem a Gás ProcessoDocument54 pagesIFSC Soldagem a Gás ProcessoJoão Maria BezerraNo ratings yet
- Soldagem oxigás - cortes a quenteDocument20 pagesSoldagem oxigás - cortes a quentejoaoNo ratings yet
- Solda e CorteDocument37 pagesSolda e CorteAndré BoldriniNo ratings yet
- Oxicorte: processo e equipamentoDocument13 pagesOxicorte: processo e equipamentoSaymon FelizNo ratings yet
- MODULO 4 Consumiveis InspetorDocument38 pagesMODULO 4 Consumiveis InspetorWilliam FagundesNo ratings yet
- Processos de fabricação por soldagem a gásDocument59 pagesProcessos de fabricação por soldagem a gásYago BomfimNo ratings yet
- 13-Soldagem A G SDocument14 pages13-Soldagem A G SIsabele FariaNo ratings yet
- TECNOLOGIA DA SOLDAGEM OXICÔMBUSTÍVELDocument62 pagesTECNOLOGIA DA SOLDAGEM OXICÔMBUSTÍVELmarcionilo54No ratings yet
- Conectores elétricosDocument95 pagesConectores elétricosfguapisacaNo ratings yet
- Fonte - 6 - Introdução Aos Processos de Soldadura Parte IDocument60 pagesFonte - 6 - Introdução Aos Processos de Soldadura Parte ImanuelNo ratings yet
- Pratica_04_SoldagemDocument14 pagesPratica_04_SoldagemlairaferreiralimaNo ratings yet
- Aula 02 Soldagem Oxi-GasDocument14 pagesAula 02 Soldagem Oxi-GasJosinaldo RodriguesNo ratings yet
- Apostila Soldas Especiais PDFDocument27 pagesApostila Soldas Especiais PDFbernardohbgNo ratings yet
- Soldagem em Ligas Não FerrosasDocument47 pagesSoldagem em Ligas Não FerrosasbvalinhasNo ratings yet
- P1_soldagem_1-2007_Respondida.docDocument2 pagesP1_soldagem_1-2007_Respondida.doclmlmla02No ratings yet
- PROCESSO DE OXIACETILENO (Rubao)Document53 pagesPROCESSO DE OXIACETILENO (Rubao)fake jailsonNo ratings yet
- Apostila Processo OxicorteDocument10 pagesApostila Processo Oxicorteeverson martins de oliveiraNo ratings yet
- Oxicorte: Processo e EquipamentosDocument15 pagesOxicorte: Processo e EquipamentosRafael AmorimNo ratings yet
- GLP como alternativa ao acetileno em oxicorte mecanizadoDocument13 pagesGLP como alternativa ao acetileno em oxicorte mecanizadoPolizeroNo ratings yet
- Defesa praticas oficinais Soldadura vistoDocument40 pagesDefesa praticas oficinais Soldadura vistoAndré MiudoNo ratings yet
- Gases para Soldagem Ao ArcoDocument38 pagesGases para Soldagem Ao ArcoAlex MouttaNo ratings yet
- Revestimentos e Metalização: Técnicas e AplicaçõesDocument46 pagesRevestimentos e Metalização: Técnicas e AplicaçõesLindonor Rosa NetoNo ratings yet
- Solda oxiacetilênica: processos e equipamentos de proteçãoDocument40 pagesSolda oxiacetilênica: processos e equipamentos de proteçãomarcelo souza pereiraNo ratings yet
- Apostila Soldagem Dos Metais (Unisanta)Document108 pagesApostila Soldagem Dos Metais (Unisanta)Márcio FerreiraNo ratings yet
- Brasagem: fundamentos e operaçõesDocument17 pagesBrasagem: fundamentos e operaçõesMarcelo CassimiroNo ratings yet
- Aços para Caldeiras e Tubos JoiaDocument4 pagesAços para Caldeiras e Tubos JoiaAntenor LeonelloNo ratings yet
- Revestimentos e Metalização para Aplicações IndustriaisDocument47 pagesRevestimentos e Metalização para Aplicações IndustriaisClewerton BagnhukNo ratings yet
- 19 PF Soldagem Por BrasagemDocument11 pages19 PF Soldagem Por BrasagemYuri Queiroz100% (1)
- Inspeção de FornosDocument205 pagesInspeção de FornosCarlos Guerreiro100% (1)
- Apostila 2Document15 pagesApostila 2Carlos LucasNo ratings yet
- MECÂNICA NAVAL - SOLDADURA OXIACETILÉNICADocument23 pagesMECÂNICA NAVAL - SOLDADURA OXIACETILÉNICAGelson TchiloiaNo ratings yet
- Pesquisa Sobre SoldagemDocument5 pagesPesquisa Sobre SoldagemSheyla MariaNo ratings yet
- Guia de segurança em primeiro lugar para apresentação de 30 minutos sobre mute de microfoneDocument38 pagesGuia de segurança em primeiro lugar para apresentação de 30 minutos sobre mute de microfonealex totiNo ratings yet
- Soldagem técnicasDocument40 pagesSoldagem técnicasLuis Humberto BorgesNo ratings yet
- Proc Soldagem-OxigasDocument12 pagesProc Soldagem-OxigasEduardo CavalcanteNo ratings yet
- Apostila MI - PII - TubosDocument21 pagesApostila MI - PII - TubosFelipe MagalhãesNo ratings yet
- Avaliacao de Diferentes Tecnicas de Contraste ParaDocument10 pagesAvaliacao de Diferentes Tecnicas de Contraste ParaMárcio MagalhãesNo ratings yet
- Processo de soldadura TIG, plasma e submersoDocument40 pagesProcesso de soldadura TIG, plasma e submersoClem MaboteNo ratings yet
- Projetos Com Stm8s103f3 Programado Em Arduino - Parte XivFrom EverandProjetos Com Stm8s103f3 Programado Em Arduino - Parte XivNo ratings yet
- Optoeletrônica (OPE-0301) - Universidade Tecnológica Federal Do Paraná UTFPRDocument1 pageOptoeletrônica (OPE-0301) - Universidade Tecnológica Federal Do Paraná UTFPRBruno DantasNo ratings yet
- Dispositivos de Acoplamento Modal (DIP-0301) - Universidade Tecnológica Federal Do Paraná UTFPRDocument1 pageDispositivos de Acoplamento Modal (DIP-0301) - Universidade Tecnológica Federal Do Paraná UTFPRBruno DantasNo ratings yet
- Álgebra Linear (ALA-0002) - Universidade Tecnológica Federal Do Paraná UTFPRDocument1 pageÁlgebra Linear (ALA-0002) - Universidade Tecnológica Federal Do Paraná UTFPRBruno DantasNo ratings yet
- Comunicação Digital (CD-1901) - Universidade Tecnológica Federal Do Paraná UTFPRDocument1 pageComunicação Digital (CD-1901) - Universidade Tecnológica Federal Do Paraná UTFPRBruno DantasNo ratings yet
- Estruturas Fotônicas Periódicas (EFP-0113) - Universidade Tecnológica Federal Do Paraná UTFPRDocument1 pageEstruturas Fotônicas Periódicas (EFP-0113) - Universidade Tecnológica Federal Do Paraná UTFPRBruno DantasNo ratings yet
- Aplicações de Técnicas Nucleares (TTN-0078) - Universidade Tecnológica Federal Do Paraná UTFPRDocument2 pagesAplicações de Técnicas Nucleares (TTN-0078) - Universidade Tecnológica Federal Do Paraná UTFPRBruno DantasNo ratings yet
- Dispositivos de Acoplamento Modal (DIP-0301) - Universidade Tecnológica Federal Do Paraná UTFPRDocument1 pageDispositivos de Acoplamento Modal (DIP-0301) - Universidade Tecnológica Federal Do Paraná UTFPRBruno DantasNo ratings yet
- Engenharia Hospitalar (EH-0005) - Universidade Tecnológica Federal Do Paraná UTFPRDocument1 pageEngenharia Hospitalar (EH-0005) - Universidade Tecnológica Federal Do Paraná UTFPRBruno DantasNo ratings yet
- Fotônica (FOT-0086) - Universidade Tecnológica Federal Do Paraná UTFPRDocument1 pageFotônica (FOT-0086) - Universidade Tecnológica Federal Do Paraná UTFPRBruno DantasNo ratings yet
- Engenharia de Software (ES-0055) - Universidade Tecnológica Federal Do Paraná UTFPRDocument1 pageEngenharia de Software (ES-0055) - Universidade Tecnológica Federal Do Paraná UTFPRBruno DantasNo ratings yet
- Computação Evolucionária (CEV-0035) - Universidade Tecnológica Federal Do Paraná UTFPRDocument1 pageComputação Evolucionária (CEV-0035) - Universidade Tecnológica Federal Do Paraná UTFPRBruno DantasNo ratings yet
- Aplicações de Técnicas Nucleares (TTN-0078) - Universidade Tecnológica Federal Do Paraná UTFPRDocument2 pagesAplicações de Técnicas Nucleares (TTN-0078) - Universidade Tecnológica Federal Do Paraná UTFPRBruno DantasNo ratings yet
- UTFPR - Tolerancias Geometrias CID PDFDocument28 pagesUTFPR - Tolerancias Geometrias CID PDFBruno DantasNo ratings yet
- Álgebra Linear (ALA-0002) - Universidade Tecnológica Federal Do Paraná UTFPRDocument1 pageÁlgebra Linear (ALA-0002) - Universidade Tecnológica Federal Do Paraná UTFPRBruno DantasNo ratings yet
- Projeto de Ensino Presença Africana No BrasilDocument5 pagesProjeto de Ensino Presença Africana No BrasilBruno DantasNo ratings yet
- Gabarito Provas Da Petrobras 2014Document10 pagesGabarito Provas Da Petrobras 2014Treinamentos MhsNo ratings yet
- Horários 2020 - 1 PDFDocument24 pagesHorários 2020 - 1 PDFBruno DantasNo ratings yet
- Conhecimentos básicos de portuguêsDocument15 pagesConhecimentos básicos de portuguêsSamuel DantasNo ratings yet
- 2019-09-27 at 20.03.56Document1 page2019-09-27 at 20.03.56Bruno DantasNo ratings yet
- Aula 12Document46 pagesAula 12Bruno DantasNo ratings yet
- 2019-09-27 at 20.03.56Document1 page2019-09-27 at 20.03.56Bruno DantasNo ratings yet
- LE15Document1 pageLE15Bruno DantasNo ratings yet
- EL65Jplanodeaula 2s2017 Teo S41 S43Document1 pageEL65Jplanodeaula 2s2017 Teo S41 S43Bruno DantasNo ratings yet
- MATRIZ Grade NovaDocument1 pageMATRIZ Grade NovaLosp PacmanNo ratings yet
- Exercício 044 - Torção - 03 de Abril de 2018Document1 pageExercício 044 - Torção - 03 de Abril de 2018Bruno DantasNo ratings yet
- Engenharia Mecânica: Centros Instantâneos de Velocidade em MecanismosDocument27 pagesEngenharia Mecânica: Centros Instantâneos de Velocidade em MecanismosBruno DantasNo ratings yet
- Circuito 1 A 8Document1 pageCircuito 1 A 8Bruno DantasNo ratings yet
- Trabalho2 SHPDocument2 pagesTrabalho2 SHPBruno DantasNo ratings yet
- Engenharia Eletrica Enfase em Eletricidade IndustrialDocument1 pageEngenharia Eletrica Enfase em Eletricidade IndustriallfbroedelNo ratings yet
- Vantagens e desvantagens da energia eólicaDocument4 pagesVantagens e desvantagens da energia eólicaAlinne AdleyNo ratings yet
- Rede Distribuição Poste TrafoDocument1 pageRede Distribuição Poste TrafoEnoque Borges Dos SantosNo ratings yet
- Apresentação da empresa Soltarescala ConstruçõesDocument15 pagesApresentação da empresa Soltarescala ConstruçõesHugo GonçalvesNo ratings yet
- Dimensionamento ElevadorDocument27 pagesDimensionamento ElevadorchristianeNo ratings yet
- Lei-13361 CPRH Cadastro TFAPEDocument9 pagesLei-13361 CPRH Cadastro TFAPEGleybisonLopesNo ratings yet
- 1001 Maquinas 09Document648 pages1001 Maquinas 09Carlos Henrique Mota GonçalvesNo ratings yet
- Conversão Plotter Epson SureColor F6070 para tintaDocument8 pagesConversão Plotter Epson SureColor F6070 para tintatp1414100% (1)
- Amplificador 30W transistorizado TIP41/42Document2 pagesAmplificador 30W transistorizado TIP41/42Olney JonerNo ratings yet
- Sistema de FreioDocument136 pagesSistema de FreioAna EstherNo ratings yet
- APOSTILA Agua FRIA (PRINCIPAL)Document36 pagesAPOSTILA Agua FRIA (PRINCIPAL)Thereza DuarteNo ratings yet
- Spicer Suspensão e Direção 1702Document286 pagesSpicer Suspensão e Direção 1702CarlosNo ratings yet
- Bomba de vácuo industrial eficienteDocument2 pagesBomba de vácuo industrial eficienteMichael SarmientoNo ratings yet
- Catalogo Metalmaq PaginadoDocument28 pagesCatalogo Metalmaq PaginadoJhonny JhonnyNo ratings yet
- Folder Petrifilm BoloresDocument2 pagesFolder Petrifilm BoloresNathalie CordeiroNo ratings yet
- Avaliação Da Incorporação de Geopolímero Como Agente Cimentante para Fresado AsfálticoDocument47 pagesAvaliação Da Incorporação de Geopolímero Como Agente Cimentante para Fresado AsfálticoRafael TonelloNo ratings yet
- Tijolos Com Bagaço Da Cana de AçúcarDocument7 pagesTijolos Com Bagaço Da Cana de AçúcarDébora BretasNo ratings yet
- SumiderosDocument22 pagesSumideroscarlongas94No ratings yet
- Solda Mig - Mag - Trabalho EscolarDocument21 pagesSolda Mig - Mag - Trabalho EscolarklausahlfNo ratings yet
- Planta baixa apto classe B/CDocument6 pagesPlanta baixa apto classe B/CTucuxy BotoNo ratings yet
- Propriedades e aplicações do cobre, aço inox 420 e aço 1045Document3 pagesPropriedades e aplicações do cobre, aço inox 420 e aço 1045vitor_pedroNo ratings yet